|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Технологические особенности смешанных способов производства железобетонных изделий. Полуконвейерные и кассетно-конвейерные технологические линии.Стр 1 из 15Следующая ⇒ Ответы Технология Технология стендового производства железобетонных изделий. Область применения, типы стендов, компоновка технологических линий, основное технологическое оборудование, особенности ведения работ. Способ характеризуется наличием неперемещаемых форм разных типов или поддонов, в которых изготавливаются изделия. При этом перемещаются исполнители и оборудование. Характеризуется минимальными капитальными затратами металла и энергоресурсов. Используется и рационален при изготовлении линии крупногабаритных преднапряженных ЖБК, а также при изготовлении изделий плитных очертаний с последующей нарезкой. Различают длинные и короткие стенды. Длинными называются стенды, на которых одновременно изготавливают более 3 изделий по продольной оси. Различают пакетные длинные стенды и протяжные длинные стенды. В пакетных стендах линию заготовки преднапряженной арматуры расположена вдоль стенда. На ней производят заготовку по мерной длине арматурных элементов. На протяжных стендах арматуру разматывают с бухт с помощью тяговой лебедки по одному элементу или с использованием полиспаста, который поддерживает в процессе протяжки арматуры используют самоходные бухтодержатели портального типа. В этом случае арматурные элементы фиксируются на упоры и раскладываются этой машиной по ширине стенда. Стенды длинные безопалубочного формования характеризуются наличием металлического греющего поддона на котором формуют пласт в виде поперечного сечения изделия, длина стенда 150 м. Различают следующие виды коротких стендов: силовые формы, конструкция которых позволят воспринимать усилия преднапряжения арматуры, например разного рода балки.  Стенд-камеры с восприятием усилия преднапряжения стенками; Стенды с выносными упорами. Короткие стенды характеризуются меньшей продолжительностью техн. цикла, чем длинные. В основном потому, что на длинных стендах все операции выполняются последовательно при наибольшей продолжительности работ с преднапрягаемой арматурой. Но на коротких стендах значительный расход арматуры. В результате короткие стенды предпочтительнее при изменяющейся номенклатуре, т.к. они легко переналаживаются. В целом стендовое производство характеризуется наименьшими капитальными затратами, энергоемкостью и металлоемкостью в сравнении с конвейерной и агрегатно-поточной схемами, но характеризуется и меньшей производительностью.
Технология агрегатно-поточного производства железобетонных изделий. Область применения, разновидности компоновки технологических линий, основное технологическое оборудование, особенности ведения работ. Характеризуется меньшим чем при конвеерном разделении Тепловые агрегаты периодического действия(ямные камеры и т.д.), т.е. ТО идет по накоплении n-го количества изделий. По капитальным затратам занимает промежуточное место между стендом и конвеером. Допускает многократные переналадки, разнородная продукция. Ограничение видами продукции связано с габаритами грузоподъемн. виброплощадки, формовочных площадок и камер ТО. Для способа характерно перемещение форм с изделиями с поста на пост кранами. Перспективно сочетание агрегатно-поточного способа с конвеерным(рольганги, тяговые цепи и пр.). При натяжении арматуры характерно использование электротермического способа, т.к. механический более трудоёмок и снижает производительность. С позиции энергосбережения – последний предпочтительнее. Основные типы линий: Общестроительного назначения. Недостаток в чрезвычайной зависимости производства от работы кранов, т.к. формы, изделия и т.д. перемещаются с помощью кранов. Лучшие результаты характерны для линий в которых постах армирования, распалубки, формования обеспечены конвейерной связью. Полуконвейерные линии. Возможно наличие передаточного моста и формоукладчика или установка формы с конвейера подготовки на пост формования краном. Специализированные линии такие как линии для изготовления плит пустотного настила.
3. Технология конвейерного производства ЖБИ. Область применения, разновидности компоновки технологических линий, основное технологическое оборудование, особенности ведения работ. Его сущность в постоянном перемещении между специализированными постами форм при одновременном выполнении на них определенного набора технологических операций. Затраты времени на отдельных постах синхронизированы, чтобы обеспечить единый ритм производства (10-20мин). Он принудительный, т.к конвейер характеризуется жесткой взаимосвязью форм (вагонеток) и привода конвейера (цепной, рольчанги, толкатели и т.п.). Примерное времяперемещения 1-2 мин. Тепловая обработка на конвейере осуществляется в агрегатах непрерывного действия: щелевые, туннельные, вертикальные камеры. Способ характеризуется максим. разделением технологического цикла на элементные (распалубки, подготовки форм, армирования), что обеспечивает минимальный ритм потока и в итоге вытекает наибольшая производительность. Одновременно харак.-ся наибольшей металлоемкостью, энергоемкостью, ремонтной сложностью. Поэтому себестоимость продукции высока. Целесообразен при массовым изготовлении изделий устойчивой номенклатуры и высокой трудоемкости (многослойных стеновых панелей). Примеры разновидности и компоновочных решении конвейерной линии: вертикально замкнутые, горизонтально замкнутые, с выносными камерами, линии с обгонными конвейерами, двухветвевые конвейеры, карусеньные линии, роторные линии. 1) Вертикально замкнутый:
2) Горизонтально замкнутые конвейеры:
При выносной камере ТО:
3) С вертикальными камерами непрерывного действия:
4) Двухветвевые конвейеры:
5) Карусельные линии (делают сан.-тех. кабины, шахты лифтов и т.д.):
6) Роторная линия:
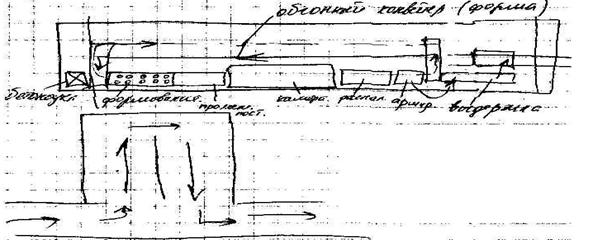
Технологические особенности смешанных способов производства железобетонных изделий. Полуконвейерные и кассетно-конвейерные технологические линии. Сборные железобетонные конструкции и изделия изготовляют преимущественно на механизированных предприятиях и частично на оборудованных полигонах. Технологический процесс производства железобетонных изделий складывается из ряда последовательно выполняемых операций: приготовления бетонной смеси, изготовления арматуры (арматурных каркасов, сеток, гнутых стержней и т. д.), армирования изделий, формования изделий (укладка бетонной смеси и её уплотнение), тепловлажностной обработки, обеспечивающей необходимую прочность бетона, отделки лицевой поверхности изделий. В современной технологии сборного железобетона можно выделить 3 основных способа организации производственного процесса: агрегатно-поточный способ изготовления изделий в перемещаемых формах; конвейерный способ производства; стендовый способ в неперемещаемых (стационарных) формах. Существуют различные т.н. смешанные способы производства: полуконвейерные и кассетно-конвейерные. При кассетном способе, изделия изготовляют в вертикальных формах - кассетах, представляющих собой ряд отсеков, образованных стальными стенками. На кассетной установке происходят формование изделий и их твердение. Кассетная установка имеет устройства для обогрева изделий паром или электрическим током, что значительно ускоряет твердение бетона. Кассетный способ обычно применяют для массового производства тонкостенных изделий. Их применяют для необходимости достижения большей производительности и минимальной затратности с учётом вида изделия. Например, цех по производству наружных стеновых панелей оборудованный кантовочными вибростендами или цех по производству внутренних стеновых панелей и доборной продукции оснащённый кассетными установками и вибростолом ударного действия. Технологическое оборудование для смешанных способов производства будет включать тоже оборудование, только, например в полуконвейерном способе конвейерным будет только какой-то отдельный участок, а не вся линия. Включ. сочетание различных способов и технологий производства. Полуконвейерная линия:
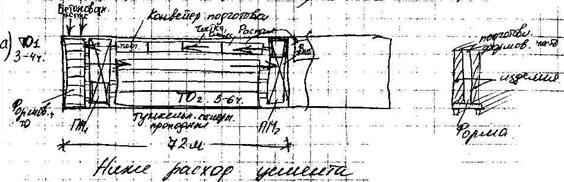
а) перевалка краном на пост формов. 1 и 2. б) формоукладч. различн. типа. Кассетно-конвейерные линии:
Формование двух изделий позволяет использовать смеси с ОК = 6 – 9 см и тем самым обеспечивают сниженный расход цемента, высокое качество бетона, но требуются цементы активные, высокого качества, т.к. необх. ускоренный рост прочности на стадии ТО1. ТО1 в варианте (в) увеличив., в связи с необх. снятия изделия при распалубке (за петли). Собранная, подготовл. кассета бетонируется, все изделия одновр. пропарив., а затем поотсечно кассета разбирается, изделия распалубл. Каждый отсек по специализир. линии перемещ. на участок подготовки, где для каждого отсека. Затем они поступает к месту сборки и цикл повтор. заново.
|
||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 450. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 на элементные(распалубка с подготовкой форм, армирование, формование), поэтому его производительность ниже конвеерного способа. R=15-30 мин.
на элементные(распалубка с подготовкой форм, армирование, формование), поэтому его производительность ниже конвеерного способа. R=15-30 мин.