|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Отделочные методы, реализуемые на основе анодного растворения поверхности заготовки.Электрохимическое полированиевыполняют в ванне 3, наполненной непроточным электролитом (рис. 3.12).В зависимости от ма Обрабатываемую заготовку 1 подсоединяют к положительному полюсу источника тока, катод-инструмент 2 располагают в ванне на расстоянии межэлектродного зазора δ от обрабатываемой поверхности заготовки. Изготавливают катод из свинца, меди или нержавеющей стали. Для большей интенсивности процесса электролит подогревают до температуры 40…80 оС. При подаче напряжения на электроды начинается растворение материала заготовки-анода. Растворение происходит главным образом на выступах микронеровностей поверхности. Полирование осуществляют в режиме пассивации поверхности анода. При режиме пассивации на аноде образуется труднорастворимая плёнка солей, которая резко снижает скорость электрохимического растворения основного металла. В связи с тем, что толщина пассивирующей плёнки на микровыступах шероховатости поверхности меньше, чем во впадинах, скорость растворения выступов больше. Ускорению процесса растворения микровыступов способствует и то, что они являются концентраторами электрического заряда, а потому химические реакции на микровыступах активизированы. В результате преимущественного растворения микровыступов обрабатываемой поверхности происходит сглаживание микронеровностей до шероховатости с параметром Ra = 0,025 мкмпри исходном значении Ra ≤ 3,2 мкм. Обработанная поверхность приобретает металлический блеск. Электрохимическое полирование сохраняет в поверхностном слое механические характеристики основного материала заготовки. Поверхностный слой обрабатываемой заготовки не подвергается деформированию, исключаются упрочнение и термические изменения структуры, снижается коэффициент трения на обработанной поверхности. В связи с малой интенсивностью процесса (малые плотности тока) и наличием во впадинах поверхностного слоя пассивирующей плёнки при полировании не происходит появления в поверхностном слое микротрещин, свойственных интенсивным процессам электрохимической обработки. Коррозионная стойкость деталей повышается.  Этим методом подготавливают поверхности заготовок перед нанесением гальванических покрытий, доводят рабочие поверхности режущего инструмента, очищают и декоративно отделывают детали.
Удаление заусенцев может регулироваться длительностью обработки вплоть до округления острой кромки. Локализацию электрохимического воздействия при удалении заусенцев обеспечивают созданием оснастки и катодных устройств, защищающих необрабатываемые поверхности заготовки от попадания на них электролита. |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 573. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
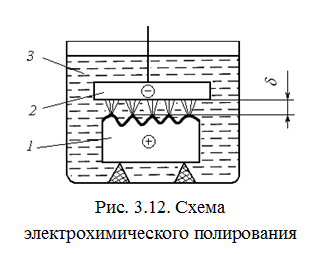 териала заготовки электролитами выбирают водные растворы кислот или щелочей.
териала заготовки электролитами выбирают водные растворы кислот или щелочей. Электрохимическое удаление заусенцев.Электрохимическое удаление заусенцевосуществляют без относительных движений электрода-инструмента и заготовки (рис. 3.13). Локализация процесса растворения в требуемых местах достигается выбором формы электрода-инструмента, обеспечивающей наименьшие межэлектродные промежутки в тех местах, где необходим максимальный съём материала. Электрод-инструмент 2 подводят непосредственно к той кромке заготовки 1, на которой находится заусенец 3. При включении тока и пропускании через зазор электролита происходит концентрация электрического заряда на остриях заусенца. За счёт этого, а также из-за значительной разницы между межэлектродным зазором в зоне заусенца и на других участках заготовки преимущественно растворяется заусенец.
Электрохимическое удаление заусенцев.Электрохимическое удаление заусенцевосуществляют без относительных движений электрода-инструмента и заготовки (рис. 3.13). Локализация процесса растворения в требуемых местах достигается выбором формы электрода-инструмента, обеспечивающей наименьшие межэлектродные промежутки в тех местах, где необходим максимальный съём материала. Электрод-инструмент 2 подводят непосредственно к той кромке заготовки 1, на которой находится заусенец 3. При включении тока и пропускании через зазор электролита происходит концентрация электрического заряда на остриях заусенца. За счёт этого, а также из-за значительной разницы между межэлектродным зазором в зоне заусенца и на других участках заготовки преимущественно растворяется заусенец.