|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
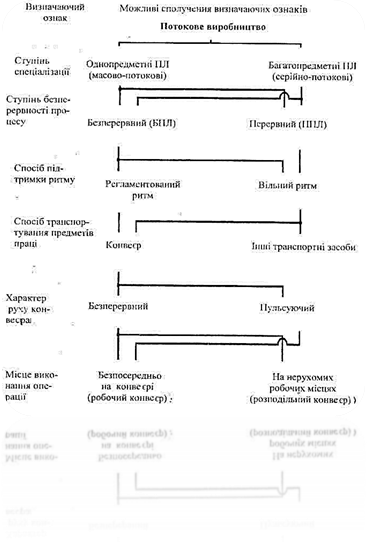
Основні типи потокових ліній і їх класифікація.Основними різновидами застосовуваних у вагоноремонтному виробництві потокових ліній є: - безперервно-потокові; - перервно-потокові (прямоточні). Безперервно-потокові лінії організуються для ремонту як базових конструкцій вагона в основних цехах, так і для ремонту або виготовлення їх вузлів і деталей у ремонтно-заготівельних і обробних підрозділах депо і заводів.
Яким чином вирішується питання доцільності впровадження потокового методу ремонту? Яка найменша кількість позицій і розмір транспортної партії для організації потокового методу ремонту? Практично потокова лінія може бути організована при кількості позиці не менше двох, тобто Q≥2, і мінімальному розмірі транспортної партії К = 1. Тоді мінімальна кількість виробів, що повинна випускатися на потоці, складає:
Цю нерівність можна використовувати при вирішенні питання про доцільність впровадження потокового методу на конкретній дільниці виробництва. Знаючи змінний або місячний фонд часу роботи потокової лінії та простій об'єктів у ремонті, можна знайти мінімальний випуск їх, доцільний для організації потокового виробництва. Основні параметри потокової організації, їх визначення та розрахункові формули. До основних параметрів потокової організації виробництва відносяться: - фронт роботи потоку Ф – кількість об’єктів (вагонів) потоку, що ремонтується одночасно:
Отримане значення Ф округлюється до найближчого праворуч цілого числа; - такт потоку – це відрізок часу між випуском об’єктів ремонту або виробництва, які слідують один за одним: 
- ритмом потокуR називається відрізок часу, через який повторюється випуск і запуск об’єктів на потік. Ритм і такт потоку пов’язані між собою співвідношенням: R = r*k, де k - кількість об'єктів, які розміщуються в одній позиції потоку й одночасно переміщуються в процесі виробництва, тобто розмір транспортної партії. Ритм Rі розмір транспортної партії k визначають кількість позицій потоку, що розраховується за формулою:
Отримане значення Q також округлюється до найближчого праворуч цілого числа:Q→]Q[. |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 608. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |