|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Диффузионная сварка в вакууме, схема процесса, параметры режима сварки.В 1953 г. профессором Н.Ф. Казаковым был разработан принципиально новый способ соединения материалов – диффузионная сварка в вакууме. При диффузионной сварке сварное соединение образуется в результате совместного воздействия давления и нагрева. Отличительной особенностью диффузионной сварки является применение относительно высоких температур нагрева и низких удельных давлений, обычно не превышающих предела текучести свариваемых материалов при температуре сварки. Чаще всего диффузионную сварку осуществляют в вакууме. Для защиты металла возможно также использование газовых и жидких сред. При диффузионной сварке выделяют две основные стадии образования качественного сварного соединения. Первая стадия – создание физического контакта, при котором все точки соединяемых материалов находятся друг от друга на расстоянии межатомных взаимодействий. Вторая стадия – формирование структуры сварного соединения под влиянием процессов релаксации. Параметрами, определяющими процесс соединения при диффузионной сварке в вакууме, являются давление, температура, длительность их воздействия, состояние и рельеф свариваемых поверхностей. Температура, используемой при сварке ((0,7–0,8) Тпл), и соответствующая выдержка во времени при этой температуре достаточны для самопроизвольной очистки свариваемых поверхностей от оксидов. В практике диффузионной сварки известно применение двух технологических схем процесса, различающихся характером приложения нагрузки. В одной из них используют постоянную нагрузку по величине ниже предела текучести. При этом процессы, развивающиеся в свариваемых материалах, аналогичны ползучести. Такую технологию называют диффузионной сваркой по схеме свободного деформирования. По второй схеме нагрузка и пластическое деформирование обеспечиваются специальным устройством, которое перемещается в процессе сварки с контролируемой скоростью. Такую технологию называют диффузионной сваркой по схеме принудительного деформирования.  Диф. сварку в вакууме выполняют по двум схемам: без промежуточных прослоек и с промежуточными прослойками (при соединении разнородных материалов). Промежуточная прослойка вводится в стык в виде фольги, нанесение слоя металла путем электролиза, напылением в вакууме и др. способами. Хим. состав прослойки выбирают в зависимости от рода свариваемых материалов и требований к сварному соединению. Толщина её различна. В процессе сварки прослойка полностью изменяет состав за счёт диффузии или сохраняется в стыке, что необходимо при сварке материалов с различными свойствами или металлов, образующих хрупкие соединения.
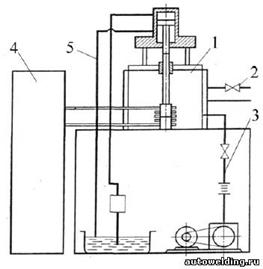
При диф. сварке усилие сжатия Fсв прикладывают постоянным по величине на протяжении всего процесса. Применяется также сварка с принудительным деформированием, при кот. Fсв во времени может быть различно. Сварку большинства металлов ведут 132*10-3…132*10-5Па. Каждая установка диффузионной сварки включает в себя пять основных систем: 1 – рабочая камера; 2 – система охлаждения; 3 – вакуумная система; 4 – источник нагрева; 5 - система давления Применение: С помощью диффузионной сварки в вакууме, кроме уже отмеченных соединений металлов и сплавов, получают высококачественные соединения керамики с коваром, медью, титаном; электровакуумных стекол, оптической керамики, сапфира, графита с металлами; композиционных и порошковых материалов и др. |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 639. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 Основные параметры режима:1) состояние поверхностей свариваемых деталей перед сваркой; 2) величина разрежения; 3) температура нагрева tсв; 4) усилие сжатия при нагреве Fн; 5) усилие сжатия при температуре сварки Fсв; 6) время выдержки при температуре сварки; 7) время охлаждения (в камере или на воздухе).
Основные параметры режима:1) состояние поверхностей свариваемых деталей перед сваркой; 2) величина разрежения; 3) температура нагрева tсв; 4) усилие сжатия при нагреве Fн; 5) усилие сжатия при температуре сварки Fсв; 6) время выдержки при температуре сварки; 7) время охлаждения (в камере или на воздухе).