|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Особенности переноса электродного металла в дуге при сварке в углекислом газе и смеси аргона с углекислым газом.При сварке плавящимся электродом открытой дугой перенос электродного металла представляет сложный процесс. Много факторов оказывает влияние на перенос: состав и свойства защитного газа, состав и свойства электродного металла, род тока и полярность, параметры режима сварки, вольт-амперная характеристика источника тока и его динамические свойства и др. Можно выделить следующие виды переноса электродного металла: - без коротких замыканий дуги и с короткими замыканиями; - крупно-, средне-, мелкокапельный и струйный;
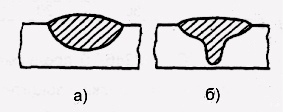
Наиболее благоприятные условия для переноса электродного металла наблюдаются при сварке в инертных одноатомных газах аргоне и гелии. В аргоне имеет место два вида переноса: крупнокапельный без коротких замыканий с небольшим разбрызгиванием на докритическом токе и струйный на токе больше критического. Вид переноса влияет на форму проплавления (рис. 7) а) меньше критического и б) больше. Сварка со струйным переносом рекомендуется на металле средней толщины. В гелии наблюдается капельный перенос с короткими замыканиями (к.з.) дуги (малые ток и напряжение) и без к.з. на повышенном токе и напряжении при незначительном мелкокапельном разбрызгивании. Сварка в гелии имеет меньшую выпуклость, чем в аргоне, так как аргон повышает поверхностное натяжение в сталях. Применение смеси Аг+Не позволяет использовать преимущества обоих газов. При сварке в СО2 имеют место перенос мелкокапельный с к.з. и небольшим разбрызгиванием, крупнокапельный с к.з. и без к.з. с большим разбрызгиванием. На больших токах, когда дуга погружается в основной металл, перенос становится мелкокапельным, разбрызгивание уменьшается, однако валик имеет чрезмерную выпуклость. 
При этом типе переноса металла торец электрода с находящейся на нём каплей расплавленного электродного металла периодически касается поверхности сварочной ванны, вызывая короткие замыкания и погасания дуги. Обычно, перенос металла с короткими замыканиями имеет место при низких режимах сварки, т.е., малом токе сварки и низком напряжении дуги (короткая дуга гарантирует, что капля коснётся поверхности ванны раньше своего отделения от торца электрода). Этот тип переноса металла имеет место как при сварке MIG , так и при сварке MAG. В начале короткого замыкания напряжение дуги резко падает (до уровня напряжения короткого замыкания) и остаётся низким до его окончания, в то время как ток короткого замыкания быстро повышается. Разогрев перемычки жидкого металла между торцом электрода и сварочной ванной (вызываемый проходящим высоким током короткого замыкания) способствует её разрыву.
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 669. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 - без разбрызгивания и с разбрызгиванием.
- без разбрызгивания и с разбрызгиванием.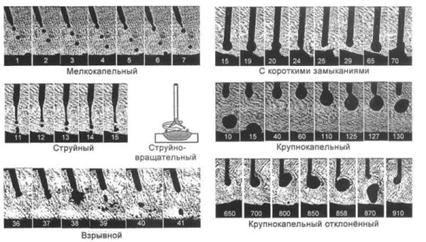
 При сварке MIG/MAG перенос металла осуществляется, в основном, двумя формами. При первой форме капля касается поверхности сварочной ванны ещё до отделения от торца электрода, образуя короткое замыкание, отчего этот тип переноса получил название переноса с короткими замыканиями. При второй форме капля отделяется от торца электрода без касания поверхности сварочной ванны и, поэтому, этот тип переноса называется переносом без коротких замыканий. Последняя форма переноса металла подразделяется на 6 отдельных типов согласно особенностям формирования и отделения капель электродного металла от торца электрода. Таким образом, согласно классификации предложенной Международным Институтом Сварки, существует 7 основных типов переноса металла, проиллюстрированных на Рис. 8 (условия этих сварок приведены в Табл. 3).
При сварке MIG/MAG перенос металла осуществляется, в основном, двумя формами. При первой форме капля касается поверхности сварочной ванны ещё до отделения от торца электрода, образуя короткое замыкание, отчего этот тип переноса получил название переноса с короткими замыканиями. При второй форме капля отделяется от торца электрода без касания поверхности сварочной ванны и, поэтому, этот тип переноса называется переносом без коротких замыканий. Последняя форма переноса металла подразделяется на 6 отдельных типов согласно особенностям формирования и отделения капель электродного металла от торца электрода. Таким образом, согласно классификации предложенной Международным Институтом Сварки, существует 7 основных типов переноса металла, проиллюстрированных на Рис. 8 (условия этих сварок приведены в Табл. 3).