|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Станы для раскатки полос из черных и цветных металлов методом холодной прокаткиСтаны для раскатки полос из черных и цветных металлов методом холодной прокатки представляют собой оборудование для прокатки материала в холодном виде методом холодной деформации. Это означает, что исходный материал перед прокаткой не нагревается в печи. К данному методу прокатки обращаются в целях получения тонкой полосы или ленты с минимальными значениями по толщине, с ровной блестящей плоскостью, прецизионными размерами по сечению и высокой гомогенностью свойств материала. Во время прокатки холодным способом имеется возможность изменения механических свойств обрабатываемого металла, выбирая необходимые параметры обжатий и температурных воздействий. Прокатка материалов в холодном состоянии методом холодной деформации широко распространена, а холоднокатаная продукция находит сегодня широкое применение почти во всех сферах нашей промышленности. При получении готового продукта иногда используют полностью полученные при холодной прокатке свойства, как прецизионность размеров полосы толщиной до макс. 0,002 мм, улучшенную в ходе прокатки прочность. Иногда при наклепе толстых полос стремятся к получению улучшенных механических свойств полученной при прокатке полосы. Современные разработки станов холодной прокатки сегодня намного совершеннее, что касается скорости прокатки или повышения способности переносить осевую или радиальную нагрузку у подшипников разного рода опорных и рабочих валков, а также срока их службы. Также появились новые системы измерения и регулирования натяжения прокатываемых полос, создаваемого между клетями, автоматическое регулирование толщины полосы и исключение разнотолщинности.Вышеназванные разработки можно частично реализовать на уже работающих агрегатах холодной прокатки, вследствие чего будет увеличена продуктивность уже работающих узлов стана без особых финансовых затрат.  Понятие «лента» имеет связь с толщиной полосы, ибо до определенного момента имелись сложности с прокаткой широкой полосы толщиной ≤ 0,2 мм, в этой связи рулоны, которые нужно было прокатать в полосу толщиной ≤ 0,2 мм, нужно было перед прокатыванием подвергнуть роспуску, т.е. продольному делению на несколько полос. После чего продольно разрезанные полосы прокатывались на станах с валками меньшего диаметра и меньшей бочки. Сегодня при существовании многовалковых прокатных линий, где количество валков может доходить до 20, в продольном роспуске рулона нет смысла, потому что на многовалковом агрегате есть возможность прокатки более тонких и более широких полос. Надо думать, что в ближайшем будущем прокатке будут подлежать полосы шириной мин. 1000 мм и толщиной 0,05 мм. И только после этого полоса пойдет на роспуск, где будет продольно делиться на полоски нужной ширины. Однако совсем тонкие полосы, специальные сплавы и материалы будут подлежать прокатке на узкополосных станах. В связи с производством чрезмерно тонких полос сильно ужесточились требования к постоянству их толщины, т.е. к её равномерности. Понятие профиля полосы взаимосвязано с понятием о разнотолщинности, где имеется в виду в среднем разница между толщиной полосы в её центре и толщиной в пределах определенного удаления от края полосы или её кромки. Подразумевается, что профиль холоднокатаной полосы зависит от плоскостности исходного подката с линии горячей прокатки. Например, выпуклый профиль холоднокатаного продукта почти полностью повторяет профиль исходного материала с горячекатаного производства. Температурные воздействия на полосу, скорость процесса деформации, постоянный зазор в очаге деформации и параметр натяжения полосы соответственным образом воздействуют на разнотолщинность металла по всей длине полосы. Этим воздействие на разнотолщинность не ограничивается, так как при этом немаловажна прецизионность шлифовки бочки опорных валков. От конструктивного исполнения опорного узла и конфигурации цапфы валка (в виде цилиндра или конуса) зависит, какой метод контроля предпочитают при определении точности размеров, достигаемых при шлифовании. Есть ряд других факторов воздействия на различия в толщине металла по всей длине полосы. Очевидно, что колебания толщины материала могут быть вызваны также изменением скорости при прокатке. А этого избежать просто невозможно, особенно при процессах торможения или разгона агрегата. Создаваемый между валками и прокатываемым материалом коэффициент трения изменяется, вызывая тем самым колебания толщины. Постоянность в режиме прокатки в большой степени способствует стабильности показаний толщины полосы. Рулоны должны подаваться на стан с минимальными перерывами. Тогда создается почти непрерывный процесс прокатки, что влечет установление необходимого температурного режима, влияющего на профиль валков. Значительные перерывы между рулонами способствуют нарушению установившихся режимов, требуется их корректировка, и параметры готовой полосы оставляют желать лучшего. Разнотолщинность холоднокатаного проката может быть вызвана плохим качеством опорных валков на стане. При шлифовке бочек валков необходимо соблюдение точности шлифовки, что также ведет к сведению параметров разнотолщинности к минимуму. Биение валков в клети также может способствовать присутствию разнотолщинности по всей длине полосы. Толщина прокатываемого материала и точность прокатки допускают определенную эксцентричность валков и их биение.К разнотолщинности ведут также невидимые дефекты валков, скрытые внутри. Вследствие этого валок может достаточно сильно прогибаться под большой нагрузкой. На наличие внутренних дефектов валок проверяется ультразвуком дефектоскопа.Создание достаточной жесткости в клети также способствует уменьшению разнотолщинности холоднокатаного проката. Жесткость можно увеличить, создав предварительное напряжение в клети, оснащая клеть большим количеством валков, валков из твердых материалов и сплавов с маленьким диаметром.С целью уменьшения разнотолщинности прокатываемого материала станы холодной прокатки оснащают регуляторами толщины, работающими в режиме автоматики, что впоследствии корректирует и профиль полосы. Оказывается воздействие на ГНУ, на изгиб и отрицательный изгиб валков, натяжение полосы, на способы охлаждения валков и скорость прокатки
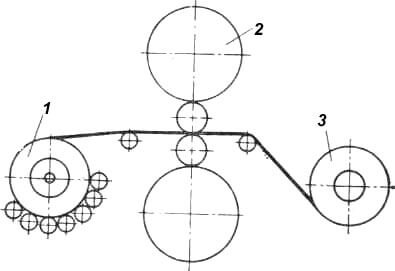
Рис. 1. Схема нереверсивного четырехвалкового прокатного стана: |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 534. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |