|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Практическое занятие 5.Оборудование для непрерывного литья заготовокМНЛЗ — машина непрерывного литья заготовок (или УНРС — установка непрерывной разливки стали). В настоящее время около 60 % отливаемых непрерывным литьём заготовок разливается на слябовых МНЛЗ. Жидкая сталь непрерывно заливается ввод охлаждаемую форму, называемую кристаллизатором. Перед началом заливки в кристаллизатор вводится специальное устройство с замковым захватом («затравка»), как дно для первой порции металла. После затвердевания металла затравка вытягивается из кристаллизатора, увлекая за собой формирующийся слиток. Поступление жидкого металла продолжается, и слиток непрерывно наращивается. В кристаллизаторе затвердевают лишь поверхностные слои металла, образуя твёрдую оболочку слитка, сохраняющего жидкую фазу по центральной оси. Поэтому за кристаллизатором располагают зону вторичного охлаждения (ЗВО), называемую также второй зоной кристаллизации. В этой зоне в результате форсированного поверхностного охлаждения заготовка затвердевает по всему сечению. Этот процесс слиткообразования является способом получения слитков неограниченной длины. В этом случае по сравнению с разливкой в изложницы резко уменьшаются потери металла на обрезку концов слитков, которые, например, при литье спокойной стали составляют 15—25 %. Кроме того, благодаря непрерывности литья и кристаллизации, достигается полная равномерность структуры слитка по всей его длине.Во время кристаллизации формирующийся слиток металла постоянно перемещается вверх-вниз относительно кристаллизатора посредством небольших цилиндров, расположенных в ручье. Это позволяет уменьшить количество трещин — дефектов. Вокруг каждого ручья создаётся сильное электромагнитное поле, которое позволяет формировать надлежащую кристаллическую структуру заготовки  МНЛЗ включает в себя, в том числе сталеразливочный 1 и промежуточный 2 ковши, вод охлаждаемый кристаллизатор 3, систему вторичного охлаждения, устройства для вытягивания заготовки из кристаллизатора, оборудования для резки и перемещения слитка. После выпуска металла из сталеплавильного агрегата, доводки сплава по химическому составу и температуре на агрегате ковш-печь (АКП), сталеразливочный ковш перемещается литейным краном на поворотный стенд МНЛЗ. Поворотный стенд — вращающаяся конструкция с двумя позициями для установки ковшей. После опустошения сталеразливочного ковша в промежуточный ковш в процессе разливки, стенд поворачивается на 180° и полный, ранее установленный ковш переводится в позицию разливки в промежуточный ковш. Одновременно опустошённый ковш заменяется полным. Таким образом, обеспечивается наличие расплавленного металла в промежуточном ковше. После открытия шибера ковша 1 жидкий металл начинает поступать в промежуточный ковш 2. Промежуточный ковш является своего рода буфером между сталеразливочным ковшом и кристаллизатором 3. Уровень металла перед стопором разливки регулируется заслонкой 4. После открытия стопора 5 (стопорный механизм позволяет плавно регулировать поток металла в кристаллизатор, поддерживая в нём постоянный уровень) из промежуточного ковша металл поступает в кристаллизатор. Кристаллизатор представляет собой вод охлаждаемую конструкцию, которая при помощи серво клапана совершает вертикальные колебания, для предотвращения застывания металла на стенках кристаллизатора и предотвращения образования трещин.В зависимости от конструкции МНЛЗ размеры кристаллизатора могут варьироваться. В кристаллизаторе происходит застывание стенок формируемого слитка (например, сляба). Далее, под воздействием тянущих роликов 7 сляб попадает в зону вторичного охлаждения (криволинейный участок ручья), где на металл через форсунки разбрызгивается вода. После выхода непрерывной заготовки на горизонтальный участок роликового ручья, её разрезают на куски (резка кислородным газовым резаком, дисковой пилой или ножницами). Газовый резак и пила работают по «летающему» принципу, — в процессе резания перемещается со скоростью, равной скорости движения заготовки, после завершения резания — быстро перемещается в исходную позицию начала резания для выполнения следующей фазы цикла резания.Некоторые установки непрерывной разливки не имеют непрерывно действующих режущих устройств, в таких установках дальнейшая обработка непрерывной заготовки совмещается с последующей обработкой, например, установками волочения проволоки, либо, при небольших размерах сечения (10—30 мм), сворачивается в бухты для последующей переработки Современная МНЛЗ представляет собой высокотехнологичный агрегат, позволяющий практически полностью защитить металл от вторичного окисления посредством применения высококачественных изостатический прессуемых огнеупоров (защитная труба, погружной стакан и пр.), обеспечить оптимальные режимы качания (за счет использования гидропривода) и автоматическое поддержание уровня металла в кристаллизаторе, осуществлять автоматическое предотвращение прорывов металла, улучшать качество внутренней структуры заготовки посредством наложения на жидкую фазу электромагнитного поля и «мягкого» обжатия заготовки с жидкой сердцевиной и пр. Различают 4 конструкции МНЛЗ:
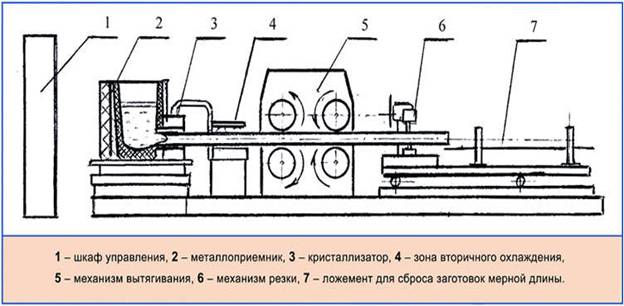
Горизонтальная машина непрерывного литья заготовок из цветных металлов предназначена для получения заготовок круглого сечения диаметром от 20 до 140 мм. При этом заготовки от 22 до 35 мм отливаются в два ручья, а заготовки более 35 мм—в один ручей. В качестве металл приёмника (2) используется тигель подогреваемый пламенем газовой либо жидко топливной горелки. Также в качестве металл приёмника может быть установлена индукционная канальная печь. Расход топлива при использовании газовых горелок 15-30 м3/час, при использовании дизельного топлива - 17-34 >л/час. При использовании индукционной печи ее мощность составляет 30–35 кВт.Кристаллизатор (3) представляет собой вод охлаждаемую медную гильзу, в которую вставляется графитовая формообразующая втулка.Механизм вытягивания (5) работает от двигателя постоянного тока.Машина укомплектована механизмом резки (6) с абразивным диском. По желанию Заказчика, возможен вариант комплектации ленточной пилой.Стол приема мерных заготовок (7) выполнен в виде рольганга, снабжен упором и механизмом опрокидывания.
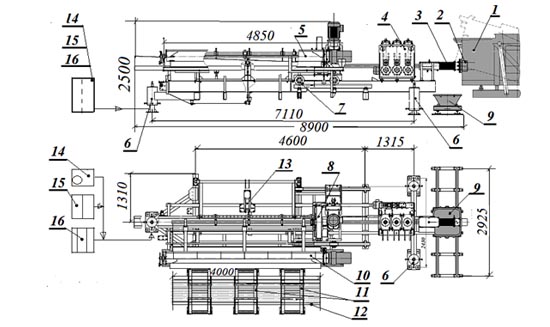
Непрерывное литье цветных металлов в горизонтальный закрытый кристаллизатор имеет ряд существенных преимуществ по сравнению с непрерывным литьем вниз или вверх. Во-первых, установки горизонтального непрерывного литья цветных металлов (УГНЛЦМ) при равенстве литейных параметров (производительность, диаметр отливаемых заготовок) менее металлоемкие, компактные, не требуют сложных строительных решений, просты в эксплуатации. Во-вторых, УГНЛЦМ наиболее целесообразно экономически и технически использовать при мелкосерийных производствах с большой гаммой номенклатуры, т.е. там, где предусмотрены частые переходы (технологические остановки).Большинство УГНЛЦМ состоят из следующих основных узлов: печной агрегат; кристаллизатор; тянущая клеть; узел порезки и складирования (рис. 1).
Рис.. Установка непрерывного горизонтального литья цветных металлов: 1 - печь индукционная канальная; 2 - узел кристаллизатора; 3 - узел вторичного охлаждения и защиты наружной поверхности заготовки от окисления; 4 - клеть тянущая; 5 - емкость с водой для защиты внутренней поверхности заготовки (трубной) от окисления; 6 - стойки опорные регулируемые; 7 - каретка пилы; 8 - пила; 9 - емкость аварийного слива металла; 10- узел сушки заготовки; 11 - стеллаж накопления литых заготовок; 12 - заготовки; 13 - устройство извлечения отрезанной заготовки из узла сушки; 14, 15, 16 - аппаратура управления, соответственно, гидросистемой, КИ иА и электропотребителями. Анализ особенностей теплосъема, макро-, микроструктуры и механических свойств формирования заготовки на установках горизонтального непрерывного литья (УГНЛ) приводит к следующей физической модели данного процесса. В установившемся режиме вытягивания основное влияние на формирование заготовки оказывают термоконвективные потоки в жидком ядре, жидко-твердой и твердо-жидкой зоне. Наиболее интенсивные термоконвективные потоки существуют в зоне жидкого-твердого ядра [1,2]. Когда от металла отведено 20% теплоты кристаллизации, терм конвективный поток практически исчезает. Большинство работ посвящены однофакторным исследованиям влияния технологических факторов на качественные характеристики отливаемой заготовки |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 589. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |