|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Конструкция прокатных становРабочие клети лентопрокатного стана. Требования к холоднокатаной полосе постоянно ужесточаются. Это относится и к прецизионным параметрам толщины, планшетности полосы и чистоте её поверхности. Эти требования составляют основу конструктивного исполнения оборудования прокатных клетей, входа и выхода стана и другого побочного оборудования. Конструктивные изменения касаются прокатных клетей стана. Для создания предварительного напряжения в клети используются более высокие усилия прокатки, нажимные устройства стали гидравлическими, ПЖТ стали более совершенными и т.д. Система изгиба и противоизгиба рабочих и опорных валков улучшает показатели планшетности полосы и увеличивает срок службы валка между перешлифовками. В помощь контролю планшетности полосы на прокатных агрегатах устанавливают измерители натяжения, измеряющие натяжение полосы в пределах её ширины. Система ГНУ плюс система изгиба и противоизгиба рабочих и опорных валков, осевая сдвижка также способствуют достижению точности в показателях толщины ленты или полосы. Двухвалковые станы Прокатная клеть оснащается определенным количеством валков, которое впоследствии определяет название прокатного агрегата. Для прокатки сортового профильного материала, узких полос и лент, для расплющивания проволоки, для процессов дрессировки подходят двухвалковые клети. Технология этих процессов требует определенного конструктивного оснащения клети с двумя валками. Нагрузка, которая приходится на валки, и скорость процесса прокатки определяют выбор подшипников для оснащения клети: качения, скольжения, роликоподшипников и т.д. Они постоянно конструктивно изменяются, чтобы дольше служить и сократить тепловые потери при трении.  Двухвалковые станы могут быть нереверсивными, реверсивными, непрерывными. На непрерывных двухвалковых станах прокатывают фольгу и расплющивают проволоку. Пример подобного стана изображен на рис. 6. Состав оборудования довольно прост: разматывающее устройство, клеть для прокатки материала и моталка. Клеть для прокатки материала отображена на рис. 7. Клеть устанавливается на основании 3. Подушки валков, нижние указаны подпоз. 5 и верхние под поз. 4, фиксируются вместе с валками таким образом, что подушки со стороны обслуживания зафиксированы по оси основания. С помощью планок, которые, как правило, фиксируются болтами на станине, расположенной справа. На подушках валков имеются выемки, в которые устанавливаются планки. Такая конструкция прочно фиксирует подушку, предотвращая, таким образом, её смещение по оси и придавая клети в целом дополнительную жесткость.
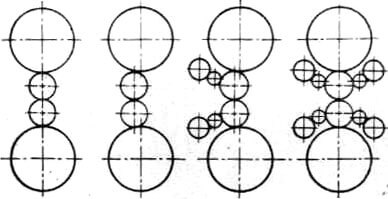
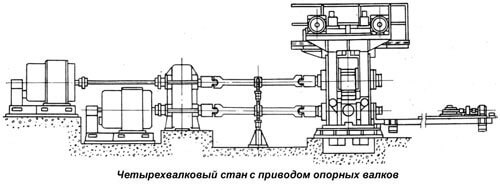
Подушка, как единое целое, смонтированная вместе с подшипниками, дистанционной втулкой, крышкой подшипника, гидравлическим зажимным кольцом, натягивается на цапфу валка. Со стороны привода подушки называются плавающими, так они не остаются незафиксированными. Процедура перевалки валков тем самым осуществляется быстрее, так как демонтаж планок и крепежных элементов приходится делать только со стороны обслуживания. В процессе прокатки, особенно на большой скорости, происходит увеличение температурного баланса, вследствие чего валок удлиняется, и крепление его с двух сторон могло бы приводить к заклиниванию валка. Такая ситуация, в свою очередь, могла бы привести к перегрузке подшипников. Подушки нижних валков устанавливаются не непосредственно на станине, а на прокладки с каленой поверхностью 6. Нижняя часть подушки опирается на плоскость прокладки, и при изгибе валка происходит самоустановка подшипника в подушке. Полоса заходит в клеть по проводковому столу 7. Стол оснащен боковыми направляющими, установленными на ролики 9. Направляющие могут настраиваться в зависимости от ширины полосы или ленты, на более узкую или более широкую ленту. При транспортировке полоса касается не самих направляющих, а роликов, что предотвращает износ направляющих вследствие постоянного контакта с полосой. На проводковом столе закреплено прижимное устройство 10, которое фиксирует полосу или ленту между промасленными прокладками из фетра и из дерева. Происходит чистка полосы. Перед перевалкой валков винт 11 отвинчивается, и проводковый стол свободно выдвигается за пределы проема станины, чтобы не затруднять демонтаж валка и подушки из станины. Чтобы на прокатываемый материал не попадала грязь, валки очищает брусок, или шабер 12, который прижат к валку, собирая с него грязь. Из клети полоса транспортируется к выходу агрегата, попадая сначала на приемочный стол 13, и при поддерживании прижимным роликом 14 направляется к моталке агрегата. Чтобы приподнять валки, готовясь к перевалке, используют винтовой механизм 2. Нажимные устройства любого прокатного агрегата служат для прецизионного регулирования толщины прокатываемого материала. Они могут быть электрическими или гидравлическими. Так как гидронажимы двухвалковых и четыре валковых прокатных агрегатов конструктивно выполняются почти одинаково, мы коснемся описания их при ознакомлении с четырёхвалковой клетью. Все одинаковые для 2-х и 4-хвалковых клетей участки оборудования мы рассмотрим при описании 4-хвалкового стана. Четырехвалковые станы На сегодня четырехвалковые станы представляют собой наиболее распространенное прокатное оборудование для производства холоднокатаного материал. В клети 4-хвалкового стана расположены 4 валка: два рабочих и два опорных. Процесс прокатки идет между рабочими валками, а опорные усиливают жесткость в клети, чему способствуют разные виды установки рабочих валков. Обычно опорные валки большего диаметра, чем рабочие. Благодаря этому устраняется прогиб рабочих валков. На четырехвалковых агрегатах обычно только рабочие валки являются приводными. Чтобы рабочий валок при нереверсивном режиме прокатки прижимался к опорному, что избавляет рабочий валок от прогиба, рабочие валки располагают немного впереди опорных. Валки могут располагаться и без осевого смещения, но тогда опорные имеют двустороннее расположение. Как можно расположить валки в клети, можно увидеть на рис. 8. По выбору, в зависимости от технологии, те и другие валки на четырехвалковом прокатном агрегате могут быть управляемыми. Лучше делать опорные валки приводными, нежели рабочие. Если соотношение длины валка и диаметра > 5: 1, то выбираются опорные валки в качестве приводных. На таких клетях прокатывают тонкий материал, где содержание С или Si высокое, нержавейку, т.е. где необходимо создать большое усилие прокатки. Стан, на котором приводные валки опорные, мы видим на рис.9. В его клетях прокатывают тонкий материал с высоким содержанием С или Si, нержавейку, сплавы высокого легирования, а толщина прокатываемой полосы может быть до 0,2 мм. В процессе прокатки более мягкого материала с приводными опорными валками можно достичь более высокого обжатия. Станина прокатной клети несет основные нагрузки, присутствующие во время прокатки. Станины изготавливаются из стального литья. Фундаментные плиты под станины делаются из стали. Специальные стяжные механизмы соединяют станины и придают им дополнительную жесткость. В проемы станин устанавливают опорные валки. К станинам крепятся вставки, благодаря которым устанавливается позиция подушек рабочих валков и ГНУ. Валки при каждой шлифовке теряют в диаметре. Поэтому внизу, под подушками опорных валков, расположены механизмы, которые регулируют позицию валка с новым диаметром после шлифовки относительно линии прокатки. Верхние подушки опорных валков оснащаются измерителями усилия прокатки. ГНУ регулируют зазор между рабочими валками в очаге деформации. Подшипники прокатных валков выдерживают очень большие нагрузки. Они располагаются в огромных подушках, которые устанавливаются в проём станины. В подушках опорных валков находятся подшипники жидкостного трения (ПЖТ). Подушки рабочих валков работают на роликоподшипниках (цилиндрических). В зависимости от нагрузки на опорные валки и скорости процесса прокатки для опорных валков подбирают подшипники. На высокопроизводительных станах прокатки рулонного материала с высокой скоростью процесса (10—15 м/с) подшипники качения прослужат недолго. Поэтому увеличивают диаметры опорных валков, чтобы использовать стандартные роликоподшипники или ПЖТ. ПЖТ более предпочтительны:
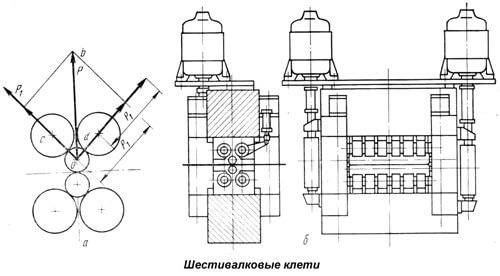
Шестивалковые станы На рис. 10 показана схема расположения валков шестивалкового стана с фрикционным приводом валков типа НС. Приводными в этом стане являются промежуточные валки. Концы промежуточных валков имеют конусную шлифовку: один валок имеет конус со стороны приводы, другой - со стороны оператора. Промежуточные валки имеют возможность смещения по оси относительно кромок полосы, что способствует улучшению планшетности полосы. Промежуточные валки вращаются в разных направлениях. При высокой скорости прокатки коэффициент трения становится ниже. Поперечная разнотолщинность ленты или полосы со стана типа НС также значительно меньше, чем на четырехвалковых клетях. На рис. 11а находятся позиции валков в шестивалковой клети. Преимущество шестивалковых станов перед четырехвалковыми в том, что положение рабочих валков более фиксированное. Так как подушки в большинстве случаев скользящие, то и перевалка рабочих валков протекает с наименьшими затратами по времени. Недостатки:
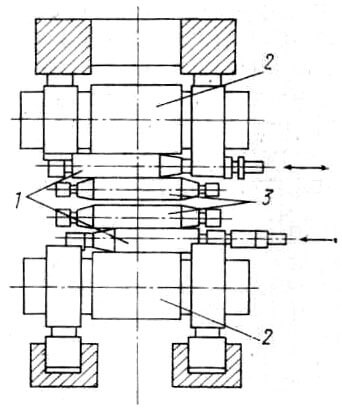
Чтобы винты установить правильно, имеются клиновые устройства, которые и служат для их установки и установки подушек. Это обеспечивает достижение необходимой параллельности между опорными валками, расположенными сверху и снизу. При установке валков очень важна высокая прецизионность, ибо она обеспечивает технологически нормальный режима работы стана. Появление осевых усилий дает сбои в функционировании основных узлов прокатного агрегата. Управляющими в шести валковой клети являются рабочие валки. Рис. 11.б показывает нам одну из возможных конструкций опорных валков: исполнение может быть сплошными или наборными. В данном случае в качестве опорных валков на ось насажены отдельные ролики (4 - 8 штук) с опорами. Техническая спецификация Механическое оборудование Входное оборудование |
||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 1278. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||
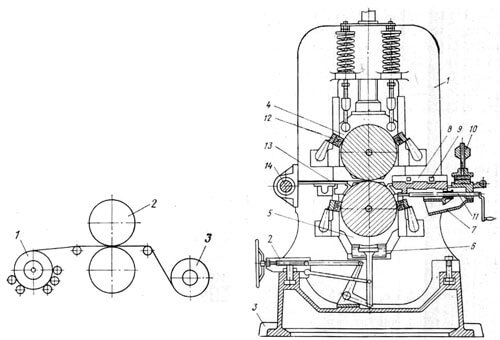 Схема нереверсивного двухвалкового прокатного стана: 1 — разматыватель; 2 — рабочая клеть; 3—моталка
Схема нереверсивного двухвалкового прокатного стана: 1 — разматыватель; 2 — рабочая клеть; 3—моталка