|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Подовые электроды и футеровочные материалы
Подовые электроды (ПЭ), служат для подвода тока к шихте и расплаву, а также как основной элемент системы перемешивания расплава. Они обеспечивают работу с полным сливом расплава, горячие ремонты подины, ее взрывобезопасность и долговечность. ПЭ - это стальная труба, которая заполнена медью. Его нижний торец соединяется с токоподводом, выше которого расположены каналы охлаждения. ПЭ устанавливают так, чтобы каналы охлаждения были вне кожуха печи, а его основная часть располагалась в нижней трети футеровки подины. К боковой поверхности трубы приварены стальные листы, соединяющие ПЭ с расплавом. Внутри ПЭ расположены датчики температуры, связанные с системой сигнализации и блокировок. ПЭ имеет практически неограниченный ресурс, так как меняются только стальные листы, смена же футеровки подины проводится через 2...5 лет. Датчики температуры контролируют состояние подового электрода. Система водоохлаждения подового электрода имеет подвод резервной воды на случай отключения электроэнергии в цехе. Высокую работоспособность ПЭ также обеспечивает электрический режим, при которых ПЭ в начале плавки загружен 1/4 номинального тока и постепенно покрываются жидким расплавом, затем ток увеличивают в 2 раза и только в конце плавки доводят до номинального. Система перемешивания расплава обеспечивает не только равномерное распределение температуры и химического состава расплава, быстрое растворение легирующих элементов и большую эффективную поверхность взаимодействия расплава и шлака, но и впервые эффективно обеспечивает передачу энергии из дуги в расплав, защиту подины и ПЭ от воздействия скоростных вихревых потоков в расплаве. 
Рисунок 1.5. Подовый электрод:
1 - медная часть электрода ; 2 - стальная часть электрода; 3 - подина; 4 – крепление электрода; 5 - водяное охлаждение.
Одно из важнейших следствий системы перемешивания - резкое снижение расхода электроэнергии на 1 т металла без использования дополнительных источников энергии. При переходе на новый вид нагрева экономия электроэнергии составляет 25%, а может доходить до 60%/ Характерными особенностями конструкции является охлаждение зоны соединения электрода, снижение потерь теплоты жидкой сталью, что достигается при уменьшении длины стальной части и увеличении длины интенсивно охлаждаемой медной части электрода. В результате уменьшается температура и износ окружающей электрод футеровки и подины печи, увеличивается срок службы электрода. Вынос зоны водяного охлаждения из объема подины способствует повышению безопасности работы. Электрод оборудован тремя термопарами - одной в стальной части и двумя в медной части, расположенными на различном расстоянии от водоохлаждаемой поверхности электрода. Подовый электрод успешно работает как в ординарных неустойчивых термических условиях, когда не достигается максимальное погружение стальной части электрода в расплав, так и в тяжелых условиях устойчивого теплопереноса. Максимальный срок службы электрода без ремонта достигает 6 лет (15 тыс. плавок) срок службы подины такой же. Футеровка ДСП ПТ выбирается по требованиям технологии плавки, может быть кислой, основной, нейтральной и выполненной в виде кирпичной кладки или набивной. Футеровка подины выполняется методом кирпичной кладки с набивными слоем толщиной до 500 мм из хромомагнезитового порошка. Анализ работы печей показал, что главным фактором, определяющим стойкость футеровки, является своевременное и качественное восстановление ее формы и размеров в процессе эксплуатации. Существенно влияет на стойкость футеровки отношение диаметров печи и электрода; например, изменение отношения 4:1 до 3,5:1 повышает коэффициент излучения на 11 %. Из геометрических факторов на стойкость футеровки влияет также угол наклона стен: в дуговых печах с цилиндрическим кожухом составила в среднем 4000 плавок, в то время как в печах с коническим кожухом в аналогичных условиях - 5700 плавок (однако в печах с коническим кожухом существенно увеличивается удельный расход электроэнергии). Изучение опыта ряда заводов показало, что стойкость стен электропечей для плавки стали колеблется в широких пределах 3000- 3500 в печах малой емкости до 105 - 130 плавок в большегрузных печах. Своевременное качественное восстановление размеров стен и высокая огнеупорность массы в большей степени обеспечивает высокую стойкость футеровки. Рекомендуется применение водоохлаждаемых стеновых панелей. Одним из факторов, определяющих стойкость футеровки, является время воздействия на футеровку открытых дуг. При использовании в ДСП ПТ одного расположенного в центре графитового электрода снижается неравномерность износа огнеупорной футеровки стен. В ДСП ПТ могут использоваться и 2-3 графитовых электрода-катода, работающих 1-2 подовыми электродами-анодами, что создает различные потоки перемешивания металла в горизонтальной и вертикальной плоскостях.
|
||
|
|
Последнее изменение этой страницы: 2018-05-29; просмотров: 433. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
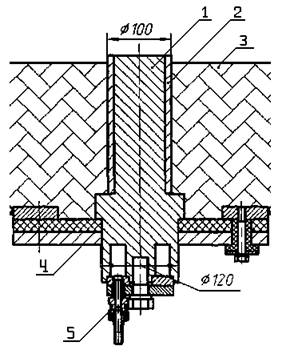 Для дуговых печей постоянного тока применяется конструкция подового электрода, показанная на рисунке 1.5.
Для дуговых печей постоянного тока применяется конструкция подового электрода, показанная на рисунке 1.5.