|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Соединение и разъединение трубСоединение стальных труб, а также деталей и узлов из них следует выполнять на сварке, резьбе, накидных гайках и фланцах (к арматуре и оборудованию). Оцинкованные стальные трубы, узлы и детали должны соединяться, как правило, на резьбе с применением оцинкованных стальных соединительных частей или неоцинкованных из ковкого чугуна, на накидных гайках и фланцах (к арматуре и оборудованию). Для резьбовых соединений стальных труб следует применять цилиндрическую трубную резьбу, выполняемую по ГОСТ 6357-81(класс точности В) накаткой на легких трубах и нарезкой - на обыкновенных и усиленных. При изготовлении резьбы методом накатки на трубе допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы. Повороты трубопроводов следует выполнять путем изгиба труб или применения бесшовных приварных отводов из углеродистой стали по ГОСТ 17375-2001. Радиус гиба труб с условным проходом до 40 мм включительно должен быть не менее 2,5 Dнар, а с условным проходом 50 мм и более быть не менее 3,5 Dнар трубы. В системах холодного и горячего водоснабжения повороты трубопроводов следует выполнять путем установки угольников по ГОСТ 8946-75, отводов или изгиба труб. Оцинкованные трубы следует гнуть только в холодном состоянии. Для труб диаметром 100 мм и более допускается применение гнутых и сварных отводов. Минимальный радиус этих отводов должен быть не менее полуторного условного прохода трубы. При гибке сварных труб сварной шов следует располагать с наружной стороны трубной заготовки и под углом не менее 45° к плоскости гиба. При сборке узлов резьбовые соединения должны быть уплотнены. В качестве уплотнителя для резьбовых соединений при температуре перемещаемой среды до 105°С включительно следует применять ленту из фторопластового уплотнительного материала (ФУМ) или льняную прядь, пропитанную свинцовым суриком или белилами, замешанными на олифе. В качестве уплотнителя для резьбовых соединений при температуре перемещаемой среды выше 105°С и для конденсационных линий следует применять ленту ФУМ или асбестовую прядь вместе с льняной прядью, пропитанные графитом, замешанным на олифе. Лента ФУМ и льняная прядь должны накладываться ровным слоем по ходу резьбы и не выступать внутрь и наружу трубы.  В качестве уплотнителя для фланцевых соединений при температуре перемещаемой среды не более 150°C следует применять паронит толщиной 2-3 мм или фторопласт-4, а при температуре не более 130°С - прокладки из термостойкой резины. Для резьбовых и фланцевых соединений допускаются и другие уплотнительные материалы, обеспечивающие герметичность соединений при проектной температуре теплоносителя и согласованные в установленном порядке. Фланцы соединяются с трубой сваркой. Отклонение от перпендикулярности фланца, приваренного к трубе, по отношению к оси трубы допускается до 1% наружного диаметра фланца, но не более 2 мм. Поверхность фланцев должна быть гладкой и без заусенцев. Прокладки во фланцевых соединениях не должны перекрывать болтовых отверстий. Установка между фланцами нескольких или скошенных прокладок не допускается. Наружная поверхность узлов и деталей из неоцинкованных труб, за исключением резьбовых соединений и поверхности зеркала фланца, на заводе-изготовителе должна быть покрыта грунтовкой, а резьбовая поверхность узлов и деталей - антикоррозионной смазкой в соответствии с требованиями ТУ 36-808-85. Склеивание Склеивание – это процесс соединения деталей машин, строительных конструкций и других изделий с помощью клеев. Клеевые соединения обладают достаточной герметичностью, водо- и маслостойкостью, высокой стойкостью к вибрационным и ударным нагрузкам. Склеивание во многих случаях может заменить пайку, клёпку, сварку, посадку с натягом. Надёжное соединение деталей малой толщины возможно, как правило, только склеиванием. Существует несколько видов клея БФ, выпускаемый под марками БФ-2, БФ-4, БФ-6 и др. Универсальный клей БФ-2 применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов. Клей БФ-4 и БФ-6 применяют для получения эластичного шва при соединении тканей, резины, ферта. По сравнению с другими клеями они имеют небольшую прочность. Карбинольный клей может быть жидким или пастообразным (с наполнителем). Клей пригоден для соединения стали, чугуна, алюминия, фарфора, эбонита и пластмасс и обеспечивает прочность склеивания в течение 3 5ч после приготовления. Бакелитовый лак – раствор смол в этиловом спирте. Применяют для наклейки накладок на диски муфт сцепления. Технологический процесс склеивания, независимо от склеиваемых материалов и марок клеев, состоит из следующих этапов: · подготовка поверхностей к склеиванию – взаимная подготовка; · очистка от пыли и жира и придание необходимой шероховатости; · нанесения клея кистью, шпателем, пульверизатором; · обеспечения давления при затвердевании клея (с помощью струбцин, зажимов, тисков и т.п.); · обеспечения температурного режима при затвердевании клея; · контроль качества клеевых соединений (прочности); · контроль герметичности соединения (если предусмотрен техническими условиями). Грузоподъемные машины и механизмы Основные сведения о грузоподъемных машинах, используемых на трубопроводном транспорте При сооружении и ремонте линейной части магистральных нефтепроводов осуществляется непрерывное линейное перемещение фронта работ с многократным повторением основных технологических операций. К основным технологическим операциям относятся подготовка и расчистка трассы, развозка труб, их сварка в непрерывный трубопровод, подготовка траншеи вдоль трубопровода, очистка, изоляция и укладка трубопровода в траншею, засыпка трубопровода. Помимо основных технологических операций выполняются вспомогательные операции, среди которых большой удельный вес составляют погрузочно-разгрузочные, особенно погрузка и разгрузка труб и трубных секций. Грузоподъемные краны Погрузочно-разгрузочные работы выполняются с использованием грузоподъемных кранов. К грузоподъемным кранам относятся стреловые самоходные, башенные, козловые, рельсовые стреловые, железнодорожные краны. Стреловые самоходные краны являются основными машинами, используемыми на монтажных и погрузочно-разгрузочных работах. Удельный вес их в парке передвижных кранов достигает 82%. На рисунке 8.1 показаны некоторые виды грузоподъемных кранов.
а)
Рисунок 8.1. - Грузоподъемные краны: а – кран козловой ККТ, б – кран автомобильный КС-4572, в – кран гидравлический на колесном шасси КС-6371.
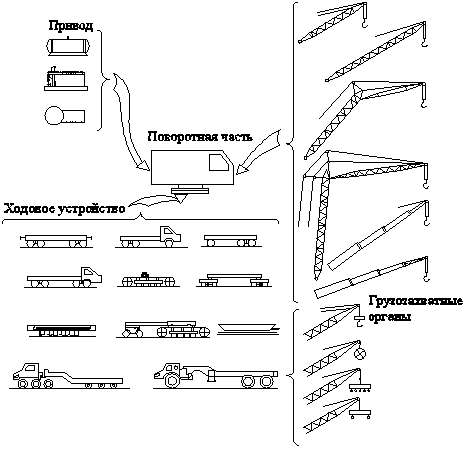
Стреловые самоходные краны изготовляют грузоподъемностью от 5 до 250 т. В строительно-монтажных организациях имеются зарубежные модели кранов преимущественно на шасси автомобильного типа и гусеничные, грузоподъемность которых достигает 320 т. Грузоподъемные краны на основной стреле имеют наибольшую грузоподъемность и являются базовыми моделями. На основе базовых моделей благодаря сменным секциям стрел, башен, а также гуськов образуются исполнения кранов, имеющие различные грузоподъемность, вылет и высоту подъема. Схема основных узлов крана, комбинацией которых получают различные виды и исполнения стреловых грузоподъемных кранов, показана на рисунке 8.2.
1 – электродвигатель; 2 - двигатель внутреннего сгорания; 3 - гидромотор; 4 - кабина; 5 - основная стрела; б - удлиненная стрела; 7 - стрела с гуськом; 8 - башенно-стреловое оборудование; 9 - телескопическая стрела; 10 - телескопическая стрела с удлинителем; 11 - крюк; 12 - грейфер; 13 - электромагнит; 14-захват; 15- платформа; 16 - автомобильное шасси; 17- пневмоколесное шасси; 18- шасси автомобильного типа; 19- гусеничные тележки; 20- рельсовые тележки; 21 - шагающее устройство; 22- колесно-гусеничное; 23 - понтон; 24 - полуприцеп к трактору; 25 - полуприцеп к тягачу. Рисунок 8.2. - Схема основных узлов стреловых кранов.
На рисунке 8.3. показана схема перегрузки труб из полувагона на трубовоз с использованием автомобильного крана.
Рисунок 8.3. - Схема погрузки труб на трубовоз. Трубоукладчики Непосредственно на строительстве нефтепроводов наиболее распространенными машинами, используемыми для комплексной механизации работ, являются краны-трубоукладчики. Эти краны представляют собой специальные самоходные гусеничные и колесные машины с боковой стрелой, которые являются основными грузоподъемными средствами на строительстве трубопроводов. Они предназначены для укладки в траншею трубопроводов, для сопровождения очистных и изоляционных машин, поддержания трубопроводов при сварке, погрузки-разгрузки труб и плетей, а также для выполнения различных строительно-монтажных работ. Каждый кран-трубоукладчик состоит из базовой машины, навесного грузоподъемного оборудования, трансмиссии, системы управления и приборов безопасности. Основные рабочие движения трубоукладчика: подъем и опускание груза, передвижение крана вместе с грузом, изменение вылета стрелы с грузом. Основным силовым оборудованием кранов-трубоукладчиков служит дизельный двигатель базового тягача. Привод исполнительных механизмов кранов-трубоукладчиков может быть одномоторным (механическим) и многомоторным (гидравлическим), ходовое устройство - гусеничным и пневмоколесным, подвеска стрелы - гибкой или жесткой. Гусеничные краны-трубоукладчики базируются на серийно выпускаемых промышленных гусеничных тракторах трубоукладочных модификаций или на переоборудованных промышленных тракторах. Колесные трубоукладчики смонтированы на высокопроходимом и высокоманевренном четырехколесном шасси со всеми ведущими колесами и бортовым поворотом машины. Некоторые модели трубоукладчиков показаны на рис. 8.4.
а) б) Рисунок 8.4. - Трубоукладчики: а) – модель ТГ-124Г , б) - Komatsu D355C-3,
Особенности эксплуатации трубоукладчиков накладывают особые требования на их конструкцию и изготовление. Трубоукладчики в большинстве случаев эксплуатируют на значительном удалении от баз обслуживания и ремонта. Выход из строя одной машины приводит к остановке большого комплекса механизмов. Это обстоятельство требует высокой надежности и хорошей ремонтопригодности всех без исключения узлов трубоукладчиков. При сооружении линейной части магистрального трубопровода трубоукладчики передвигаются по бездорожью, что предъявляет высокие требования к их проходимости (среднего давления на грунт, дорожного просвета и тяговой характеристики). Конструкция этих кранов учитывает то, что при прокладке магистральных трубопроводов основная нагрузка приходится на одну их боковую сторону, что определило их конструктивное исполнение как стреловых самоходных грузоподъемных машин без поворотной части с боковым расположением стрелы. Трубоукладчики на гусеничном ходу, наиболее распространенные (см. рисунок 8.5), состоят из базового шасси и установленного на нем грузоподъемного оборудования, включающего лебедку 6, раму 5, противовес 8, стрелу 4, крюковую подвеску 1, грузовой 2 и стреловой 3 полиспасты и гидросистему 7. Противовес у разных моделей трубоукладчиков может быть неподвижным, а может быть выдвижным для увеличения грузовой устойчивости трубоукладчика.
Рисунок 8.5. - Схема трубоукладчика ТГ-502 на гусеничном ходу с выдвижным противовесом.
Преимущества современных кранов-трубоукладчиков (большая сила тяги, хорошая проходимость, незначительное удельное давление на грунт) позволяют вести строительство трубопроводов круглый год в различных климатических условиях, в условиях пересеченной местности, бездорожья и слабых грунтов. При строительстве трубопроводов трубоукладчики работают в составе изоляционно-укладочной колонны вместе с очистной и изоляционной машинами (или комбайном для очистки и изоляции труб). Как правило, изоляционно-укладочные работы выполняются совмещенным способом, при котором работы по очистке, изоляции и укладке трубопровода производят в едином технологическом потоке узким подвижным фронтом. Марку трубоукладчиков выбирают, главным образом, по грузоподъемности и вылету крюка, а количество и расстановка трубоукладчиков в колонне зависят от диаметра трубопровода. Схемы размещения механизмов в колонне при использовании очистной и изоляционной машин приведены на рисунке 8.6. Расстояния между трубоукладчиками и группами трубоукладчиков приведены в таблице 8.1.
а - 529-820 мм; б - 1020 мм; в - 1220 мм; г - 1420 мм; ОЧ - очистная машина; ИЗ - изоляционная машина; СТ - сушильная установка; l1, l2 - расстояния между трубоукладчиками и группами трубоукладчиков. Рисунок 8.6. - Схемы расположения трубоукладчиков и машин в изоляционно-укладочной колонне при совмещенном способе производства работ для трубопроводов различных диаметров. Таблица 8.1.- Расстояние между трубоукладчиками или группами трубоукладчиков при совмещенном методе работы
Краны-манипуляторы Краны-манипуляторы (см. рисунок 8.7) предназначены для выполнения погрузочно-разгрузочных работ в пределах грузоподъемности краноманипуляторной установки и перевозки грузов на грузовой платформе в пределах грузоподъемности базового автомобиля. Кран-манипулятор – это крановая установка, имеющая неповоротную и поворотную части. Обычно эти установки монтируются на шасси грузового автомобиля рис.8.7. Неповоротная часть включает в себя раму с балансирной балкой, выносные опоры и механизм вращения, в поворотную часть входит поворотная колонна и рабочее оборудование в виде рукояти и стрелы. Грузозахватным органом являться крюк. Перемещение рукояти, стрелы, и её секций осуществляется с помощью гидроцилиндров.
Рис. 8.7. Кран-манипулятор на базе автомобиля КАМАЗ. |
||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 468. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||||||||||||||||||||||||