|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Рекомендуемые масштабы при вычерчивании конструкций
Высота сечения конструкции Сварные и прокатные балки Сплошные и решетчатые колонны * Для мелких конструкций и профилей.
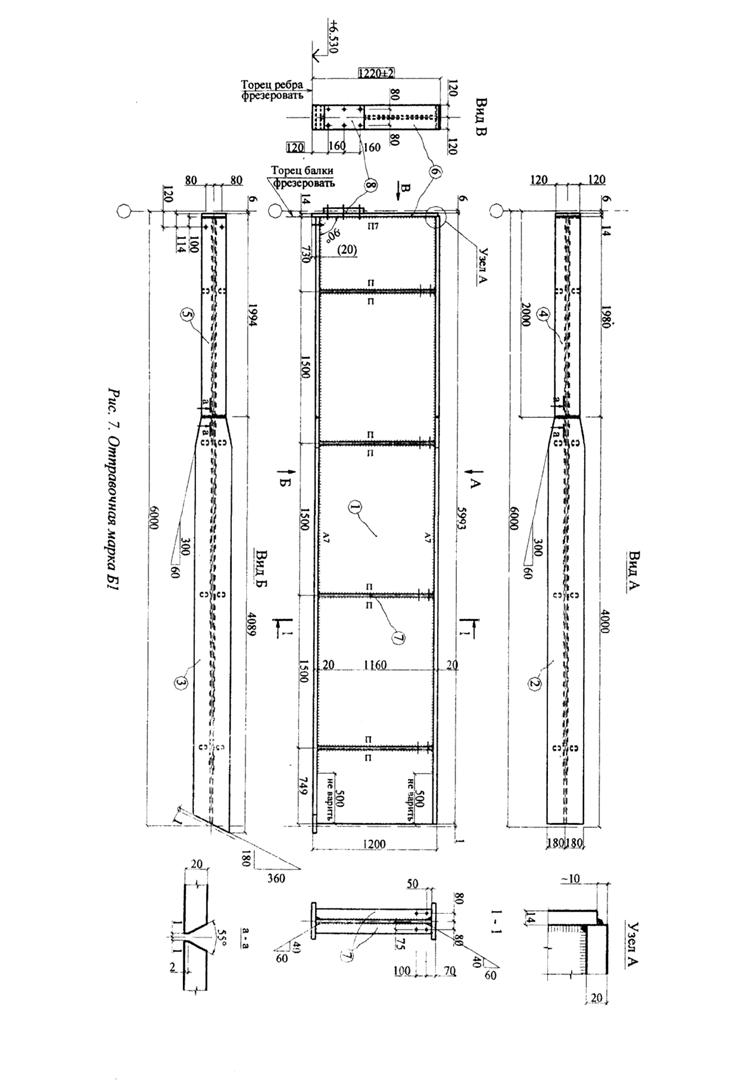
При выполнении чертежа КМД фермы в курсовом проекте рекомендуется принимать масштаб сечений стержней и узлов крупнее масштаба геометрической схемы не менее, чем в два раза. Детали, из которых собирается отправочный элемент, называемые сборочными марками, на чертежах КМД обозначаются порядковыми цифрами (позициями). Цифры заключаются в кружок диаметром 6-7 мм, от которого к детали идет волнистая линия, заканчивающаяся стрелкой или точкой (рис.7). Совершенно одинаковые, взаимозаменяемые детали обозначаются одной и той же цифрой (позицией). Взаимно зеркальные детали маркируются с добавлением к цифрам позиции индексов «т» (так, как показано на чертеже) и «н» (наоборот, в зеркальном отображении). Например, детали позиций (2^) и (1у). При большом количестве в отправочном элементе деталей одной позиции их маркировку допускается указывать только на 1-2 деталях. Обозначение позиции детали на чертеже рекомендуется проставлять в первую очередь на том виде или разрезе конструкции, на котором эта деталь видна наиболее полно (например, ребра жесткости балки маркировать на поперечном разрезе). Нумерацию позиций следует начинать с основных, главных деталей конструкций, группируя детали по виду проката. В сплошных составных конструкциях вначале нумеруются детали стенки и поясов, затем опорные ребра, ребра жесткости и другие детали (см. рис.7). В решетчатых конструкциях первыми нумеруются детали поясов, затем элементов решетки и, наконец, фасонки и другие мелкие детали.  Размеры на рабочих чертежах в соответствии с предназначением последних делятся на следующие группы: монтажные и увязочные размеры, определяющие положение конструкции в здании или сооружении; а также условия примыкания одних конструкций к другим (высотные отметки, расстояние между разбивочными осями, расстояния от привязочных осей до граней конструкций, центров монтажных отверстий и т.п.); размеры, необходимые для изготовления деталей; размеры для сборки конструкций, определяющие взаиморасположение деталей, а также служащие для настройки сборочного оборудования; «г-размеры для приемки готовой продукции (размеры, определяющие правильное Некоторые размеры могут выполнять несколько функций одновременно, например, служить для изготовления.деталей и сборки. Назначения некоторых размеров, приведенных на рис.7, указаны ниже. Монтажными и увязочными размерами являются: расстояние между разбивочной осью и осью укрупнительного стыка (6000 мм), отметка низа опорного ребра, расстояние от разбивочной оси до торца балки (6 мм), расстояние от разбивочной оси до центров отверстий в нижнем поясе под анкерные болты (120 мм), расстояние от наружной грани верхнего пояса до центра ближайшего отверстия в ребрах жесткости (70 мм). Последние два размера одновременно используются для приемки готовой продукции. Для изготовления деталей поз.7 служат размеры привязки центров отверстий к торцу ребра (50 мм), к одной из продольных кромок (75 мм) и шаг отверстий (100 мм). На выносных треугольниках указаны размеры катетов скоса двух углов ребра. Таким же образом показаны скосы углов Деталей поз.2 и 3. Размер большего катета срезаемого треугольника для этих деталей определяется возможностями резки листового металла, которая выполняется без затруднений при минимальном отношении катетов срезаемого треугольника 1:5. Для образования отверстий в деталях поз.5 служат размеры привязки центров отверстий к торцу детали (100 мм) и к продольной оси балки (80 мм).
Для сборки ребер жесткости (поз.7) служат размеры, указывающие положение осей этих деталей по длине балки. Размер выступающей части опорного ребра (поз.6), указанный на рис.7 в скобках (20 мм), как правило, не проставляется, так как за счет него компенсируется неточность высоты сечения сварного двутавра. Положение опорного ребра определяется размером полной высоты опорной части балки (1220 мм), который должен быть строго выдержан. Размеры высоты стенки, сечения поясов и полной высоты сечения необходимы для настройки сборочного кондуктора. Для приемки готовой продукции служат размеры: длина балки (5993 мм), высота опорной части (1220 мм), привязка нижнего горизонтального ряда отверстий в опорном ребре к фрезерованному торцу ребра (120 мм), привязка отверстий в нижнем поясе к торцу балки (114 мм) и привязка ближайшего отверстия в ребрах жесткости к верхней грани пояса (70 мм), угол 90° между плоскостями поясов и плоскостью опорного ребра. Если в числе размеров для приемки есть особо важные, которые должны быть строго выдержаны, а допускаемые отклонения этих размеров соответствуют требованиям СНиП 111-18-75 «Металлические конструкции. Правила производства и приемки работ» [5], то такие размеры заключаются в прямоугольную рамку. Если допускаемые отклонения размера отличаются от требований СНиПа, то величина допуска указывается справа от размера и вместе с размером также заключается в прямоугольную рамку. Общие длины отдельных деталей на чертеже, как правило, не проставляются, а указываются только в спецификации. Размеры для изготовления одинаковых деталей (одной позиции) проставляются только на одной из них, а для других указываются только размеры, необходимые для сборки. Если размерная цепочка включает в себя несколько одинаковых размеров (например, шаг отверстий или болтов), то рекомендуется проставлять один общий размер, состоящий из количества расстояний, умноженного на величину одного размера (см. рис.5). Выносные линии в этом случае наносятся только в начале и в конце цепочки. При простановке размеров по высоте или ширине сечения прокатных профилей (уголки, двутавры, швеллеры) размерная цепочка не замыкается. При этом размеры привязываются к той плоскости или грани, отметка или привязка которой должна быть соблюдена в сооружении. Некоторые, преобладающие для большинства деталей размеры (обрезы, диаметры отверстий и болтов, катеты угловых швов) на чертежах не проставляются, а указываются в примечаниях. Например, в примечаниях к чертежу на рис.7 следует написать:
Отверстия диаметром 23 мм Все обрезы 40 мм Катет угловых швов К= 6 мм
Размеры катетов угловых швов на чертежах проставляются цифрой (в миллиметрах) над или под условным обозначением шва. Иногда указывается способ выполнения сварки, обозначаемый заглавными буквами А, П или Р, проставляемыми перед размером катета шва (см. рис.7). Буквы соответствуют автоматическому, полуавтоматическому и ручному способу сварки. Если помимо катета шва необходимо указать и его длину, то такой размер записывается двумя цифрами: 8-320. Здесь первый размер обозначает катета шва второй - его длину в миллиметрах (рис.8). Одним из обязательных таблиц, размещаемых на листе чертежа является спецификация на отправочный элемент (см рис1.) Размещается в правом нижнем углу чертежа или внизу, слева от штампа. В графе «Марка» указывается буквенно-цифровое обозначение отправочной марки. В графе «Поз.» проставляется порядковый номер позиции деталей по чертежу, без индексов «т» и «н». В графе «Кол.» указывается количество деталей «так» и «наоборот», необходимых для изготовления одной отправочной марки. В графе «Сечение» - условное обозначение и размеры поперечного сечения детали ь миллиметрах. В графе «Длина» - длина детали в миллиметрах. Для листовых деталей, вырезаемых из прямоугольника, длиной считается больший размер прямоугольника. В спецификации указываются окончательные размеры деталей, без учета припусков на технологические операции (резку, строжку, фрезеровку, гибку и т.д.) и усадку от сварки. Эти припуски задаются технологами ЗМК. В графе «Масса, шт.» указывается масса одной детали в килограммах. Для деталей из прокатных профилей масса подсчитывается как произведение линейкой плотности в килограммах на метр погонный (кг/м. п.) (из сортамента) на длину дета гы в метрах. Масса листовых деталей подсчитывается исходя из удельного веса стали (для всех марок), равного 7,85 т/и3. Так, масса 1 м2 листа толщиной 1 см составляет 78,5 кг. Масса листа равна 78,5-1-А, где А - площадь детали, м2; I - толщина листа, см; масса листа - в килограммах. Для фасонных листовых деталей площадью не более 0,1 м2 и толщиной до 12 мм, имеющих прямолинейные или криволинейные срезы, определяется масса описанного прямоугольника, из которого вырезается деталь. При толщине листа более 12 мм и площади детали свыше 0,1 м2 масса детали определяется по ее фактической площади (без учета отверстий, мелких вырезов, скосов углов и т.п.). Масса одной детали подсчитывается с точностью до 0,1 кг, общая масса деталей (в следующей графе спецификации) - с точностью до 1 кг. Масса отправочной марки подсчитывается как сумма масс всех деталей и массы наплавленного металла сварных швов. Масса сварных швов принимается в пределах 1... 1,5 % от массы всех деталей и записывается в спецификации отдельной строкой. Массу отправочной марки желательно определять с точностью до 5 кг а лучше до 10 кг за счет некоторого варьирования в указанном интервале массы сварных швов. В предпоследней графе спецификации указывается марка стали с категорией поставки по ГОСТ 380-71* или обозначение стали по ГОСТ 27772-88. Таблица 4 |
||||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 377. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 Болты нормальной точности М20
Болты нормальной точности М20