|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Методы расчёта размерных цепей.Все конструкции, требующие изготовление деталей высокой точности или имеющие многозвенные цепи, подвергают размерному анализу. Результаты анализа могут потребовать изменения конструкции, системы простановки размеров и величин допусков, а также принятия ряда конструктивных мер (введения компенсаторов и др.) для обеспечения нормальных условий работы установки. Расчёт размерных цепей проводят при создании рабочих чертежей и разработке технологического процесса изготовления изделия . В процессе анализа размерной цепи следует проверить собираемость и взаимозаменяемость деталей в сборочных единицах, установить допуски на размеры деталей и получаемую сборочную единицу, сопоставить эти допуски с экономически обоснованной точностью. В случае невозможности или нерентабельности получения необходимых точностей при механической обработке следует решить вопрос о введении компенсаторов (регулировки) или селективной сборки. Размерным расчётом называют совокупность математических методов и приёмов (аналитических, графических или графоаналитических) направленных на установление номинальных значений допусков и отклонений сборочных и составляющих размеров. Функциональная связь между сборочными и составляющими размерами деталей сопряжения в общем виде выражается уравнением
где В теории взаимозаменяемости различают два метода расчёта: проектный, решающий прямую задачу, и проверочный, решающий обратную задачу. Проектный метод расчёта соответствует прямой задаче теории взаимозаменяемости и сводится к вычислению допусков составляющих размеров Lix по известным числовым значениям номинала и допуска сборочного размера  Следовательно, уравнение (4.6) примет вид где L1x, L2x, L3x, … Lnx – cоставляющие (чертёжные) размеры деталей и узлов. Проверочный метод расчёта сводится к вычислению номинала и допуска сборочного (замыкающего) размера где На практике широко применяют проверочный метод расчёта, как наиболее простой. Однако по своей сущности он несовершенен, так как лежащие в его основе исходные данные (допуски и отклонения размеров деталей), как правило, устанавливаются конструктором интуитивно или по аналогии с предыдущими изделиями. Поэтому рекомендуется применять проектный метод расчёта размерных цепей (решение прямой задачи). Проектный метод расчёта допусковпозволяет определить величину допусков на составляющие размеры деталей входящих в размерную цепь. Предварительно устанавливаются номинальные значения составляющих размеров и допустимые отклонения сборочных (замыкающих) размеров размерной цепи. Методика назначения числовых значений сборочных размеров теоретически до настоящего времени не разработана. На практике сборочные размеры назначают на основании опыта работы аналогичных конструкций и результатов экспериментального исследования на моделях и реальных механизмах. Экспериментальное исследование является пока наиболее надёжным, так как позволяет изучить природу отдельных факторов, возникающих в процессе функционирования механизма, а также их совокупность в отдельных кинематических парах и во всей цепи звеньев механизма в целом. Накопление и анализ этих факторов позволяют сделать теоретическое обобщение и создать надёжную методику расчёта числовых значений сборочных размеров. После того как будут определены сборочные размеры, т.е. размеры замыкающего звена, характеризующие работу механизма, и установлены или рассчитаны числовые значения допустимых пределов их изменения, можно приступить к расчёту допусков и отклонений на составляющие (чертёжные) размеры деталей. Расчёт ведут с учётом обеспечения полной или ограниченной взаимозаменяемости. Полная взаимозаменяемость характеризуется уравнением где Из уравнения (4.9) следует, что с уменьшением допуска сборочного размера повышаются требования к точности изготовления деталей. С увеличением числа размеров в размерной цепи, т.е. с усложнением конструкции, допуски на отдельные размеры могут оказаться практически невыполнимыми или экономически нецелесообразными. В таких случаях отказываются от данной конструкции или переходят от полной взаимозаменяемости к ограниченной, тогда величина замыкающего звена характеризуется условием Существует несколько способов получения ограниченной взаимозаменяемости, основными и наиболее часто применяемыми являются: 1) жёсткая и подвижная компенсация; 2) сортировка (подбор по группам); 3) подгонка. Проверочный метод расчёта проводят тогда, когда известны числовые значения номинальных размеров и допусков на эти размеры, которые являются составляющими звеньями размерной цепи и проставлены на рабочих чертежах деталей и сборочных единиц. По сборочным чертежам установки или сборочной единице выявляют детали и их размеры, которые определяют искомый сборочный размер Если необходимо показать связь деталей в различных положениях, то составляют дополнительные эскизы или возможные положения деталей условно наносят на одном и том же эскизе пунктиром. Все детали на эскизе обозначают номерами на выносных линиях. Размеры деталей на эскизе обозначают не цифрами, а буквами. Буквенные обозначения упрощают аналитические зависимости и уравнения, облегчая тем самым математические преобразования, анализ, увязку повторяющихся размеров и т.д. После того как эскиз сопряжения выполнен и на него нанесены все размерные линии и условные обозначения, как известных (чертёжных размеров деталей), так и искомых величин (сборочных размеров), составляют размерную цепь и формулируют задачу расчёта. Расчёт можно вести по предельным размерам и методу предельных отклонений. В первом случае вычисляют номинальное значение где m –количество увеличивающих звеньев; n – общее количество звеньев цепи. Метод предельных размеров довольно громоздкий. Поэтому на практике широко используют другой метод – метод предельных отклонений. Сущность его заключается в вычислении номинала где ВОi – верхнее отклонение размера положительного i – го звена; HOi – нижнее отклонение размера отрицательного i – го звена. где HOi - нижнее отклонение размера положительного i – го звена; ВОi - верхнее отклонение размера отрицательного i – го звена; Приведённые расчёты принято называть расчётами на максимум минимум. Полученные в результате расчёта числовые значения искомой величины оценивают с точки зрения нормальной работы установки и с точки зрения требований производства. Если полученные результаты расчёта для искомой величины не удовлетворяют техническим условиям (ТУ), необходимо разработать предложения по изменениям, направленным на удовлетворение предъявляемых к установке требованиям, и произвести перерасчёт для подтверждения правильности принятых решений.
4.4. Обеспечение точности изготовления при сборке. Надёжность и долговечность работы изделия в значительной степени зависит от качества сборки. Процесс сборки, в зависимости от конструктивных особенностей, составляет 20 … 50% от общей трудоёмкости изготовления изделия. Точность сборки зависит от точности изготовления входящих в неё деталей и технологических методов сборки. При этом все детали, входящие в собираемый узел или изделие, рассматриваются как жёсткие тела. На практике все детали являются упругими телами. Упругие деформации в деталях возникают вследствие действия на них сил и моментов порождаемых: силой тяжести самой детали; силой тяжести других деталей и сборочных единиц; рабочими и монтажными нагрузками; созданием силовых замыканий, фиксирующих требуемое положение детали при сборке. Если величина упругих деформаций мала, в сравнении с величиной допуска, то считают деталь жёсткой. В случае если деталь имеет недостаточную жёсткость, она легко деформируется в процессе сборки, что может вызывать трудности с достижением требуемой точности относительного положения деталей или сборочных единиц. В этом случае увеличивают количество опорных ( базовых) поверхностей и осуществляется силовое замыкание, т.е. прикладывается фиксирующая сила.
4.4.1 Методы сборки.
Достижение требуемой точности собираемого изделия осуществляется на всех этапах создания конструкции. На этапе проектирования проводится расчёт и установление допусков на детали, собираемые узлы и агрегаты, а так же осуществляется анализ точности сборки с помощью построения размерных цепей. Правильное применение различных методов сборки позволяет обеспечить требуемую точность замыкающего звена с минимальными затратами труда. Наиболее часто, при изготовлении изделий оснащения ЛА, применяются следующие методы сборки: 1)сборка с полной взаимозаменяемостью; 2)селективная сборка (групповая сборка); 3)сборка с компенсацией; 4)сборка в приспособлении; 5)сборка по разметке. Сборка с полной взаимозаменяемостью– применяется в массовом и серийном производстве и сводится к соединению деталей друг с другом в определённой последовательности без пригонки. Точность сборки определяется допусками на сопрягаемые размеры. Детали имеют высокую жесткость , т.е. не изменяют свою форму под действием рабочих и монтажных нагрузок. Сборка проста и не требует использования высоко квалифицированных рабочих. Собираемый таким методом узел должен содержать не более 5 деталей. Точность замыкающего звена не выходит за требуемые пределы и при замене любой детали на другую деталь. Так как поле допуска представляет собой допустимую величину поля рассеивания размеров, то для расчёта допусков звеньев размерной цепи можно использовать следующую формулу где Селективная сборка (метод групповой взаимозаменяемости).Сущность метода заключается в том, что требуемая точность замыкающего звена достигается за счёт включения в размерную цепь составляющих звеньев, принадлежащих к одной из групп, на которые они предварительно рассортированы. Если сравнить селективную сборку и сборку с полной взаимозаменяемостью, при обеспечении одинаковых значений замыкающего звена, то селективная сборка окажется более экономичной. Достигается экономия за счёт расширения допусков на звенья размерной цепи. Это значит, что среднюю величину допуска
Рис.4.4. Собирая изделие из деталей, принадлежащих к соответствующим группам, получают требуемую точность замыкающего звена у всех изделий. Количество деталей, входящих в сборку, не должно быть более трёх. Примером может служить сборка шариковых колец (подшипников) подвижных установок Рис.4.4. Шарики сортируют на группы и в зависимости от точности изготовления шариковых дорожек, внешней и внутренней обойм, берут шарики из нужной группы и производят сборку. Таким образом, с минимальными затратами труда осуществляется сборка, при этом обеспечивается требуемая точность радиального зазора между шариками и обоймой шарикового кольца Сборка с компенсацией - предполагает достижение заданной точности за счет изменения размера одного из заранее выбранного компенсирующего звена. Сборка с компенсацией предполагает различные способы достижения заданной точности замыкающего звена. Наиболее часто применяются следующие способы сборки с компенсацией: сборка с пригонкой и сборка с регулировкой.
Сборка с пригонкой предполагает изменение размера одного, заранее выбранного, звена (детали). При сборке с пригонкой изменение размера может Рис.4.5
производиться механической обработкой сопрягаемой поверхности одной из деталей. Обычно под механической обработкой подразумевается процесс припиловки, шабрения, притирки или любой другой способ снятия слоя материала Рис.4.5. (в). Заданный зазор Сборка с регулировкойприменяется в случае, когда величина замыкающего размера обеспечивается за счет плавного или ступенчатого изменения положения одной из деталей размерной цепи. В качестве компенсатора могут использоваться регулировочные винты или винтовые соединения, прокладки, эксцентрики, клинья и т.д. Метод сборки с компенсацией применяется независимо от количества звеньев размерной цепи, т.е. количества деталей и их размеров. Наиболее простым из этих методов является компенсация с помощью прокладок или ступенчатая регулировка, когда положение детали изменяется на требуемую величину, равную толщине прокладки Рис.4.5(б). Обеспечение требуемого зазора Сборка с плавной регулировкой предполагает плавное изменение размера замыкающего звена. На рис.4.5 (а) приведён один из возможных вариантов такой регулировки. Величина замыкающего размера (зазора) винтом 1. Сборка с регулировкой имеет ряд преимуществ перед другими методами: универсальность ( может применяться независимо от числа звеньев и точности их изготовления); простота сборки и высокая точность изготовления; отсутствие пригоночных работ; возможность регулирования в процессе эксплуатации. Применение сборки с регулировкой позволяет сократить трудоемкость изготовления и сборки изделия.. Сборка по разметке – применяется в опытном или единичном производстве и требует использования высококвалифицированного труда. Точность сборки невысокая. Сборка по разметке производится с помощью универсальных слесарных инструментов (струбцин, чертилки, керна, ручных тисков) и приспособлений Детали, поступающие на сборку, отформованы и обрезаны с припуском по длине. Установка деталей в требуемое положение по разметке, т.е. по размерам чертежа – операция трудоемкая. Взаимозаменяемость узлов и деталей при сборке по разметке обеспечить практически невозможно. Процесс сборки начинается с разметки и кернения в деталях собираемого узла центров отверстий под заклёпки. Производится установка деталей в сборочное положение в соответствии с требованиями чертежа и закрепление их струбцинами. По накерненым центрам сверлятся отверстия и в некоторые из них вставляются болты или штифты, для временной фиксации положения собираемых деталей. В таком виде узел передаётся на клёпку. После клёпки собранные детали обрезаются в размер, в соответствии с требованиями чертежа, т. е. снимается лишний припуск. В случае, если соединение деталей производится контактной точечной сваркой, сварка производится в нескольких точках, после чего струбцины снимаются и окончательно свариваются все детали.
Сборка в приспособлении– применяется для сборки изделий имеющих в своей конструкции относительно нежесткие детали, изменяющие свою форму под действием собственного веса или монтажных усилий, а также жёстких деталей. Ложементы или установочные поверхности приспособления выполняют функции базовых поверхностей обеспечивающих требуемую форму не жёстким деталям, координацию взаимного положения и фиксацию как жёстких, так и не жёстких деталей при сборке. Приспособления, предназначенные для сборки крупно габаритных изделий - называют стапелями. Сборочные приспособления обеспечивают: - требуемое взаимное положение собираемых деталей и узлов; - придают определённую форму недостаточно жёстким деталям; - обеспечивают удобство подходов обрабатывающего или другого инструмента к собираемым деталям.
Применение приспособлений создаёт следующие преимущества в сравнении со сборкой по разметке: - исключают разметку и пригонку собираемых деталей; - ускоряют процесс сборки; - обеспечивают взаимозаменяемость собираемых узлов, панелей и изделия в целом; - облегчают сборку, создавая необходимые удобства для сборщика. Сборочные приспособления широко используют как в серийном, так и в опытном производстве. Обеспечить требуемую точность выходных параметров собираемого узла, агрегата или изделия без применения приспособлений в ряде случаев практически невозможно или требует больших трудозатрат.
Технологичность сборки.
2. Соединение элементов или сборочных единиц друг с другом должно быть простым и не требовать дополнительной доработки сопрягаемых поверхностей. 3. Подходы к местам соединения или сочленения элементов должны быть удобными и позволять механизировать или автоматизировать процессы сборки. 4. Компоновка изделия, узла должна обеспечивать применение наиболее прогрессивных методов сборки. Выполнение перечисленных требований предполагает: - правильный выбор посадок, в подвижных и неподвижных соединениях; - назначение оптимальной точности изготовления деталей и чистоты поверхностей; - применение необходимых методов сборки при решении конкретных задач.
4.6. Технологические требования к конструкции сопрягаемых деталей.
1. Для удобства сборки на деталях, сопрягаемых друг с другом, необходимо иметь фаски, хотя бы в одной детали Рис.4.6. Отсутствие фасок, особенно в деталях сопрягаемых по посадкам, затрудняет их сборку, увеличивает трудоемкость.
Рис.4.6 Рис.4.7
2.Сопряжение деталей должно обеспечивать определенность базирования Рис.4.7. Наличие нескольких поверхностей, расположенных на разных уровнях, не обеспечивает определенности базирования и может привести к перекосу, заклиниванию, изменению посадок, увеличению точности изготовления и т.д. 3.Если в подвижном соединении детали сопрягаются по двум поверхностям Рис.4.8 то они должны иметь такие линейные размеры, при которых начальный контакт пары сопрягаемых поверхностей начинался не одновременно а последовательно
Рис.4.8
4. При сопряжении двух длинномерных деталей Рис.4.9 L >5Ф площадь контактирования должна быть небольшой (1/4 – 1/8), так как прогиб одной из деталей может привести к изменению посадок.
Рис.4.9 5. При установке подшипников на вал (Рис.4.10,) по плотной или переходной посадкам, посадочные поверхности должны иметь минимально необходимую величину, т.е. вал, между посадочными поверхностями, должен быть занижен по диаметру.
Рис.4.10 Построение схем сборки. Сборка представляет собой совокупность операций по установке деталей в сборочное положение и соединение их в узлы, агрегаты и изделие в определённой последовательности. Техпроцесс сборки зависит от конструктивных особенностей собираемого изделия, жёсткости, габаритов и точности изготовления деталей.
Рис.4.11 Рис.4.12
сборки если изделие состоит из деталей и сборочных единиц ( узлов, агрегатов) которые могут собираться независимо от общей сборки изделия. При сборке жестких деталей основным и единственным требованием является выполнение сборочных операций в определённой последовательности. При сборке узла выделяется базовая деталь, к которой присоединяют остальные детали. На рис.4.11 приведена конструкция ролика сборного. Базовой деталью в этом узле является ось 2, с которой и начинается процесс сборки в следующей последовательности: - напрессовать подшипник 1 на ось 2; - установить распорную втулку 5 на ось 2; - вставить сальник 4 в канавку ролика 3; - установить натяжной ролик 3 с сальником 4 на ось 2; - установить на хвостовик оси 2 шайбу 8 и навернуть гайку 10; - установить крышку 6 и закрепить болтами 7. При качественном изготовлении сборка ролика не требует подгонки и доработки деталей На основании разработанной последовательности сборочных операций составляется схема сборки Рис.4.12, которая является одним из основных технологических документов для технолога. В схеме сборки приняты следующие обозначения.
В обозначении сборочной единицы или детали над чертой указывается позиция, соответствующая сборочной единице или детали на чертеже, а под чертой присвоенный им чертёжный номер. В обозначении ГОСТовских деталей над чертой указывается наименование нормали (винт, болт, гайка и т.п.), а под чертой ГОСТ данной нормали. В процессе сборки составной детали, узла или изделия могут применяться различные материал ,обеспечивающие соединение отдельных элементов, уплотнение между ними или наличие смазки (клеи, герметики, при сварке электроды и пр.). В обозначении материала указывается его название и ГОСТ. Если в процессе сборки применяется приспособление, то над чертой указывается его наименование, а под чертой его номер. Процесс сборки осуществляется в определённой последовательности, обеспечивающей собираемость узла или изделия с требуемым качеством. Последовательность сборки обозначается прямоугольником с указанием номера операции. Построение структурной схемы сборки начинается с выбора базовой детали, от которой идёт основная линия сборки, оканчивающаяся готовым изделием или узлом. К основной линии сборки подсоединяются детали или сборочные единицы в требуемой последовательности. Каждая такая операция представляет узел на линии сборки и соответствующую позицию от 1 до n.
Раздел 5. Типы соединений и их технологичность. Надежность крепления и взаимная точность положения, собираемых узлов и деталей относительно друг друга, обеспечивается различными конструктивными решениями и зависит от условий их работы, формы сопрягаемых поверхностей. Все соединения деталей и сборочных единиц можно разделить на два класса. Разъемные– подвижные и неподвижные соединения. Неразъемные – только неподвижные соединения.
Разъемные соединения.
Наиболее распространенными видами разъемных соединений являются: болтовые, шпилечные, винтовые, штифтовые, клиновые, соединения хомутом, байонетные, резьбовые, шпоночные , шлицевые.
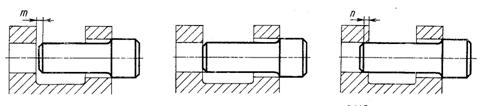
5.1.1. Болтовое соединение -применяется в соединениях имеющих сквозные отверстия и требует двухстороннего подхода инструмента при навинчивании гайки Рис.5.1. Стандартные болты по степени точности делятся на болты: 1) нормальной точности; 2)повышенной точности; 3) грубой точности.
Рис.5.1. Рис. 5.2. Диаметр отверстия под болт d1 имеет размер больше диаметра резьбы болта d . Болтовое крепление обеспечивает надежное стягивание соединяемых деталей. При стягивании в теле болта возникают напряжения растяжения. Тело удлиненных болтов Рис.5.2. имеет диаметр равный или несколько меньший внутреннего диаметра резьбы. Такие болты обладают более высокой упругостью, что улучшает условия работы стяжного соединения при действии ударных нагрузок. На Рис.5.1.и.5.2. приведены размеры внутренних и внешних свободных участков резьбы для основных видов соединений. В процессе эксплуатации на изделие действуют различные виды нагрузок , в том числе и вибрационные. Под действием вибрационных нагрузок может происходить само раскручивание гаек и болтов. Для предотвращения этого явления соединения подвергают контровке. Для этих целей могут применяться следующие способы контровки: клеем; проволокой; специальными шайбами; шплинтами, кернение, применение специальных само контрящих гаек.
Шпилечные соединения. Шпилечные соединения применяются в основном для деталей из мягких (алюминиевых и магниевых сплавов) или хрупких (серого чугуна) материалов.
Рис.5.3.
Шпильки устанавливают как в глухие,, так и сквозные резьбовые отверстия. На Рис.5.3. приведены некоторые варианты установки шпилек. Шпилька устанавливается в резьбовое отверстие наглухо, чаще с натягом. При такой установке резьбовое соединение, даже из мягких материалов, получается достаточно надежным. Для дополнительной контровки шпильки могут устанавливаться на клей, грунт, керниться. Соединение шпильками позволяет уменьшить габариты стыковочной поверхности детали или узла, требует одностороннего подхода инструмента. Винтовые соединения. Предназначены для крепления обшивки, небольших узлов и агрегатов, мелких деталей и т.д.
Рис.5.4
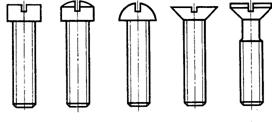
На Рис. 5.4. представлены основные виды винтов под отвертку. Наибольшее применение при изготовлении установок находят винты с цилиндрической, полукруглой, потайной и полупотайной (чечевице образной) головками. Винты с потайной и полупотайной головками применяют для крепления обшивки и деталей находящихся на внешних обводах установок. Внутри отсеков или узлов устанавливают все остальные виды винтов.
Рис.4.6.
Рис.5.5. Рис.5.6. Крепление деталей винтами можно производить как ввинчиванием их в корпус детали Рис.5.5., так и с помощью гаек. Соединения винтами, особенно когда их количество большое, достаточно трудоёмкий процесс и требует обеспечения соосности отверстий в соединяемых деталях, особенно при применении винтов с потайной головкой. При использовании винтов с потайной головкой появляется дополнительная операция, зенкерование. Если толщина детали меньше высоты потайной головки, в случае крепления тонколистовых обшивок, производят в обшивке выдавку под головку Рис. 5.6. Не допускается выступание головок винтов за обшивку, а утопание допускается в пределах 0,1-0,2 мм. К недостаткам винтовых соединений относится: повышенная трудоёмкость сборки; совместное сверление отверстий в соединяемых деталях; трудности с автоматизацией и механизацией процесса. Стопорение винтов от вывинчивания производят различными способами, указанными на Рис.5.7. Винты с полусферической и цилиндрической головками стопорятся упругими и храповыми шайбами (1 – 5), винты с цилиндрической головкой можно стопорить вязкой контровочной проволокой. Стопорение винтов с потайной головкой производят установкой их на грунт или клей, а также кернением в прорезь, как показано на Рис.5.7. (7).
Рис.5.7.
В ряде случаев, для фиксации деталей на валах применяют установочные винты Рис.5.8. с различными фиксирующими концами и головками под инструмент.
Рис.5.8.
Врезные винты имеют хвостовик который входит в отверстие вала фиксируя и координируя положение детали. Нажимной винт удерживает деталь только за счет сил трения.
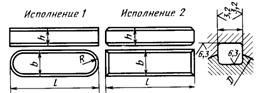
5.1.4. Шпоночные соединения– применяются для передачи крутящего момента и координации детали на плоскости в определённом положении. Шпонки используют в малонагруженных соединениях. Недостатком шпоночных соединений является малая несущая способность, ослабление валов шпоночными пазами, концентрация напряжений из-за неблагоприятной формы шпоночных пазов, низкая технологичность. Особенно резко шпонки ослабляют полые валы, у которых отношение диаметра отверстия к диаметру вала d/D>0,5.По своей конструкции шпонки бывают: призматические (а),сегментные(б) , клиновые(в) Рис.5.9.
а б
в Рис.5.9 При сборке шпонка устанавливается в паз вала, ступицы или на плоскости с определённой посадкой.Рис.5.10 Наиболее часто применяют призматические и
Рис.5.10 Шпонки входят в паз так, что между её верхней плоскостью и дном паза ступицы оставляют зазор s .
Рис.5.11. Рис.5.12. Рис.5.13.
Шпоночные пазы на валу или плоскости обрабатывают фрезерованием шпоночной, концевой или дисковой фрезой Рис. 5.11. , а в ступице колеса долблением или протягиванием. Пазы на валу бывают закрытого и открытого типа Рис.5.12 и 5.13. Паз открытого типа выходит до торца вала. В зависимости от назначения, условий работы тип посадок и точность изготовления шпоночных пазов и шпонок определяется по справочной литературе.
5.1.5. Шлицевые соединения– применяются для передачи больших крутящих моментов и имеют преимущества перед шпоночными. В установках ЛА наиболее часто применяются щлицевые соединения с прямобочными и эвольвентными шлицами.Рис.5.14.
Рис.5.14
Современные методы обработки внутренних щлицев (протягиввание; шлифование центрирующих поверхностей) и наружных шлицев (фрезерование червячными фрезами и срогание долбяками методом обкатки; наружное протягивание; шлифование центрирующих поверхностей и рабочих граней шлицев) обеспечивает высокую точность и взаимозаменяемость шлицевых соединений. Прямобочные шлицы наиболее часто центрируют по внешнему диаметру вала, такая центровка является наиболее технологична Рис.5.15, эвольвентные шлицы центрируются по боковой поверхности.
Рис.5.15.
Таблица 7.1.
В таблице 7.1. приведены рекомендуемые поля допусков и посадок для шлицевых соединений. Центрирование по внутреннему диаметру применяется в том случае, когда ступица колеса подвергается термообработке с твёрдостью больше HRC 40. В процессе термообработки ступицы могут возникать поводки, которые исправляются шлифованием внутреннего диаметра.
5.1.6. Клиновые соединения. Применяются для соединения сопрягаемых цилиндрических поверхностей.
Рис.5.16 На рис. 5.16 показана конструкция клинового телескопического стыка, состоящего из стыковых шпангоутов, в которых выполнены кольцевые канавки прямоугольного сечения, а охватывающий шпангоут дополнительно снабжен монтажными окнами, через которые производится установка пакетов клиньев, состоящих из прокладки, прямого и обратного клиньев.
5.1.7. Байонетный стыкпредставляет собой разновидность телескопических стыков и соединений торцевых. Одно из таких соединений представлено на рис. 5.17. Соединение состоит из вставляемых друг в друга охватывающего и охватываемого шпангоутов. На шпангоутах выполнены несколько рядов трапецеидальных зубьев, чередующихся в поперечной плоскости с монтажными выемками, необходимыми для сопряжения байонетного соединения. При стыковке корпусов, один корпус разворачивается относительно другого на угол обеспечивающий свободное прохождение зубьев одного шпангоута в монтажные выемки другого, с последующим поворотом на угол обеспечивающий совмещение отверстий под фиксирующие элементы.
Рис.5.17 Торцевое соединение представляет собой разъёмное соединение которое обеспечивает координацию относительно друг друга плоских поверхностей, с помощью переходных деталей
5.2. НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ Находят широкое применение при изготовлении обтекателей, экранов, патронных ящиков, АПУ,АКУ, отдельных узлов и т.п. Эти соединения характеризуются неизменным положением собранных деталей и узлов относительно друг дуга. К таким соединениям относятся клёпка, сварка, пайка и склеивание. Выбор того или иного вида соединений зависит от конструкции устройства, применяемых материалов и условий работ изделия. Качество неразъёмных соединений в значительной степени зависит от совершенства техпроцесса, оборудования и инструмента. Лучшие показатели получаются при механизации техпроцесса и его автоматизации (постоянство режимов).
5.2.1. Заклёпочные соединения. Заклёпочные соединения применяют: в соединениях, где необходимо исключить сопутствующие сварке термическое воздействие, перегрев вблизи сварного соединения деталей и коробления изделия; в соединениях деталей из металлов , плохо поддающихся сварке, а также в соединениях из разнородных металлов; в соединениях металлических деталей с неметаллическими материалами.
|
||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 512. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 , (4.6)
, (4.6) - сборочный размер (замыкающее звено); L1, L2, L3…Ln – cоставляющие ( чертёжные) размеры деталей ( звенья размерной цепи).
- сборочный размер (замыкающее звено); L1, L2, L3…Ln – cоставляющие ( чертёжные) размеры деталей ( звенья размерной цепи). .
. , (4.7)
, (4.7) по известным числовым значениям составляющих (чертёжных) размеров деталей и допусков на них. В этом случае уравнение (4.6) примет вид
по известным числовым значениям составляющих (чертёжных) размеров деталей и допусков на них. В этом случае уравнение (4.6) примет вид (4.8)
(4.8) , (4.9)
, (4.9) - допуск сборочного или замыкающего размера установки;
- допуск сборочного или замыкающего размера установки;  - допуск составляющего (чертёжного) размера деталей; n - количество составляющих размеров размерной цепи.
- допуск составляющего (чертёжного) размера деталей; n - количество составляющих размеров размерной цепи.
 (4.10)
(4.10) по предельным размерам составляющих звеньев
по предельным размерам составляющих звеньев  ; (4.11)
; (4.11) (4.12)
(4.12) (4.13)
(4.13) и нижнего
и нижнего  отклонений сборочного размера по предельным отклонениям составляющих размеров . Верхнее отклонение определится из уравнения
отклонений сборочного размера по предельным отклонениям составляющих размеров . Верхнее отклонение определится из уравнения =
=  (4.14)
(4.14) =
=  (4.15)
(4.15)
 - допуск i – го звена размерной цепи
- допуск i – го звена размерной цепи - допуск на замыкающее звено.
- допуск на замыкающее звено. увеличивают в n раз и получают так называемый производственный допуск
увеличивают в n раз и получают так называемый производственный допуск 
 При этом точность изготовления деталей в n раз меньше чем деталей для сборки с полной взаимозаменяемостью. После изготовления деталей их сортируют на n групп, в каждой группе величина допуска на размер находится в пределах
При этом точность изготовления деталей в n раз меньше чем деталей для сборки с полной взаимозаменяемостью. После изготовления деталей их сортируют на n групп, в каждой группе величина допуска на размер находится в пределах 
 получают пригонкой детали 1, которая заранее изготавливается с припуском Z. Как правило, этот процесс достаточно трудоёмкий и требует высокой квалификации рабочих. Применяется в том случае, когда другие методы компенсации неприменимы.
получают пригонкой детали 1, которая заранее изготавливается с припуском Z. Как правило, этот процесс достаточно трудоёмкий и требует высокой квалификации рабочих. Применяется в том случае, когда другие методы компенсации неприменимы.  Под технологичностью конструкции изделия понимается совокупность свойств, обеспечивающих изготовление, ремонт и техническое обслуживание по наиболее эффективной технологии. При этом производится сравнение с аналогичными конструкциями, при одинаковых условиях изготовления, эксплуатации и показателях качества.
Под технологичностью конструкции изделия понимается совокупность свойств, обеспечивающих изготовление, ремонт и техническое обслуживание по наиболее эффективной технологии. При этом производится сравнение с аналогичными конструкциями, при одинаковых условиях изготовления, эксплуатации и показателях качества.



 Техпроцесс сборки изделия может быть представлен графически в виде структурной схемы сборки, в которой отображается последовательность сборочных операций. Операции проводятся по принципу последовательно-параллельной
Техпроцесс сборки изделия может быть представлен графически в виде структурной схемы сборки, в которой отображается последовательность сборочных операций. Операции проводятся по принципу последовательно-параллельной




 `
`








 сегментные шпонки.
сегментные шпонки.