|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Определение погрешности обработки для процессаIV типа точности
где Для определения суммарной величины случайных погрешностей во всей настроечной партии необходимо в качестве оценки σ0 принять
Фактическая величина постоянных погрешностей а) для наружных поверхностей
б) для внутренних поверхностей
где ВО и НО — верхнее и нижнее предельные отклонения измеряемого размера с учетом их знаков;
Для оценки точности процесса необходимо сравнить полученную суммарную погрешность Δ с допуском 2δ на размер детали. Точность процесса считается достаточной или избыточной, если удовлетворяется неравенство Δ ≤ 2δ. Однако на практике возможен брак даже и при избыточной точности процесса, если настройка станка была выполнена с погрешностью, величина которой превышала допустимое значение. Обозначим через Δ0 координату середины поля допуска относительно номинального значения размера
где ВО и НО — верхнее и нижнее предельные отклонения размера по чертежу с учетом знаков.  Тогда величина смещения среднего значения
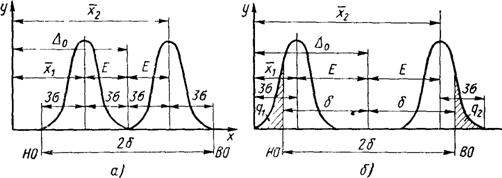
На рисунке 2, а показаны два крайних положения кривой нормального распределения отклонений измеряемого размера в поле его допуска Δ0, когда смещение E среднего
Рисунок 2. Допустимые (а) и недопустимые (б) смещения центра рассеивания Погрешностей
Из рисунка 2, а видно, что допускаемая погрешность настройки Δн.д. режущего инструмента на размер равна
Фактическая величина погрешности настройки Δн.д. определяется по формуле
Для работы без брака должно быть соблюдено неравенство
Если это неравенство не будет соблюдено и
Для сравнительной оценки точности аналогичных операций можно пользоваться коэффициентом точности Kт:
При Kт ≤ 1 точность процесса достаточная, а при Kт > 1 недостаточная. Для оценки точности настройки станка пользуются коэффициентом точности настройки e:
При этом допустимое значение eд:
Фактическое значение еф определится по формуле
Условия работы без брака выразятся неравенствами:
Для оценки устойчивости процесса по большой выборке достаточно подтверждений гипотез нормальности и случайности выборки. Если эти гипотезы подтверждаются, то процесс можно считать устойчивым во времени. |
|||||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 343. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |

 Для процесса IV типа точности (рисунок 1)суммарная погрешность обработки составляет
Для процесса IV типа точности (рисунок 1)суммарная погрешность обработки составляет ,
, - постоянные погрешности;
- постоянные погрешности;  - случайные погрешности.
- случайные погрешности. , где s - среднее квадратическое отклонение выборки, а z2 - коэффициент, определяемый в зависимости от объема выборки по таблице П5 приложения. Тогда
, где s - среднее квадратическое отклонение выборки, а z2 - коэффициент, определяемый в зависимости от объема выборки по таблице П5 приложения. Тогда . (1)
. (1) или резерв допуска, приходящийся на долю постоянных погрешностей, определяется по следующим формулам:
или резерв допуска, приходящийся на долю постоянных погрешностей, определяется по следующим формулам: ; (2)
; (2) , (3)
, (3) - среднее арифметическое значение отклонений действительных размеров xi от номинального размера
- среднее арифметическое значение отклонений действительных размеров xi от номинального размера 
 .
. . Координата Δ0 определяется по формуле
. Координата Δ0 определяется по формуле ,
, от Δ0 составит:
от Δ0 составит: .
.
 . (4)
. (4) . (5)
. (5) . (6)
. (6) , то при обработке настроечной партии неизбежен брак даже при избыточной точности процесса. Вероятный процент этого брака (рис. 2, б) можно определить по формуле
, то при обработке настроечной партии неизбежен брак даже при избыточной точности процесса. Вероятный процент этого брака (рис. 2, б) можно определить по формуле . (7)
. (7) . (8)
. (8) . (9)
. (9) . (10)
. (10) . (11)
. (11) (12)
(12)