|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Разработка технологического процесса.Стр 1 из 4Следующая ⇒ Оглавление Введение…………………………………………………………………………3 Литературный обзор……………………………………………………………4 Разработка технологического процесса………………………………………8 Основное оборудование и технологический процесс в цех по производству холоднокатаного листового проката, в т.ч. с покрытиями…………………10 Расчет количества горячекатаных рулонов на складе для обеспечения необходимой производительности…………………………………….……..13 Мероприятия по обеспечению безопасности труда……………………..….14 Заключение………………………………………………………………..…...21 Библиографический список…………………………………………………..23
Введение В соответствии с заданием разработать технологическую схему производства холодного проката, определить состав оборудования, разработать схему грузопотока в цехе. На основе расчетов производительности, пропускной способности выполнить расчет количества заготовок на складе для обеспечения заданной годовой производительности. Так же необходимо привести требования по обеспечению безопасности на производстве.
Литературный обзор Технологические линии станов горячей и холодной прокатки для производства тонколистового проката Станы холодной прокатки Известны два способа производства холоднокатаных листов: полистный и рулонный. Особенностью полистного способа прокатки является то, что первоначально сталь производят в рулонах, которые после холодной прокатки разрезают на листы и дальнейшую обработку (отжиг, дрессировку, правку и т. п.) ведут полистно.[1] В современных цехах холодной прокатки принят рулонный способ производства. В этом случае все операции по производству холоднокатаной стали ведут в рулонах. Перед сортировкой (ручной или автоматической) рулон разрезается на листы.  Производство холоднокатаных листов рулонным способом обеспечивает увеличение выпуска продукции на тех же производственных площадях, дает возможность механизировать и автоматизировать большинство технологических операций, повышает производительность труда, увеличивает выход годного металла, улучшает геометрическую форму н свойства металла вследствие устойчивости технологического процесса.
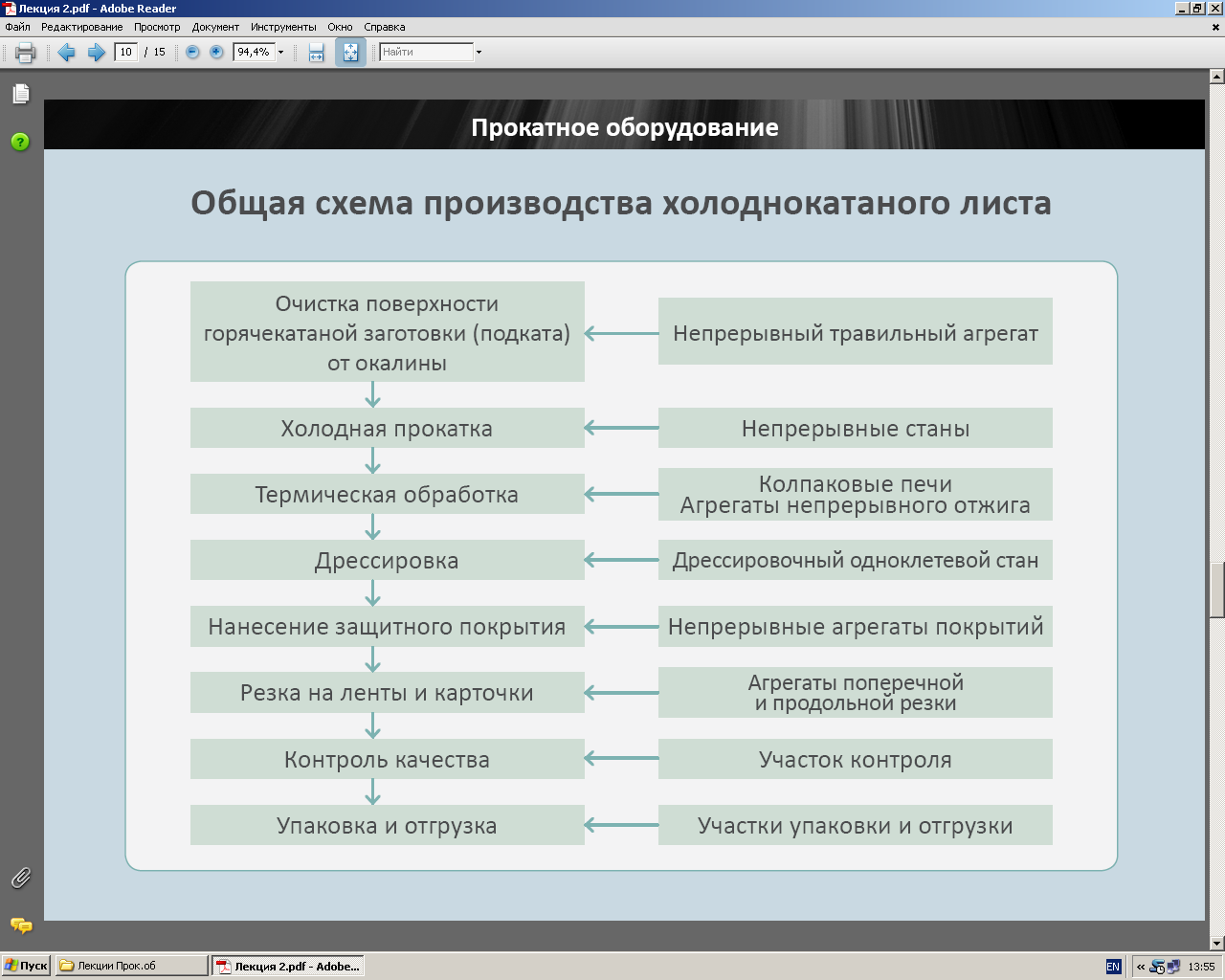
Рис. 1.Последовательность технологических операций производства холоднокатаных полос[3]
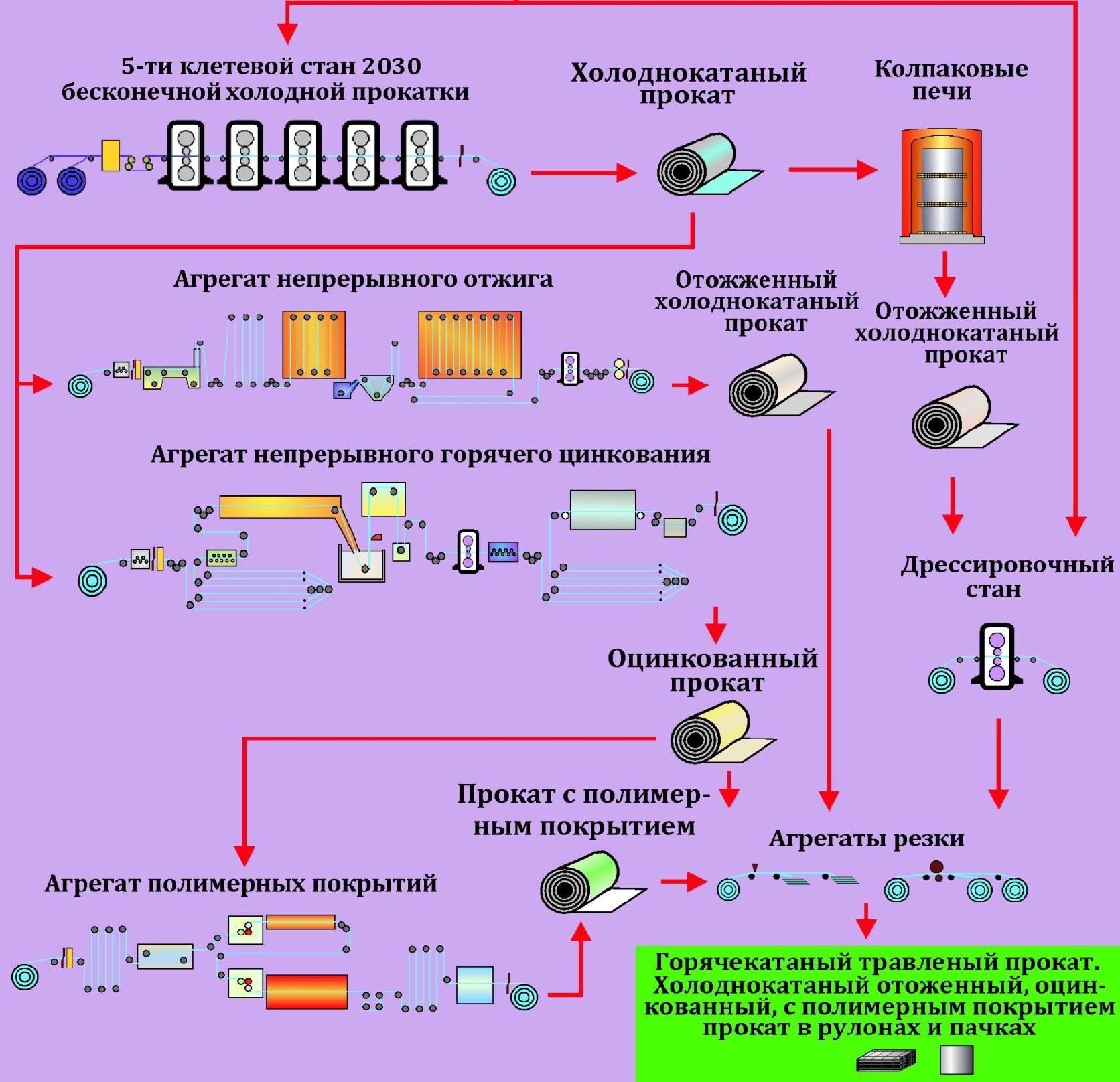
Рис.2. Схема производства х/к листовой стали ЦХПП в ПАО НЛМК Технологическая схема производства холодного проката и покрытий приведена на рис.3
Рис.3. План расположения оборудования цеха холодной прокатки полос с покрытиями с непрерывным пятиклетьевым станом 1 – непрерывные травильные агрегаты (НТА); 2 – непрерывный пятиклетьевой стан бесконечной прокатки; 3 – колпаковые печи для отжига; 4 – дрессировочные станы; 5 – агрегат непрерывного отжига (АНО); 6 – агрегат непрерывного горячего цинкования (АНГЦ); 7 – агрегаты полимерных покрытий (АПП); 8 – агрегаты поперечной и продольной резки полос
Рис. 4. План расположения оборудования цеха холодной прокатки трансформаторной стали с непрерывным пятиклетьевым и 20-валковыми станами 1 – непрерывные травильные агрегаты; 2 – агрегат нормализации горячекатаной полосы; 3 – горизонтальные агрегаты непрерывного отжига (АНО); 4 – агрегаты подготовки рулонов; 5 –непрерывный пятиклетьевой стан; 6 – реверсивный четырехвалковый стан; 7 – 20-валковые реверсивные станы; 8 – агрегаты обезжиривания и нанесения термостойкого покрытия; 9 – колпаковые вакуумные водородные электропечи для высокотемпературного отжига; 10 – агрегаты электроизоляционного покрытия; 11 – комбинированный агрегат резки; 12 – агрегат поперечной резки; 13 – агрегат продольной резки; 14 – контрольно-перемоточный агрегат; 15 – вертикальные (башенные) агрегаты непрерывного отжига
Разработка технологического процесса. Разработку технологического процесса, а так же компоновку оборудования будем делать на примере пятиклетьевого стана 2030 бесконечной прокатки ПАО “НЛМК”.
1 – непрерывные травильные агрегаты; 2 – непрерывный стан бесконечной прокатки; 3 – участок колпаковых печей; 4 – участок дрессировочных клетей; 5 – агрегаты поперечной резки; 6 – агрегат непрерывного отжига; 7 – агрегат непрерывного горячего цинкования; 8 – агрегаты полимерных (лакокрасочных) покрытий; 9 – агрегаты поперечной (продольной) резки; 10 – участок упаковки рулонов (пачек) |
||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 506. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 – Производство холодного проката и покрытий
– Производство холодного проката и покрытий  – Готовая продукция
– Готовая продукция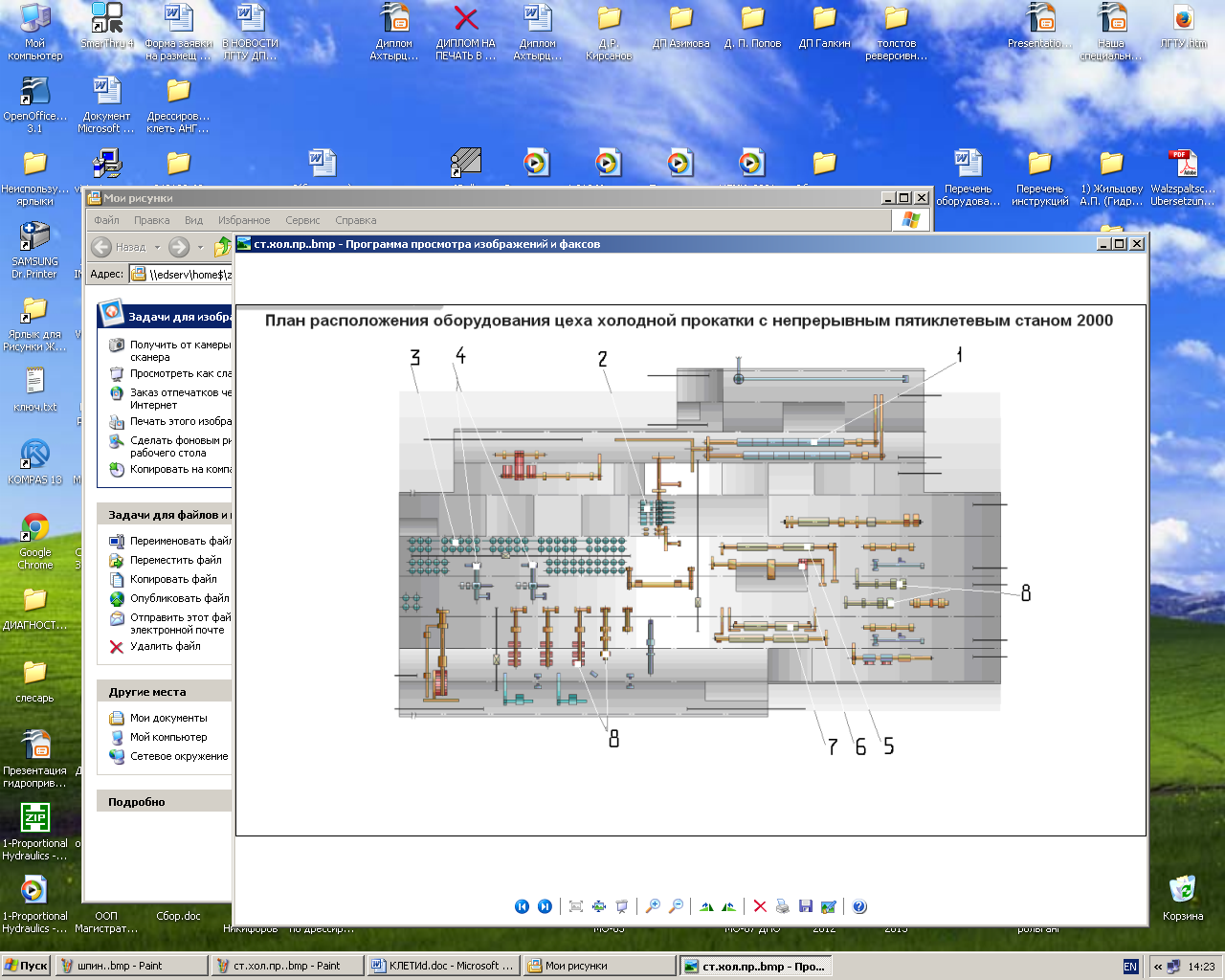
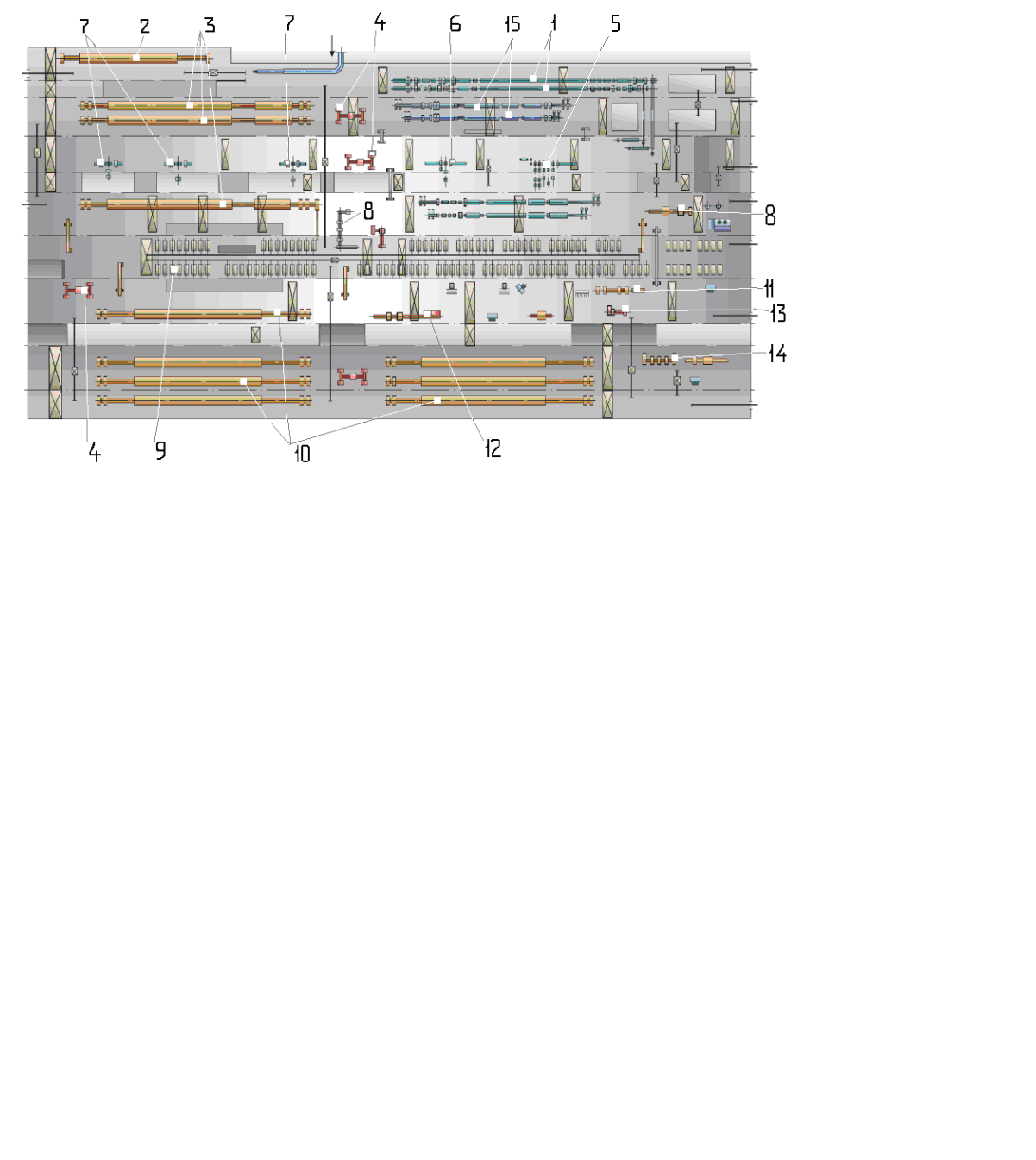
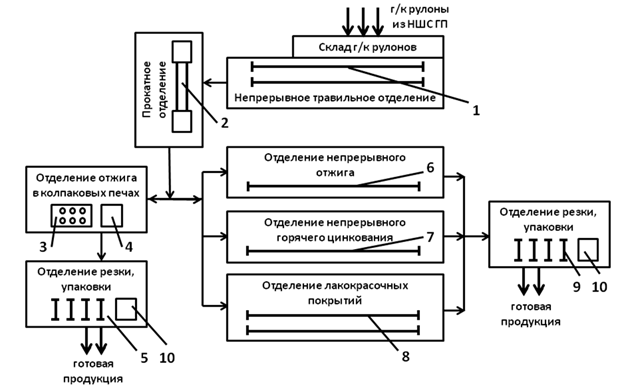 Рис.5. Структурная схема компоновки отделений цеха по производству х/к полос с покрытиями [2]
Рис.5. Структурная схема компоновки отделений цеха по производству х/к полос с покрытиями [2]