|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
ДЛЯ УЛУЧШЕНИЯ ПРОЦЕССА ЗАТВЕРДЕВАНИЯ ОТЛИВОК ⇐ ПредыдущаяСтр 4 из 4
Для улучшения направленности затвердевания отливок и захолаживания их массивных узлов и утолщений часто используют металлические наружные и внутренние холодильники. Наружный холодильник (рис.12, поз.3), расположенный у плиты 2 (рис.12,а) ускоряет затвердевание металла в центре отливки и улучшает питание жидким расплавом из прибылей 1 оставшейся части отливки. Наружный холодильник 3 у массивного прилива отливки 4 (рис.12,б) ускоряет его затвердевание и способствует одновременному или ускоренному затвердеванию части отливки с утолщением. При расчете наружных холодильников учитывают, что охлаждающая способность металла значительно больше, чем у формовочных материалов. Так, например, песчано-глинистой формы и чугунного холодильника удельная теплоемкость в кДж / (кг×К) соответственно равна 1,09 и 0,585, а теплопроводность в Вт/(м×К)×10-3 соответственно 0,755 и 46,50. При выборе размеров наружных холодильников часто пользуются эмпирическими зависимостями между его толщиной и толщиной захолаживаемой стенки отливки (с утолщением или без него). Некоторые авторы приводят расчетные формулы для определения массы или объема холодильников. Так, например, А.Ветишка полагает, что отвод теплоты наружным холодильником от отливки состоит из следующих частей расхода захолаживаемой части или узла отливки: а) теплоты перегрева Qпер жидкого расплава над линией ликвидус; б) теплоты затвердевания жидкого расплава; в) теплоты охлаждения затвердевшего металла. Из уравнения теплового баланса процесса получено следующего уравнение для расчета массы наружного холодильника: 
где Qy - масса захолаживаемой части отливки, кг; Сж, СТ - удельная теплоемкость жидкого и твердого металла, кДж/(кг×К); l - скрытая теплота фазового перехода (плавления или затвердевания) металла отливки, кДж/кг; tз, tл, tо - температуры, оС соответственно, заливки жидкого расплава в форму, ликвидуса сплава и начальная для холодильника; Dt - интервал температуры охлаждения затвердевшего металла отливки, оС; t3/2 - принятая температура нагрева холодильника во время затвердевания отливки. По данным различных авторов оптимальная толщина наружного холодильника не должна превышать 1/2 - 2/3 толщины охлаждаемого узла. В расчетах также необходимо учесть, что если наружный холодильник находится на пути заливки расплава в форму, то он нагревается потоком жидкости и эффективность захолаживающего действия его частично теряется. Внутренние холодильники могут частично или полностью расплавляется жидким металлом отливки. При расчете массы полностью расплавляемого внутреннего холодильника составляют уравнение теплового баланса процесса - количество тепла для охлаждения жидкого металла массивного узла отливки до температуры начала его затвердевания равно количеству тепла для нагрева холодильника и его расплавления. Из этого условия получено уравнение
Если внутренний холодильник не расплавляемый, то при расчете его массы считают, что теплота охлаждения жидкого металла массивного узла отливки или всей отливки и теплота его затвердевания равны количеству теплоты для нагрева холодильника до температуры его солидуса. Из этих условий получают следующее расчетное уравнение:
В формулах (37) и (38) обозначения величин те же, что и в формуле (36). Предположим, что в отливку (или в ее узел) цилиндрический формы вставлен по центру нерасплавляемый цилиндрический холодильник (рис.13). Высота отливки и холодильника - h. Найдем соотношение между диаметрами нерасплавляемого холодильника dx и отливки do. Учтем, что массы холодильника Qx и узла Qу выражаются следующим образом:
где r - плотность металла, г/см3 (принята приближенно равной для жидкого и твердого состояния). Подставляя (39) и (40) в формулу (38), получим
После преобразований из (41) имеем
Из выражения (42) после необходимых сокращений получим
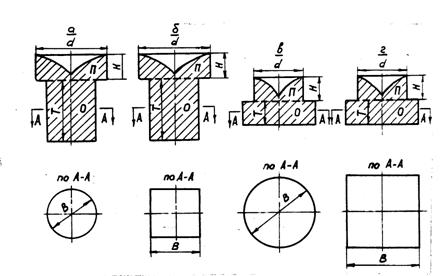
Следует заметить, что формулы (36), (37), (38) и (43) являются приблизительными, так как они не могут учесть всего многообразия форм тепловых узлов, отливок и конфигурации холодильников, а также других технологических и физических факторов (приближенность величин теплоемкостей и теплот плавления-затвердевания металла, а также его температур ликвидус и солидус, различие между принятой расчетной температурой заливки расплава в форму и фактической температурой жидкого металла и т.п.). Задача 25. В форме отливают квадратный брус сечением l´l см2 с двумя прибылями (рис. 12, а). А. Для улучшения действия прибылей в центре бруса снизу в форме закладывают наружный холодильник длиной d, см, т.е. с площадью прилегания холодильника и бруса l´d. Захолаживаемым узлом отливки считать часть бруса, прилегающего к холодильнику с площадью основания l´d и высотой l. Найти массу захолаживаемого узла Qу1, массу наружного холодильника Qx1 и его высоту b1. Б. Длинный прямоугольный брус сечением l´l (рис. 12,б) снизу имеет прилив с размером основания l´1,5d и высотой 0,8l. Для ускоренного затвердевания прилива в форму снизу закладывают наружный холодильник. Найти массу захолаживаемого узла Qy1, массу наружного холодильника Qx2 и его высоту h. В расчетах использовать формулу (36), плотность металла принять равной 7 г/см3. Таблица 25 Многовариантные задания к задаче 25 для определения массы Qx и высоты наружного холодильника b.
Пример решения варианта 1
А. а) находим массу захолаживаемого узла отливки Qy = l ´ l ´ d ´ r = 5 ´ 5 ´ 10 ´ 7 = 1750 г = 1,75 кг;
б) по формуле (36) определяем массу холодильника
в) высоту холодильника находим из условия l × d × b1× r = Qx или 5 × 10 b1 × 7 = 1020,
Б. а) рассчитываем массу захолаживаемого узла отливки Qy = l × 1,5 × 0,8 × r = 5×(1,5 × 10) × (0,8 × 5) × 7 = 5 × 15 × 4 × 7 = 2100 г = 2,1 кг;
б) по формуле (35) находим массу холодильника, при этом учитываем, что в правой части уравнения, кроме Qy, все величины остаются прежним
в) высоту холодильника находим из условия l × 1,5 d × b2 × r = Qx или 5 × (1,5 × 10)× b2 × 7 = 1230,
Ответы: А. Qy = 1,75 кг; Qx = 1,02 кг; b1 = 2,9 см. Б. Qy = 2,1 кг; Qx = 1,23 кг; b2 = 2,35 см.
Задача 26. Тепловые узлы отливки часто имеют форму шара. Для теплового узла диаметра D вычислить по формуле (37) массу расплавляемого холодильника Qx, предварительно вычислив массу узла Qy. Найти отношение j = (Qx/Qy) × 100%. Плотность металла принять r = 7 г/см3. Таблица 26 Многовариантные задания к задаче 26 для определения массы внутреннего расплавляемого холодильника
Пример решения варианта 1
а) находим массу захолаживаемого узла отливки
б) по формуле (37) определяем массу расплавляемого холодильника
в) рассчитываем отношение
Ответы: Qx = 1,0 кг; Qy = 29,2 кг; j = 3,4 %.
Задача 27. По формуле (42) вычислить минимальный диаметр dx нерасплавляемого холодильника, вставляемого в центр цилиндрической отливки диаметра do (рис. 3). Найти отношение j = (Qx / Qy) × 100%, где Qx - масса холодильника, а Qy - масса узла отливки.
Таблица 27 Многовариантные задания к задаче 27 для определения диаметра внутреннего нерасплавляемого холодильника в цилиндрической отливке
Пример решения варианта 1
а) вычислим следующее выражение в формуле (42):
б) определим dx из формулы (42):
в) найдем отношение
Ответы: dx = 71 мм; j = 30,5%. НАПРЯЖЕНИЯ В ОТЛИВКАХ
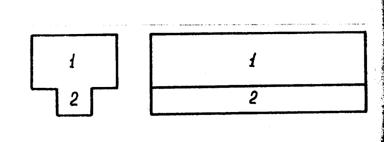
После затвердевания металла отливка редко охлаждается равномерно: одни ее части охлаждаются быстрее других. Пусть имеется отливка (рис. 14), у которой часть 1 массивная и часть 2 - более тонкая. Очевидно, после заливки расплава в форму более тонкая часть отливки 2 по сравнению с частью 1 остывает быстрее. Усадка металла, т.е. уменьшение размеров отливки, происходит с разной скоростью. Усадка металла в более холодной части 2 тормозит более нагретая часть 1. И наоборот, усадку более нагретой части 1 тормозит более холодная часть 2. Остывание части 2 происходит быстрее части 1; поэтому более поздняя усадка части 1 отливки вызывает сжимающие напряжения в более холодной части 2 отливки (условно эти напряжения считаются отрицательными и обозначаются - Величину напряжений в металле можно вычислить по формулам:
где Е - модуль упругости металла, МРа; f1, f2 - площади сечений 1-й и 2-й частей отливок, см2; el - линейный коэффициент усадки металла; t1-t2 - разность температур между горячей и холодной частями отливки.
Задача 28. По заданным величинам Е, el, отношению f1/f2 и разности температур t1-t2 вычислить по формулам (43) и (44) напряжения
Таблица 28 Многовариантные задания к задаче 28 для определения напряжений в неравномерно охлаждающейся отливке
Пример решения варианта 1
а) в формулах (43) и (44) найдем отношения Обозначим
Выразим искомое отношение через К:
б) используя формулы (43) и (45), найдем
в) используя формулы (44) и (46), определим
Ответы:
РИСУНКИ К ЗАДАЧАМ
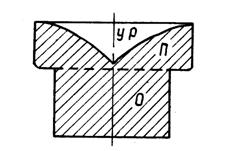
Рис.1. Простейшая схема расположения отливки (О), прибыли (П) и усадочной раковины (УР)
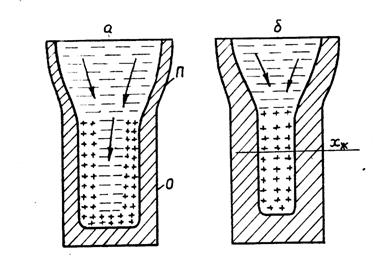
Рис.2. Расположение жидкого расплава отливки (О), прибыли (П) в песчано-глинистой форме (Ф) перед началом затвердевания расплава hв - высота опускания расплава при охлаждении от температуры конца заливки его в форму до температуры начала его затвердевания (внешняя раковина).
Рис. 3. Профиль вертикального сечения усадочной раковины цилиндрической прибыли по уравнению (3) А.А.Рыжикова x, y - координаты одной из точек поверхности раковины
Рис. 4. Схема расположения отливок (О) и прибылей (П) при расчете глубины усадочной раковины: а - круглые; б - прямоугольные вытянутые отливки; в, г - то же, отливки в виде плит.
Рис. 5. Схема расположения четырех местных прибылей (П) на литом кольце (К).
Рис. 6. Схема расположения двух местных прибылей (П) на цилиндрической отливке (О).
Рис. 7. Схема расположения прибыли (П) на цилиндрической отливке (О).
Рис.8. Схема расположения в литейной форме отливки (О), прибыли (П), патрона газообразной смеси (ГС) и усадочной раковины (Р): сразу после заливки расплава (а) и после окончания затвердевания металла (б).
Рис.9. Две стадии питания из прибыли центральной части отливки расплавом: а - свободное и б - затрудненное.
Рис.10. Схема расположения напуска (заштриховано) на отливке вертикальной плиты с начальной шириной.
Рис. 11. Рассчитанная толщина плиты с напуском
Рис. 12. Схема расположения наружных холодильников в центре бруса (а), у массивного прилива отливки (б).
Рис. 13. Схема расположения цилиндрического холодильника (Х) в центре цилиндрической отливки (О).
Рис. 14. Схема отливки с частями различной площади поперечного сечения - большей (1) и меньшей (2).
СПИСОК ЛИТЕРАТУРЫ
1. Гуляев Б.Б. Теория литейных процессов. - Л.: Машиностроение, 1976. - 214 с. 2. Теоретические основы литейной технологии / А. Ветишка, И. Брадек, И. Мацашек, С. Словак. - Киев: Вища шк., 1981. - 318 с. 3. Попов А.Д. Расчет прибылей для отливок, - М.: Машгиз, 1957. - 54 с. 4. Рыбакин С.В., Гридин А.Д. Отливка стальных деталей с закрытыми прибылями под газовым давлением. - Харьков: Металлургиздат, 1956. - 56 с.
СОДЕРЖАНИЕ
. * Задача иллюстрирует положение А.А.Байкова о “планктоне” неметаллических включений в металле * Форма: П-г - песчано-глинистая; Чуг - чугунная. * В - сторона квадрата плиты; ** d - толщина плиты; *** А - эмпирический коэффициент в формуле (29). * обозначения величин ev и h см. в задаче 12. Примечания: * при решении задачи учесть, что смесь СаСо3+С используется не полностью и коэффициент использования смеси определяется эмпирическим уравнением А=1/(1,9-0,0015 Go);
** В таблице Go, Gп - масса отливки и прибыли в % - процент объема усадочной раковины от суммы объемов отливки Vo и прибыли Vп; Р - избыточное давление в раковине отливки; t - температура газа в раковине отливки, оС. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 391. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |

 .
.
 .
.
 ;
;


 .
.



 кг
кг см.
см. кг;
кг; см.
см. г = 29,2 кг;
г = 29,2 кг;
 .
.
 мм;
мм; ; в этом выражении выразим отношение
; в этом выражении выразим отношение  через соответствующие площади сечений отливки и холодильника, т.е.
через соответствующие площади сечений отливки и холодильника, т.е.
 .
. ). Более холодная часть отливки 2 тормозит усадку более горячей части 1 и вызывает в ней растягивающие напряжения (условно +
). Более холодная часть отливки 2 тормозит усадку более горячей части 1 и вызывает в ней растягивающие напряжения (условно +  ).
). ;
;

 и
и  .
. и
и  ,
, и
и 
 ,
,
 ;
;











 в зависимости от расстояния L от нижней торцевой поверхности.
в зависимости от расстояния L от нижней торцевой поверхности.