|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Группы улучшаемых конструкционных сталей по степени нагруженности деталей машин и механическим свойствам после закалки и высокого отпуска
К сталям первой группы относятся углеродистые стали марок 35,40,45. Эти стали имеют малую прокаливаемость (10…18 мм) и используются для изготовления деталей с небольшим поперечным сечением или работающих при небольших нагрузках (валики, втулки, гайки и т.д.). Во вторую группу входят хромистые, марганцовистые и хромомарганцовистые стали, имеющие прокаливаемость 20…40 мм. Одним из важнейших легирующих элементов в конструкционных сталях является хром, вводимый в количестве 0,5…1,8%. Введение хрома увеличивает устойчивость аустенита на диаграмме изотермического превращения и повышает прокаливаемость стали. Широко используются хромистые стали марок 30Х,40Х,45Х, применяемые для изготовления коленчатых валов, шестерен, валов ответственного назначения. Дополнительное увеличение прокаливаемости достигается путем присадки 0,002…0,004% бора в хромистые стали (стали марок 35ХР, 40ХР).  Марганцовистые стали (40Г2, 45Г2) имеют повышенную прока- ливаемость по сравнению с углеродистыми сталями. Недостатком этих сталей является их крупнозернистость и склонность к отпускной хрупкости. Из марганцовистых сталей изготовляются шатуны, оси и другие детали, подвергающиеся высоким нагрузкам. Дополнительное увеличение прокаливаемости конструкционных сталей достигается при одновременном легировании хромом и марганцем (40ХГ и др.). К числу недостатков этих сталей относятся большая склонность к росту зерна аустенита и отпускной хрупкости. Для предотвращения роста зерна аустенита в хромомарганцовистые стали вводится небольшое количество титана (стали 30ХГТ, 40ХГТ). Широкое распространение, особенно в самолетостроении, получили хромомарганцовокремнистые стали типа хромансил 30ХГС, 35ХГС. Эти стали имеют повышенную прокаливаемость, высокую прочность и хорошую свариваемость. К улучшаемым сталям третьей группы относятся хромоникелевые стали 40ХН, 45ХН, 50ХН, 30ХН3А и др. Эти стали вследствие малой критической скорости закалки имеют большую прокаливаемость при закалке в масле (более 40 мм) и позволяют получать однородную структуру сорбита в крупных изделиях. Никель является важнейшим легирующим элементом в конструкционных сталях. Введение никеля упрочняет сталь и снижает температуру перехода стали из вязкого состояния в хрупкое (порог хладноломкости). Хромоникелевые стали применяются для крупных изделий сложной конфигурации, работающих при высоких динамических нагрузках. Недостатком этих сталей является большая склонность к отпускной хрупкости второго ряда. Отпускная хрупкость устраняется дополнительным введением в сталь молибдена. Хромоникелемолибденовые стали (40ХНМ и др.) обладают наибольшей прокаливаемостью вследствие большой устойчивости аустенита. Эти стали применяются для наиболее ответственных и крупных деталей машин. Молибден в стали 40ХНМ может быть заменен вольфрамом. Дальнейшее повышение прочности хромоникелемолибденовых сталей достигается введением 0, 10…0,15% ванадия. Данные о механических свойствах некоторых улучшаемых сталей приведены в табл.12. Таблица 12. Механические свойства некоторых типовых конструкционных среднеугле- родистых сталей после закалки и высокого отпуска при температуре 540…600
Краткая характеристика основных видов конструкционных улучшаемых легированных сталей приведена ниже. Хромистые стали 30Х, 38Х и 50Х применяют для средненагруженных деталей небольших размеров. С увеличением содержания углерода возрастает прочность, но снижаются пластичность и вязкость. Прокаливаемость хромистых сталей невелика. Хромомарганцевые стали. Совместное легирование хромом (0,9…1,2%) и марганцем (0,9…1,2%) позволяет получить стали с достаточно высокой прочностью и прокаливаемостью (40ХГ). Однако хромо- марганцевые стали имеют пониженную вязкость, повышенный порог хладноломкости (от 20 до -60 Хромокремнемарганцевые стали. Высоким комплексом свойств обладают хромокремнемарганцевые стали (хромансил). Стали 25ХГС и 30ХГС обладают высокой прочностью и хорошей свариваемостью. Стали хромансил применяют также в виде листов и труб для ответственных сварных конструкций (самолетостроение). Стали хромансил склонны к обратимой отпускной хрупкости и обезуглероживанию при нагреве. Хромоникелевые стали обладают высокой прокаливаемостью, хорошей прочностью и вязкостью. Они применяются для изготовления крупных изделий сложной конфигурации, работающих при динамических и вибрационных нагрузках (40ХН и др.). Хромоникелемолибденовые стали. Хромоникелевые стали обладают склонностью к обратимой отпускной хрупкостью, для устранения которой многие детали небольших размеров из этих сталей охлаждают после высокого отпуска в масле, а более крупные детали в воде. Для устранения этого дефекта стали дополнительно легируют молибденом (40ХН2МА) или вольфрамом. Хромоникелемолибденованадиевые стали обладают высокой прочностью, пластичностью, вязкостью и низким порогом хладноломкости. Этому способствует высокое содержание никеля. Недостатками сталей являются трудность их обработки резанием и большая склонность к образованию флокенов. Стали применяют для изготовления наиболее ответственных деталей турбин и компрессорных машин (38ХН3МФ). Мартенситно-стареющие высокопрочные стали. Применение в технике получила высокопрочная мартенситно-стареющая сталь Н18К9М5Т (масс.%: 0,03 Детали из этих сталей подвергаются закалке на мартенсит и последующему отпуску при температуре 480…540 Мартенситно-стареющие стали применяют в авиационной промышленности, ракетной технике, судостроении, приборостроении для упругих элементов, в криогенной технике и т. д. Эти стали дорогостоящие. Хладностойкие материалы. Хладностойкими называют материалы, сохраняющие достаточную вязкость при низких температурах от 0 до -269 Материалы для атомного машиностроения. Конструкции ядерных реакторов, к которым относятся корпуса реакторов, системы трубопроводов, защитные оболочки тепловыделяющих элементов, регулирующих стержней и др., работают в условиях радиационного облучения нейронами и другими тяжелыми частицами ( Материалами, способными к длительной работе при температурах до 500…600 Для работы при более высоких рабочих температурах используются сплавы циркония с оловом, содержащие 1,3…1,6% олова, 0,03…0,05% гафния, не более 0,06% кислорода и азота. Рессорно-пружинные стали. Стали для пружин и рессор должны иметь высокий предел упругости (текучести) и предел выносливости; пластические свойства стали имеют меньшее значение. Для изготовления пружин и рессор применяются конструкционные стали с повышенным содержанием углерода ( 0,5…0,7% ) марок 65, 65Г, 60С2, 50ХФА и др. Окончательная термическая обработка пружин и рессор заключается в закалке от температуры выше критической точки А Усталостная прочность пружин и рессор может быть повышена путем поверхностного наклепа с помощью обдувки дробью. При этом поверхность изделия подвергается наклепу на глубину 0,2…0,4 мм стальной или чугунной дробью. Возникающие в этом слое напряжения сжатия повышает предел усталости, и уменьшают вредное действие различных дефектов поверхности рессор и пружин. Дробеструйная обработка применяется и для других деталей, работающих в условиях знакопеременных нагрузок (зубья шестерен, галтели коленчатых валов, полуоси автомобилей, пальцы гусеничные и др.). Шарикоподшипниковые стали. Стали для подшипников качения должна иметь высокую твердость, износостойкость, прочность и предел выносливости. В качестве шарикоподшипниковой стали применяются высокоуглеродистые стали с содержанием 0,95…1,15%С, легированные хромом (ШХ6, ШХ9, ШХ15; число в обозначении марки указывает среднее содержание хрома в десятых долях процента). Стали должны иметь минимальное количество металлургических дефектов (неметаллических включений, пор и др.). Эти дефекты служат концентраторами напряжений и могут привести к образованию трещин и выкрашиванию стали. Термическая обработка шарикоподшипниковых сталей включает две основные операции – закалку от температуры выше критической точки А Очень крупные роликовые подшипники диаметром 0,5…2,0 м из- готовляются из цементуемой хромоникелевой стали 20Х2Н4А. Аустенитная сталь высокой износостойкости. В качестве износостойкой стали, когда изнашивание происходит при одновременном приложении сильного давления или ударов, применяется марганцовистая литая сталь марки 110Г13Л (1,1% углерода и 13% марганца) аустенитного класса (сталь Гадфильда). Литая сталь имеет структуру из аустенита и карбидов, как видно из схемы микроструктуры (рис. 102). Путем закалки с 1100
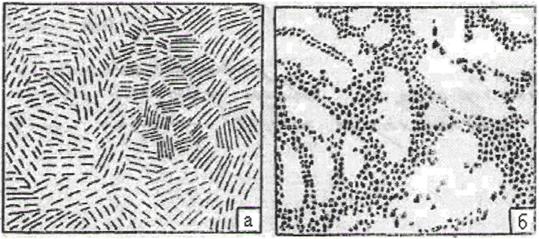
кость при воздействии значительных давлений и ударах (траки гусеничных машин, крестовины железнодорожных путей, щеки дробилок для измельчения камней, зубья ковшей экскаваторов, броня несгораемых шкафов и др.). Механическая обработка такой стали затруднена, т.к. при резании возникает наклеп и сталь упрочняется. Поэтому детали из стали 110Г13 часто изготавливают способами литейного производства. 4.3. Инструментальные материалы. В зависимости от назначения и условий работы в машиностроении различают, стали и сплавы для режущего инструмента, штампов и мерительного инструмента. Стали для режущего инструмента. Эти стали в готовом инструменте должны иметь следующие свойства: 1.Высокую твердость (НRС 60…65) и износостойкость для сохранения формы и размеров режущих кромок при резании. 2.Высокую прочность для предотвращения выкрашивания и поломок инструмента. 3.Удовлетворительную вязкость для предупреждения поломок при вибрациях и ударах. В качестве инструментальных сталей применяют углеродистые, легированные и быстрорежущие стали. Углеродистые стали У10, У11, У12 (число показывает среднее содержание углерода в десятых долях процента) используются для изготовления инструментов, работающих с небольшими скоростями (метчики, развертки, плашки и др.). Из легированных сталей преимущественно применяются хромистые стали и стали с дополнительными добавками марганца и других элементов (Х, ХГ, 9ХС, ХВГ и др.). Они используются для изготовления фасонного инструмента (сверла, фрезы, протяжки и др.). Окончательная термическая обработка инструмента состоит из закалки и низкого отпуска. Нагрев под закалку рекомендуется проводить в аннах с расплавленными солями (например, 50% NaCl и 50%KCl), что обеспечивает защиту от окисления и обезуглероживания, большую скорость нагрева (20…30 с на 1 мм толщины). Температура нагрева принимается выше линии А Нагрев в ваннах с расплавленными солями и охлаждение в смеси щелочей NaOH и KOH позволяет сохранять почти без изменения цвет поверхности закаливаемого инструмента («светлая» закалка). Для уменьшения напряжений и хрупкости при сохранении высокой твердости инструмента после закалки проводится низкий отпуск при 160…180 Быстрорежущие стали по химическому составу являются высоколегированными с содержанием 5,5…18% вольфрама, 3…4%хрома, 1…5% ванадия и 0,5…5,5% молибдена. Характерным свойством этих сталей является теплостойкость-способность сохранять мартенситную структуру, высокую твердость и износостойкость при нагреве до повышенных температур (600…650 Температура разогрева инструмента при резании металлов возрастает с повышением скорости резания. При механической обработке инструментом из быстрорежущей стали благодаря свойству теплостойкости можно применять более высокие скорости резания по сравнению с обработкой инструментами из углеродистой и легированной сталей. Литая быстрорежущая сталь имеет структуру из ледебурита (смесь карбидов Fe Рис.103. Схема микроструктуры быстрорежущей стали в литом состоянии (а) и после ковки и отжига (б). Окончательная термическая обработка инструмента из быстрорежущей стали состоит из операций закалки и отпуска (рис.104). Закалка быстрорежущей стали в отличие от других инструментальных сталей проводится от высоких температур 1260…1280
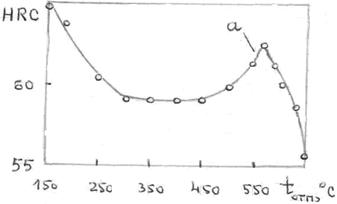
Для полного превращения остаточного аустенита в мартенсит отпуск проводится два - три раза. В результате отпуска твердость стали повышается от НRС 63 до 65 и прочность на изгиб возрастает от 1950 до 3150 МПа. Различают две группы быстрорежущих сталей: 1.Стали нормальной производительности (умеренной теплостойкости) Р6М5, Р12 и др. для механической обработки резанием материалов средней твердости ( буква Р означает быстрорежущую сталь, число после буквы Р – среднее содержание вольфрама в процентах). 2.Стали повышенной производительности (высокой теплостойкости) Р14Ф4, Р9К5, Р9К10, Р18К5Ф2 и др., дополнительно легированные ванадием или кобальтом ( буквы Ф и К означают ванадий и кобальт, числа после букв – среднее содержание этих элементов в процентах). Эти стали применяются для механической обработки резанием жаропрочных и коррозионностойких сталей, титановых сплавов и других труднообрабатываемых резанием материалов. Особую группу вольфрамосодержащих сталей составляют порошковые быстрорежущие стали, изготовляемые способами порошковой металлургии (МП). По одному из способов порошок, полученный распылением струи расплавленной быстрорежущей стали аргоном, прессуют при давлении 700…800 МПа, спекают при 1230…1270 Такие стали марок Р6М5К5 МП, Р6М5Ф3 МП и др. в виде прутков диаметром до 150 мм и длиной до 500 мм отличаются мелкозернистой однородной структурой. Стойкость режущих инструментов из этих сталей в 1,5…3 раза выше, чем у сталей, полученных обычным металлургическим способом. Дополнительное увеличение стойкости инструментов (до шести раз) достигают введением в состав порошковой быстрорежущей стали до 10% карбидов титана, ниобия или карбонитрида титана. Такие материалы называют карбидосталями. В целях экономии вольфрама и, частично, молибдена в конце 1970-х и 1980-е гг. были разработаны быстрорежущие безвольфрамовые стали. Эти стали имеют такие химические составы, которые обеспечивают возможность упрочнения путем проведения закалки от высоких температур и отпуска аналогично вольфрамосодержащим сталям. Отпуск при повышенных температурах 580 Рис.105.Зависимость твердости закаленной стали 11М5Ф от температуры отпуска (закалка от температуры 1020 Сравнительные характеристики некоторых быстрорежущих сталей даны в табл. 13. Таблица 13
Быстрорежущие стали относятся к сталям с карбидным упрочнением. Разработаны дисперсионно-твердеющие быстрорежущие стали с интерметаллидным упрочнением, например, Co Абразивные материалы. Абразивные материалы используются в виде порошков в связанном или свободном состоянии. Инструментами при обработке различных изделий машиностроения являются шлифовальные круги, ленты, бруски, притиры. Материалы для абразивной обработки должны обладать высокой твердостью и прочностью в сочетании с некоторой хрупкостью, а также физико-химической инертностью к обрабатываемому материалу. В качестве абразивных материалов применяются тугоплавкие безкислородные химические соединения: карбиды и нитриды кремния, алюминия, бора. Используются также металлоподобные химические соединения ряда металлов с неметаллами: кремнием, углеродом, бором, азотом. Различают естественные (наждак, корунд, гранит и др.) и искусственные (электрокорунд нормальный, карбид кремния зеленый, карбид бора и др.) абразивные материалы. Абразивные порошкообразные материалы принято подразделять в зависимости от величины микротвердости на три группы (табл.14). Таблица 14 Классификация абразивных материалов.
Материалы группы 3 выделяют в особый класс сверхтвердых материалов (см. ниже). При изготовлении абразивных инструментов (шлифовальных кругов, брусков, притиров) твердые и хрупкие зерна абразивов размещают в более пластичных полимерных, керамических, металлических и иных связках – матрицах. Для шлифовальных кругов наибольшее применение получили керамическая (К), бакелетовая (Б) и вулканитовая (В) связки. Керамическая связка состоит из огнеупорной глины, полевого шпата, кварца с добавками талька, мыла и жидкого стекла. Основу бакелетовой связки составляет фенолоформальдегидная смола. В состав вулканитовой связки входят каучук и 25…30% серы. При изготовлении кругов происходит вулканизация каучука. Способность связки удерживать абразивные зерна на поверхности инструмента в процессе резания называется твердостью круга. Абразивные инструменты имеют ряд групп и подгрупп твердости, рассматриваемых в специальной литературе. Правильно выбранная твердость круга обес- печивает самозатачивание, т. е. обновление в процессе резания режущей способности круга за счет выкрашивания затупившихся абразивных зерен. Сверхтвердые материалы. К классу сверхтвердых материалов относят такие материалы, главным образом с ковалентными связями, у которых микротвердость выше, чем у природного корунда, то есть выше 19600 МПа. В зависимости от микротвердости они классифицируются на пять подклассов. ( табл.15). Таблица 15 Классификация сверхтвердых материалов.
Алмазы характеризуются высокой твердостью, хорошей тепло- проводностью ( Синтетические алмазы получают из углеграфитовых материалов в специальных камерах высокого давления при р =5000…7000 МПа и температурах не ниже 1400…1500 К. Высокая температура достигается пропусканием электрического тока через нагревательное устройство. Кубический нитрид бора КНБ имеет более низкую твердость по сравнению с алмазом и теплопроводность ( Композиционные сверхтвердые материалы в виде поликристаллов получают различными способами. Так, материалы типа баллас (АСБ) и карбонадо (АСПК) изготовляют пропиткой пористых прессовок, с формованных из алмазных порошков с металлическими покрытиями. По аналогичной технологии получают материалы эльбор - Р из кубического нитрида бора. Для изготовления лезвийного режущего инструмента, например резцов, разработаны композиционные материалы типа ПТНБ из смесей кубического и вюрцитного нитрида бора. Алмазные порошки, выпускаемые промышленностью, классифи- цируются в зависимости от метода получения и размера зерен на следующие группы: 1.Алмазные шлифпорошки с размером зерен от 40…50 мкм до 630…800 мкм. Они выпускаются следующих основных марок: АС2, АС4, АС6, АС15, АС20, АС32, АС50. Чем выше число, тем больше прочность зерен алмазов. Рекомендуются для инструментов на металлических, органических и керамических связках, используемых при разрезании и обработке стекла, керамики, камня, гранитов, горных пород, корунда и др. 2.Алмазные шлифпорошки с покрытиями поверхности зерен. Применение покрытий повышает стойкость инструментов и снижает расход алмазов. В качестве стандартных используются следующие виды покрытий зерен:
3.Алмазные микропорошки с размером зерен от < 1,0 мкм до 40…60 мкм двух разновидностей:
Микропорошки выпускаются зернистостью 60/40, 40/28, 28/20, 20/14, 14/10, 10/7 и др. до 1/0 мкм. В обозначении марок числитель показывает максимальный, а знаменатель минимальный размеры основной фракции порошка в микрометрах. Микропорошки применяются для изготовления абразивных инстру- ментов, а также использования в свободном незакрепленном состоянии в пастах и суспензиях. Микропорошки АМ и АСМ используют при доводочных работах изделий из закаленных сталей, стекла, керамики и др. Для обработки изделий из более твердых материалов (корунда, керамики, природных алмазов и других труднообрабатываемых материалов) рекомендуются микропорошки АН и АСН. Твердые порошковые сплавы состоят из карбидов вольфрама, титана и тантала (WC, TiC, TaC) с небольшими добавками кобальта. Карбиды очень тугоплавки и имеют большую твердость. В отличие от сталей твердые сплавы имеют более высокую теплостойкость (твердость сохраняется при нагреве до 1000 Твердые порошковые сплавы изготовляются методами порошковой металлургии, т. е. путем прессования смеси порошков карбида и кобальта с последующим спеканием при температуре 1400…1450 1.Вольфрамовые марок ВК2, ВК3М, ВК6, ВК8, ВК20, ВК30 с разным содержанием кобальта (в сплаве ВК2 – 2% Со и т.д.) для обработки хрупких материалов (чугун, стекло и др.). 2.Титановольфрамовые Т30К4, Т15К6, Т14К8, Т5К10, Т5К12В с разным содержанием кобальта и карбидов титана (например, в сплаве Т15К6-15%TiC, 6%Со, WC – ост.) для обработки вязких материалов (сталей и др.). 3.Титанотанталовольфрамовые ТТ7К12 (4%TiС, 3%ТаС, 12%Со – ост.) для тяжелого чернового точения стальных поковок, штамповок, отливок. В соответствии с международной классификацией ИСО твердые порошковые инструментальные сплавы для обработки резанием разделяются на три группы:
Эти группы разделяют на подгруппы для конкретных условий резания, которые дополнительно обозначают двухзначным числом, например, Р01 – чистовая обработка точением и сверление; Р25 – фрезерование. Для улучшения эксплутационных свойств режущих пластин твердых сплавов на их поверхность наносят износостойкие покрытия из TiC, TiN, Ti(C,N). Покрытия толщиной пять – десять микрометров наносят из газовой фазы при температуре 1000…1300 Средний размер зерен карбидов в твердых сплавах равен 1…2 мкм, микротвердость составляет 12800 МПа (ВК6), 17700 МПа (Т15 К6). Твердые безвольфрамовые сплавы созданы на основе карбида титана и карбонитрида титана. На основе TiC разработаны сплавы марок ТН20, ТН30 и др. В качестве связки используются никелемолибденовые сплавы. Так сплав ТН20 содержит 79% TiC, 15%Ni, 6% Мо. Твердый сплав марки КНТ16 на основе карбонитрида титана имеет 90%Ti (C,N) и 10% связки (Ni-Мо) (3:1). Микротвердость материала равна 12200 МПа. Такие безвольфрамовые твердые сплавы по своим свойствам при чистовом и получистовом точении с малой глубиной резания на токарных станках близки к вольфрамосодержащим твердым сплавам. Режущая керамика (РК). Она характеризуется высокой твердостью, в том числе при нагреве, износостойкостью, химической инертностью к большинству металлов в процессе резания. По комплексу этих свойств керамика превосходит традиционные режущие материалы – быстрорежущие стали и твердые сплавы. Различают нитридную и оксидную керамику. Современная РК являет- ся композиционным материалом с матрицей из Si РК изготовляется в виде небольших пластин, на поверхность которых наносят два и более слоев покрытий Al Оксидная режущая керамика Al Керамика Al HV =22000МПа; Нитридная режущая керамика Si Керамика Si HV=18000 МПа; Режущая керамика по своим свойствам занимает промежуточное положение между твердыми сплавами и сверхтвердыми материалами (алмазами).
ГЛАВА 5
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Многообразные металлические материалы в материаловедении принято подразделять на черные (основа – железо) и цветные (все остальные). Цветные металлы и сплавы классифицируются на следующие виды:
В промышленности в качестве основы для конструкционных мате- риалов используют алюминий, титан, медь, магний. Сплавы олова и свинца применяют для изготовления антифрикционных легкоплавких материалов. Ниже рассмотрены основные цветные металлы и сплавы машино- строительного назначения. Алюминий и его сплавы Алюминий является одним из важнейших промышленных металлов. Характерными свойствами алюминия являются малая плотность (2,7 г/см Промышленные сплавы алюминия по способу получения изделий делятся на две основные группы: деформируемые, предназначенные для изготовления изделий различными методами обработки давлением, и литейные для производства фасонных отливок. Большинство элементов имеет ограниченную растворимость в алюминии и границей между деформируемыми и литейными сплавами является предел растворимости данного элемента в алюминии. В качестве деформируемых применяются сплавы со структурой твердого раствора, имеющие хорошую пластичность. Литейные сплавы, как правило, содержат в структуре существенное количество эвтектики, что обеспечивает хорошие литейные свойства (жидкотекучесть, хорошая заполняемость литейных форм, образование плотных отливок при кристаллизации). Деформируемые сплавы Деформируемые сплавы алюминия являются основными конструкци- онными материалами, широко применяющимися в авиастроении и различ- ных областях машиностроения. Основные виды полуфабрикатов, обрабаты- ваемых давлением: листы и ленты, прессованные профили и прутки, трубы, проволока и заклепки, поковки и штампованные фасонные детали.Все дефор- мируемые сплавы делятся на две группы: 1-сплавы, не упрочняемые термической обработкой, 2-сплавы, упрочняемые термической обработкой. Сплавы, не упрочняемые термической обработкой. К этой группе относятся сплавы алюминия с 1,0…1,6% марганца и с 2,0…6,8% магния. Структура сплавов Al – Mn состоит из твердого раствора и небольшого количества частиц соединения MnAl Сплавы, упрочняемые термической обработкой. Сплавы этой группы являются двухфазными. Все они упрочняются путем термической обработки – закалки и старения. Возможность термической обработки обусловлена наличием переменной растворимости соединений CuAl Рассмотрим термическую обработку алюминиевых сплавов на примере сплавов алюминия с медью. Из диаграммы состояния алюминий – медь (рис.112) видно, что медь ограниченно растворяется в алюминии и образует с ним твердый раствор замещения
новесным состоянием перенасыщен медью и является термодинамически неустойчивым. При последующем вылеживании закаленного сплава при комнатной температуре в течение 4…5 суток (естественное старение) происходит диффузия атомов меди и образование в решетке При нагреве закаленного сплава (искусственное старение) до 100…150
туре происходит укрупнение, коагуляция уже выделившихся мелких кристаллов. При этом твердость и прочность сплава снижаются. Изменение прочности дюралюминия при старении показано на рис. 114.
вышается сопротивление движению дислокаций через твердый раствор и сплав упрочняется. Дальнейшее повышение прочности происходит при старении. В процессе старения в зависимости от теплового режима образуются зоны Гинье – Престона, обогащенные медью, или дисперсные включения фаз. Около включений новых фаз и, особенно, зон Гинье – Престона кристаллическая решетка твердого раствора сильно искажается вследствие различий диаметров атомов меди и алюминия и движение дислокаций затрудняется. В этом случае дислокации не могут проходить через сами зоны Гинье – Престона и включения, а перемещаются между ними через твердый раствор с искаженной кристаллической решеткой. Чем мельче включения и меньше расстояния между ними, тем больше сопротивление движению дислокаций и, соответственно, в большей степени сплав упрочняется. Максимальная прочность достигается в случае образования зон Гинье – Престона. По мере образования включений фаз Таким образом, увеличение прочности при старении объясняется большим сопротивлением движению дислокаций, которое оказывает группировки атомов меди (зоны Гинье – Престона) и частицы фазы К алюминиевым сплавам, упрочняемым термической обработкой, относятся дуралюмины и некоторые другие сплавы. Основой дуралюминов является система алюминий – медь – магний. В зависимости от химического состава дуралюмины выпускаются разных марок: 1110(Д1), 1160 (Д16) и др. В скобках указано старое буквенное обозначение дуралюминов. Дуралюмины обладают малой коррозионной стойкостью и для повышения стойкости против коррозии листовые полуфабрикаты покрывают с обеих сторон тонким слоем чистого алюминия (плакирование). Небольшие добавки марганца вводятся в дуралюмин для повышения коррозионной стойкости и измельчения структуры. Марганец также значительно упрочняет полуфабрикаты из дуралюмина, изготовляемые способом горячего прессования на прессах, т.е. выдавливанием металла из замкнутой полости сквозь отверстие в матрице. Упрочняющее действие марганца объясняется тем, что марганец затрудняет процессы рекристаллизации металла при нагреве и способствует сохранению текстуры деформации. Для ковки и штамповки применяются сплавы системы алюминий – магний – кремний – медь марок АК7ч, АК9ч и др. Из этих сплавов отливают крупные слитки – заготовки и из них изготовляют поковки и штамповки сложных форм и больших габаритов (до 1,0…1,5 тонн). Высокопрочные сплавы марки 1950(В95) и др. созданы на основе системы алюминий – цинк – магний – медь и обладают наибольшей прочностью ( Один из таких сплавов марки 1933 с дополнительным введением циркония поставляется в виде поковок и штамповок, в том числе толщиной 200 мм и более. Сплав 1933 применяется для производства силовых деталей фюзеляжей самолетов. Начиная с 2002 года этот сплав используется в производстве серийных европейских аэробусов, в том числе модели А-340 на 380 человек. Он применен и при изготовлении аэробуса А-380, впервые начавшего полеты в 2006 году. В авиационной и космической технике получили применение сплавы с литием, например, сплавы алюминий – медь – литий марки 1450 и алюминий – магний – литий марки 1420. Добавки лития позволяют уменьшить массу материала, повышают модуль упругости. Литейные сплавы Литейные сплавы предназначены для производства фасонных отливок путем литья в землю, кокиль и под давлением. Эти сплавы должны обладать хорошими литейными свойствами (жидкотекучесть, образование плотных отливок, стойкость против усадочных трещин). В качестве литейных сплавов алюминия применяются сплавы алюминий – кремний (силумины), алюминий – медь и алюминий – магний. Силумины. Сплавы алюминия с 4…13% кремния марки АК12 и др. являются широко распространенными литейными сплавами. Диаграмма, состояния алюминий – кремний приведена на рис.115. Система алюминий – кремний относится к случаю почти полной нерастворимости компонентов в твердом состоянии с образованием эвтектики (смеси 88% Микроструктура силуминов состоит из грубоигольчатой эвтектики и кристаллов
рование сопровождается переохлаждением сплава, и сплавы заэвтек- тического состава становятся по структуре доэвтектическими. Измельчение кремния объясняется тем, что натрий образует на поверхности кристаллов пленки и таким образом затрудняет рост кристаллов. Силумины хорошо свариваются и вследствие малой усадки почти не дают трещин от усадочных напряжений. Недостатком силуминов является Рис.116. Схема микроструктуры немодифицированного (а) и модифицированного (б) силумина. большая склонность их к образованию окисных пленок и к поглощению газов, поэтому в случае литья в землю и кокиль сплав отличается повышенной пористостью. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 564. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 С.
С. диаметра,мм
диаметра,мм ,МПа
,МПа
 , МПа
, МПа
 - частицы, осколки ядер и т.д.). При этом возникают структурные повреждения, смещение положительно заряженных ионов, образование вакансий и межузельных атомов. В результате происходит возрастание прочности и снижение пластичности материала.
- частицы, осколки ядер и т.д.). При этом возникают структурные повреждения, смещение положительно заряженных ионов, образование вакансий и межузельных атомов. В результате происходит возрастание прочности и снижение пластичности материала. в масле или в воде с последующим средним отпуском при температуре 400…500
в масле или в воде с последующим средним отпуском при температуре 400…500  и низкотемпературный отпуск при 150…160
и низкотемпературный отпуск при 150…160  до 60…80%).
до 60…80%).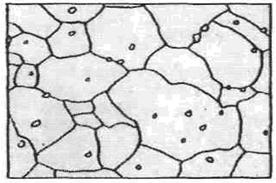 Рис. 102. Микроструктура стали 110Г13Л
Рис. 102. Микроструктура стали 110Г13Л
 W
W 
 (C,W)
(C,W)  Fe
Fe  (C,W).
(C,W).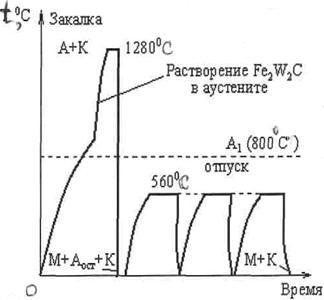 Рис.104.Схема термической обработки инстру- ментов из быстрорежущей стали.
Рис.104.Схема термической обработки инстру- ментов из быстрорежущей стали.
 ,МПа
,МПа
 ,
,  W
W  .Это стали марок В14М7К25 (ЭП723), В11М7К23 (ЭП831) и др. В обозначении таких сталей впереди записывается заглавная буква «В» (вместо «Р») , а число показывает содержание вольфрама в процентах.
.Это стали марок В14М7К25 (ЭП723), В11М7К23 (ЭП831) и др. В обозначении таких сталей впереди записывается заглавная буква «В» (вместо «Р») , а число показывает содержание вольфрама в процентах.

 =137,9…146,3 Вт/(
=137,9…146,3 Вт/(  К). С нагревом выше температур ~800…900
К). С нагревом выше температур ~800…900  покрытие типа К пленкой карбида металла;
покрытие типа К пленкой карбида металла; N
N  (t
(t  =5,3 МПа
=5,3 МПа  .
. ), большая пластичность, хорошая электропроводность и коррозионная стойкость. Ввиду малой плотности алюминий является основой легких конструкционных материалов; большая пластичность позволяет применять к алюминию различные виды обработки давлением. Электропроводность чистого алюминия составляет 65% от электропроводности меди и поэтому алюминий широко применяется в электротехнике в качестве материала для проводников электрического тока. Высокая химическая стойкость алюминия объясняется образованием на поверхности алюминия тонкой и прочной пленки. Ввиду малой прочности (
), большая пластичность, хорошая электропроводность и коррозионная стойкость. Ввиду малой плотности алюминий является основой легких конструкционных материалов; большая пластичность позволяет применять к алюминию различные виды обработки давлением. Электропроводность чистого алюминия составляет 65% от электропроводности меди и поэтому алюминий широко применяется в электротехнике в качестве материала для проводников электрического тока. Высокая химическая стойкость алюминия объясняется образованием на поверхности алюминия тонкой и прочной пленки. Ввиду малой прочности ( 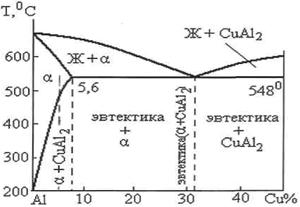 Рис.112. Диаграмма состояния алюминий – медь (левая часть).
Рис.112. Диаграмма состояния алюминий – медь (левая часть).
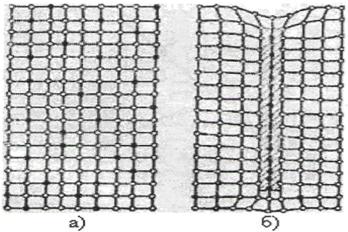 Рис.113. Схема структуры дюралюмина после закалки (а) и естественного старения (б). Атомы:
Рис.113. Схема структуры дюралюмина после закалки (а) и естественного старения (б). Атомы:  -Al ;
-Al ;  , близкой по составу к CuAl
, близкой по составу к CuAl 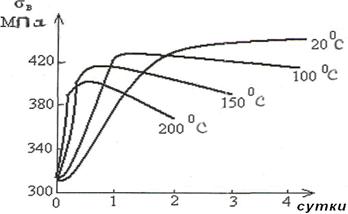 Рис. 114. Изменение прочности дуралюмина при старении.
Рис. 114. Изменение прочности дуралюмина при старении.
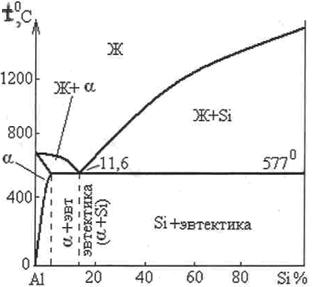 Рис. 115. Диаграмма состояния алюминий- кремний.
Рис. 115. Диаграмма состояния алюминий- кремний.