|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Теплообменное оборудование (теплообменник)Теплообменники кожухотрубные Теплообменник трубчатый труба в трубе Теплообменник пластинчатый Теплообменник водяной Воздухосборники Сепаратор топливный Сепаратор для дизельного топлива Сепараторы нефтегазовые Сепаратор магнитный Газосепаратор сетчатый Фильтр сепаратор Компенсаторы сильфонные Компенсаторы линзовые Компенсаторы газовые Компенсаторы сальниковые Емкости подземные горизонтальные дренажные Емкостные стальные сварные аппараты Аппараты емкостные цилиндрические для газов и жидких сред Фильтр сетчатый фланцевый Фильтры СДЖ
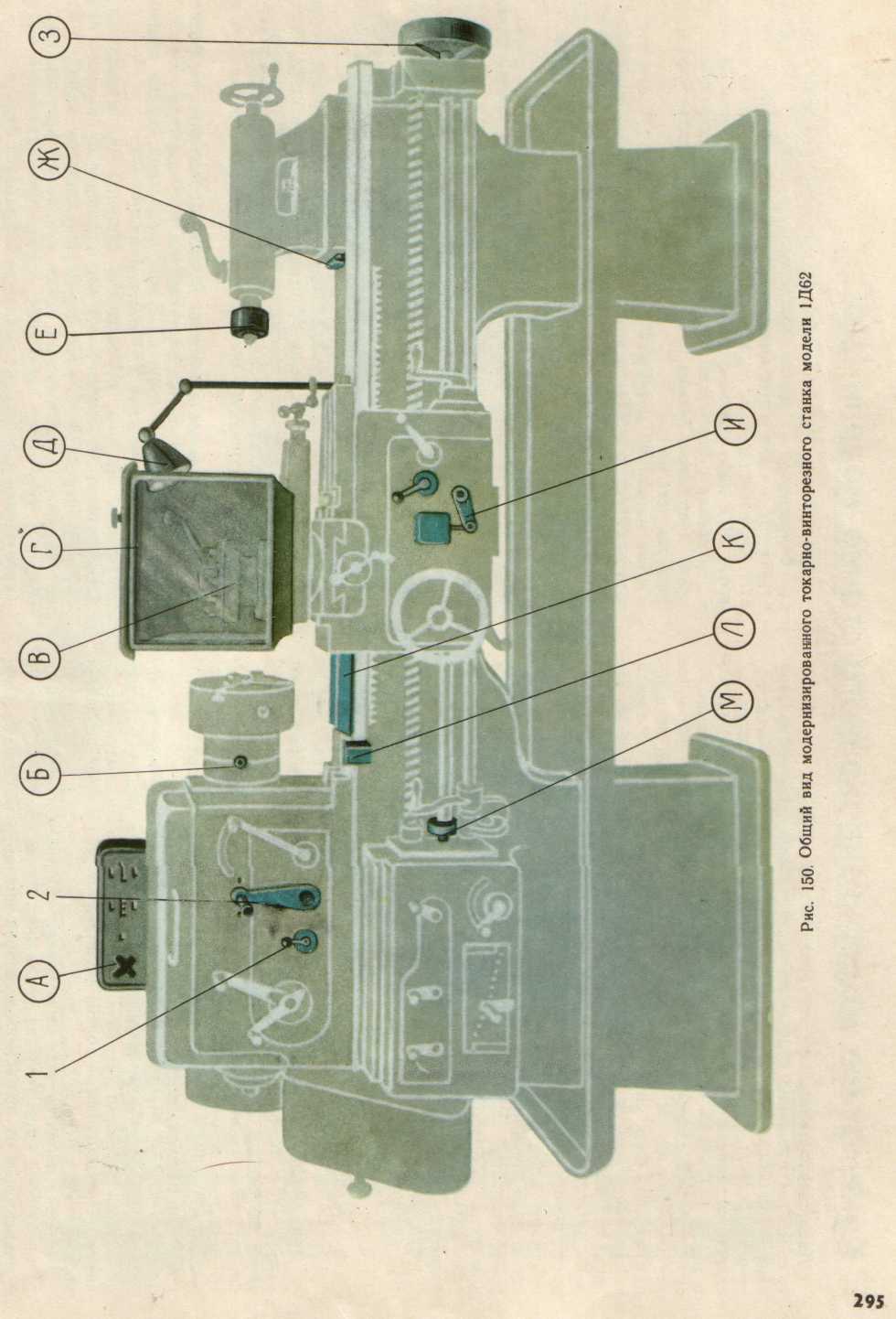
Общая характеристика станка. Назначение станка.Станок предназначен для скоростной обработки деталей в условиях индивидуального, мелкосерийного и серийного производства. Содержание модернизации.Проект модернизации станка предусматривает повышение его быстроходности, мощности и жесткости, оснащение его устройствами для сокращения вспомогательного времени, затрачиваемого на обработку деталей и частичную автоматизацию работы станка. Проект модернизации решает также задачи улучшения условий эксплуатации станка и повышения безопасности работы на нем. Повышениемощностии быстроходности достигается заменой приводного электродвигателя мощностью 3,7 квт электродвигателем мощностью 7 квт, установкой клиноременной передачи вместо плоскоременной, а также введением дополнительной пары косозубых колес и кулачковой муфты, управляемой рукояткой 2 (рис. 150).  Шпиндельный передний подшипник скольжения заменяется специальным двойным цилиндрическим роликовым подшипником с внутренним, коническим кольцом серии 3182118. Усиливается фрикционная муфта, предназначенная для включения, выключения и реверсирования станка. В результате количество скоростей вращения-шпинделя увеличивается с 18 до 21, диапазон скоростей расширяется вдвое, а верхний предел чисел оборотов шпинделя повышается до 1200 об/мин. Расширение диапазона подач идоведение верхнего предела величины подачи до 4,3 мм/об обеспечивается заменой двойного блока шестерен тройным блоком, который управляется рукояткой 1, и установкой на ведомом валу дополнительной шестерни. Для повышенияжесткости в условиях скоростной обработки задняя бабка станка снабжается встроенным вращающимся центром Е. Для сокращениявспомогательноговремени, затрачиваемого на обработку деталей, проектом модернизации предусматривается установка отдельного привода 3 для быстрых перемещений суппорта, состоящего из электродвигателя мощностью 1 кет, клиноременной передачи, обгонной муфты М, а также устройства И для включения продольных и поперечных подач и быстрых перемещений суппорта; замена обычного резцедержателя быстродействующим и точно фиксируемым четырехпозиционным резцедержателем В, установка на фартуке лимба продольной подачи суппорта и монтаж на крышке передней бабки электропульта А включения приводов станка. Механизацияподачи задней бабки при производстве сверлильных работ обеспечивается установкой замкового устройства Ж, позволяющего соединять основание задней бабки с поперечными салазками суппорта. Автоматизацияработы станка достигается установкой при модернизации гидрокопировального суппорта. Автоматический точный останов суппорта при обработке партии одинаковых деталей обеспечивается изменением конструкции продольного упора Л. Улучшениеусловийэксплуатацииобеспечивается введением циркуляционной системы смазки передней бабки станка и установкой предохранительных щитов К для защиты направляющих станины от стружки и пыли. Для повышениябезопасностиработы на станке установлены предохранительный откидной щиток Г и устройство Б для предотвращения самоотвинчивания патрона и применена лампа освещения Д от источника низкого напряжения.
Техническая характеристика станка До модернизаций. После модернизации. Высота центров в мм........ 200 200 Расстояние между центрами в мм . 750, 1000, 1500 750, 1000, 1500 Число скоростей вращения шпинделя 18 21 минуту.............................. 12—600 12—1200 Количество величин подач суппорта 26 32 Пределы величин продольных подач суппорта в мм/об........ …. . 0,12—2,15 0,12—4,3 Пределы величин поперечных подач суппорта в мм/об........... …0,03—0,55 0,03—1,1 Мощность главного электродвигателя в кет 3,7 7 Скорость быстрого перемещения суппорта в мм/мин: продольного............. —2450 поперечного ……………….. ....... -- 600 Мощность электродвигателя привода быстрых перемещений в кет ………… ... —1
Кинематика модели 1Д62.
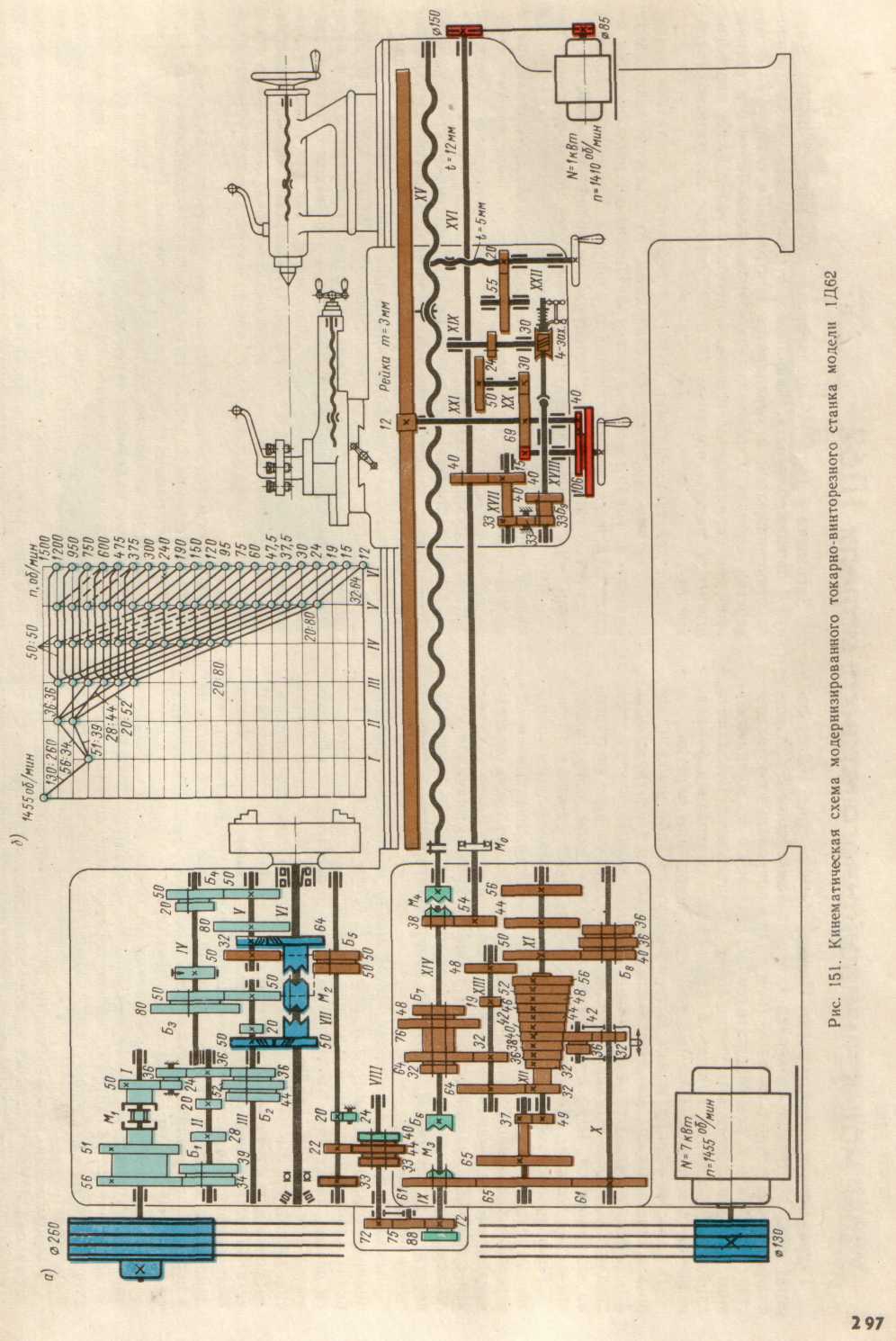
Движение резания.От электродвигателя мощностью 7 квт (рис. 151, а) вращение передается через клиноременную передачу валу 1 коробки скоростей. На последнем свободно сидят блок шестерен 51, 56 и шестерня обратного хода 50, которые могут посредством двойной фрикционной муфты М1поочередно соединяться с валом 1. Прямой ход передается валу II с двумя различными скоростями через шестерни 56—34 или 51—39, обратный ход — через шестерни 50—24 и 36—36. По валу III перемещается по шлицам тройной блок шестерен Б2, который в зависимости от своего положения входит в зацепление с шестернями 28, 20 или 36, закрепленными на валу II. От вала III вращение передается шпинделю либо непосредственно через косозубые шестерни 50—50, когда кулачковая муфта М2включена ,влево, либо через два двойных блока шестерен Б3и Б4 и шестерни постоянного зацепления 32—64, когда кулачковая муфта М2включена вправо. Теоретически коробка скоростей может обеспечить тридцать скоростей вращения шпинделя. Однако, как это видно из графика скоростей (рис. 151,6), практически имеется только 21 различная скорость вращения шпинделя. Максимальное число оборотов шпинделя станка nmax после его модернизации можно определить из выражения
Движения подач.Подача суппорта может заимствоваться от вала Vчерез шестерню 50 или от вала III через шестерни 50—50 звена увеличения шага. В последнем случае при работе сперебором можно увеличить шаг резьбы или скорость подачи в 4 или 16 раз. От вала VIIвращение передается валу VIIIчерез реверсивный механизм с блоком Б6, который обеспечивает две скорости прямого и одну скорость обратного хода суппорта. Валы VIIIи IX(связаны между собой сменными зубчатыми колесами. При нарезании дюймовых и метрических резьб вращение передается колесами 72—75—72, а при нарезании модульных и питчевых резьб сменные колеса устанавливаются в последовательности 72—88 и 72—75. Коробка подач состоит из механизма Нортона и множительного механизма, имеющего два подвижных блока шестерен Б1и Б2. В зависимости от положения накидной шестерни механизма Нортона и блоков множительного механизма, а также в зависимости от того, включены ли кулачковые муфты М3и М4, коробка подач может обеспечить нарезание 40 размеров дюймовых, 24 метрических, 27 питчевых и 13 модульных резьб, а также 32 продольных и поперечных подач. При левом крайнем положении подвижной шестерни 61 на валу IXвращение от последнего передается валу Xшестернями 61—65—61 и далее через механизм Нортона, шестерни 32—64, вал XIII, блок шестерен Б7либо ходовому винту XV(когда включена муфта М4), либо ходовому валику XVI, если шестерня 38 введена в зацепление с шестерней 54. В первом случае нарезаются дюймовые и питчевые резьбы, а во втором — производится обточка и подрезка деталей. Для нарезания метрических и модульных резьб шестерня 61 устанавливается в среднее положение; тогда вращение от вала IXшестернями 61—65 и 37—49 передается валу XIи далее через тройной подвижной блок шестерен Б8, вал X, механизм Нортона, шестерни 32—64, вал XIII, блок шестерен Б7, вал XIVи муфту M1— ходовому винту. В случае необходимости нарезания высокоточных резьб подвижная шестерня 61 устанавливается в крайнее правое положение. Тогда коробка подач из работы выключается и вращение от вала IXпередается ходовому винту непосредственно муфтами М3и М4. В этом случае необходимый шаг резьбы обеспечивается за счет установки на гитаре специального набора сменных колес. Для подачи суппорта движение заимствуется от ходового валика XVI, вращение от которого передается через шестерни 40—40, механизм реверса, вал XVIIIи червячную передачу 4—30 с падающим червяком 4 валу XIX. Последний в зависимости от положения подвижной шестерни 24 передает движение либо поперечным салазкам суппорта через шестерни 24—55—20 и ходовой винт XXII, либо продольным салазкам суппорта через шестерни 24—50, вал XX, цилиндрические шестерни 30—69, вал XXIи реечную шестерню 12. Вспомогательные движения.Ручное продольное перемещение суппорта осуществляется от маховичка через шестерни 15—69, вал XXIи реечную шестерню 12. Лимб продольной подачи приводится во вращение от вала XXIшестернями 40—106. Привод быстрых перемещений суппорта осуществляется от электродвигателя мощностью 1 квт, вращение от которого клиноременной передачей 85—150 передается ходовому валику и далее по обычным кинематическим цепям механизму фартука. Наличие обгонной муфты Мопозволяет производить включение быстрых перемещений суппорта, не выключая его рабочей подачи. Скорость быстрого продольного перемещения суппорта s6 определится из выражения
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 500. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 2.Модернизированный токарно-винторезный станок модели 1Д62.
2.Модернизированный токарно-винторезный станок модели 1Д62.