|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Специфические дефекты сварных швов при ЭЛС.
Такими дефектами при сварке с несквозным проплавлением в основном являются: не заполненные металлом полости размером до 5-10 мм и длиной до 20-30 мм и периодическое несплавление корня шва. Давление пара в канале [см. формулу (9)] прямо пропорционально удельной мощности луча. При данной удельной мощности можно получить разную глубину проплавления: чем меньше скорость сварки, тем больше глубина проплавления. При правильном подборе удельной мощности, мощности и скорости сварки давление пара в канале отвечает условию:
P > (PG + Pσ) = pgH+ σ /r, (13)
где Р - давление пара в канале; PG – давление, обусловленное весом жидкого металла; Pσ – давление, обусловленное поверхностным натяжением жидкого металла; ρ – плотность; g – ускорение силы тяжести; Н – глубина канала. Например, для Н =10 см, r = 1 мм, ρ = 10 г/см3, σ = 1000 дн/см, g = 981 см/с2 (PG + Pσ) = 10*981*1000/0,1 ≈ 1,1 * 105 бар = 104 Па. Как следует из примера, давление (PG + Pσ), направленное на захлопывание канала, намного меньше давления пара в канале. При уменьшении скорости сварки (при q2 = const) глубина канала увеличивается. На выходе из канала условие (13) может не соблюдаться, т.е. возможно захлопывание канала жидким металлом и образование полости (рис. 5)
Рис. 5. Схема поведения канала при ЭЛС. а – канал свободен от жидкости, б – отражение волны жидкого металла от хвостовой части ванны, в – захлопывание канала.
Появление корневых дефектов – периодических несплавлений корня шва, амплитуда которых, например при сварке нержавеющей стали на глубину 20-22 мм при q = 5 кВт и U = 20 ÷ 24 кВ, достигает 3 - 4 мм, объясняют периодическими колебаниями жидкого металла в сварочной ванне и связанным с этими колебаниями периодическим перемыканием (захлопыванием) канала. В течение перемыкания некоторое время энергия луча тратится на «сверление» слоя жидкой фазы, т.е. совершается работа по формированию некоторой доли глубины канала Н, что реально приводит к местному уменьшению глубины канала именно на эту долю.  К специфическим дефектам ЭЛС следует так же отнести отклонение канала проплавления от линии стыка вследствие отклонения луча магнитным полем при сварке сталей с остаточной намагниченостью. Для ликвидации этого дефекта прибегают к предварительному размагничиванию свариваемого изделия.
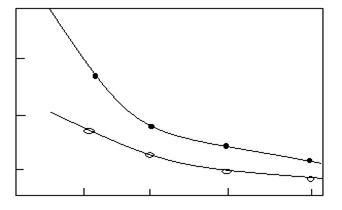
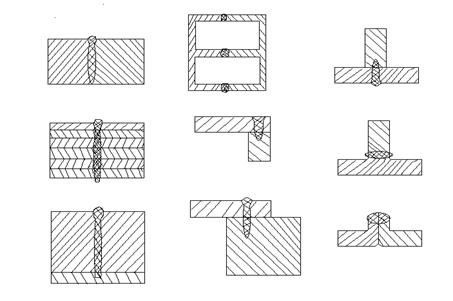
Рис. 6. Зависимость параметра q/(Н νсв) от скорости сварки для титанового сплава (Энергоблок У 905 М, пушка ПЛ-100, U=60 кВ); 1- вертикальный луч, 2 – горизонтальный луч. Техника ЭЛС Сварку электронным лучом можно успешно применять в нижнем положении вертикальным лучом, вертикальным и горизонтальным швом на вертикальной стене (горизонтальным лучом) с неполным и сквозным проплавлением. Сварка в нижнем положении рекомендуется для толщин до 40 (стали) и до 80 мм (титановые и алюминиевые сплавы.). Горизонтальным лучом со сквозным проплавлением сваривают металлы толщиной до 400 мм; Типичная взаимосвязь глубины проплавления с параметрами сварки представлена на рис. 6. Конструкция соединений для однопроходной ЭЛС выполняется с учётом глубокого проникновения луча в металл (рис. 7). Толщина зазора в стыке составляет 0,1 - 0,2 мм при глубине шва ≤ 20 ÷ 30 мм при глубине шва >30 мм. В общем случае, зазор должен быть меньше диаметра луча. При ЭЛС используют ряд технологических приемов для улучшения качества шва: - сварку наклонным лучом (отклонение в направлении перемещения на 5—7°) для уменьшения пор и несплошностей и создания более равномерных условий кристаллизации; - сварку на дисперсной подкладке для улучшения выхода паров и газов из канала (подкладка толщиной ~ 40 мм из гранул или рубленой сварочной проволоки);
Рис. 7. Типы конструкций стыка при ЭЛС
- сварку в узкую разделку (0,8-8 мм) в нижнем положении за счет наплавки присадки в прямоугольную разделку кромок; - тандемную сварку двумя электронными пушками, из которых одна осуществляет проплавление, а вторая (меньшей мощности) формирует либо корень канала либо хвостовую часть ванны. При квазитандемной сварке использует один луч, но периодически отклоняя его, например в хвост ванны, получают периодически два луча; -предварительные проходы для проверки позиционирования луча и очистки и обезгаживания кромок свариваемых металлов; - двустороннюю сварку одновременно, или последовательно двух противоположных сторон стыка примерно на половину толщины стыка. Одновременную двустороннюю сварку осуществляют как с общей ванной, так и с раздельными; - развертку электронного луча: продольную, поперечную, - расщепление луча (за счет отклоняющей системы) для одновременной сварки двух и более стыков (точек); - модуляцию тока луча (обычно с частотой 1 - 100Гц) для управления теплоподачей в сварной шов; - «косметическое» заглаживание — повторный проход для ремонта видимых дефектов шва как с внешней, так и с внутренней сторон. В некоторых случаях «косметические» проходы осуществляют с присадкой. Особенности технологии сварки, цветных, тугоплавких, металлов и сплавов, а также конструкционных сталей подробно изложены в монографии [3].
|
||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 581. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |