|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Нарезание многозаходных резьб резцами ⇐ ПредыдущаяСтр 4 из 4 Имеет свои особенности: после нарезки одной петли, заготовку необходимо повернуть на такую часть окружности сколько резьба имеет заходов. Деление на заходность может осуществляться следующими методами … при неподвижном ходовом винте станка.
2. Резец смещается вдоль оси детали на шаг нарезаемого витка – расстояние между заходами. 3. При помощи поводковой планшайбы с точно расположенными делительными пазами 4. с помощью делительного устройства со шкалой (рис. 105)
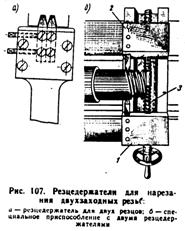
4. Одновременная нарезка всех заходов набором соответствующих резцов установленных в резцедержателе установленных соответствующим образом (рис. 107)
При расчете основного времени при нарезке на обычных токарных станках учитывается только рабочий ход, т.е. только нарезка резьбы. При нарезке резьбы на станках с полуавтоматическим циклом учитывается также время на обратный ход каретки.
Нарезание резьбы вращающимися резцами (вихревое нарезание) Этим способом можно нарезать треугольную и трапециидальную резьбы на специальных и обычных токарных станках.
Резцовая головка располагается со смещением относительно оси и повернута на угол подъема резьбы (рис. 108, 109). В резцовой головке устанавливается 1-4 резца твердосплавных (чаще 4).
Диаметр окружности в 1,4..1,6 раза больше нарезаемой резьбы. Различают 2 метода: 1. внутреннего касания (рис. 108,а) – используют чаще 2. внешнего касания
Внутренняя резьба данным методом нарезается аналогично, только вместо резцовой головки применяется резцовая оправка в которой устанавливается 1 резец (рис. 109, б). 
Режимы резания: Vрезцов=150-450 м/мин, Sкруговое заготовки = 0,2..0,8 мм/об. оправки. Т.е. частота вращения заготовки порядка 6-40 об/мин. Нарезка осуществляется без СОЖ.
Нарезание резьбы метчиками, плашками и резьбонарезными головками Это один из наиболее распространенных способов получения треугольных резьб (вручную или на станках). Внутренние резьбы до Æ30 мм нарезаются метчиками (ручными и машинными). Ручные метчики применяются в комплекте. Машинные – для работы на сверлильных станках, причем для нарезки резьбы в гайках, кольцах и др. используются гаечные метчики имеющие изогнутую хвостовую часть (рис. 74, а). Для нарезки резьбы на револьверных станках и автоматах применяются самозакрывающиеся метчики у которых после нарезки резьбы режущие гребенки автоматически сводятся, что позволяет выводить метчик без вывинчивания (рис. 74, б). Скорость резания при изготовлении резьб метчиками ограничивается точностью резьбы и ее шероховатостью и равна 7-15 м/мин.
В метчиках >Æ40 мм целесообразно применять твердосплавные пластинки с механическим креплением. Нарезка наружных резьб <Æ52 мм осуществляется плашками (лерками) V=2..5 мм. Их недостаток – необходимость свинчивания. Поэтому при расчете t0 учитывается и время свинчивания плашки. Для повышения производительности применяются самораскрывающиеся резьбонарезные головки. Для которых не требуется свинчивание (рис. 110, б). Применение этих головок позволяет увеличить скорость на 15..20 м/мин, а производительность в 3..4 раза.
Фрезерование резьбы Обеспечивает 6 степень точности и может осуществляться 2-я методами: 1. дисковой фрезой (рис. 111). или
2. групповой или гребенчатой фрезой (рис. 112).
Применяется для нарезки наружных и внутренних резьб трапециидально формы в массовом и крупносерийном производствах.
Дисковые фрезы применяются для предварительной обработки. Профиль дисковой фрезы должен соответствовать профилю нарезаемой резьбы. Дисковая фреза применяется для предварительного нарезания относительно длинных резьб с большим шагом за 1..3 прохода из-за большой шероховатости и точности. Фрезы могут быть симметричные (рис. 111 б) и несимметричные (рис. 111,в) фреза перемещается вдользаготовки. Vфр=80-30 м/мин. Vдет – выбирается из условия обеспечения подачи на зуб врезы: 0,03-0,08 мм.
Второй метод (гребенчатая фреза) применяется дл фрезерования коротких резьб (рис. 112). Длина фрезы должна быть на 2-5 мм больше длины резьбы. Гребенчатая фреза в отличие от дисковой устанавливается параллельно заготовке (ось), поэтому нарезка резьб с большим наклоном данной фрезой невозможна. Цикл обработки: фреза подводится к заготовке врезается в нее (за 0,2..0,25 об.) при одновременном перемещении вдоль заготовки, после чего заготовка совершает полный оборот и фреза возвращается в исходное положение. При фрезеровании внутренних резьб скорость резания уменьшается на 20..25% по сравнению с наружным фрезерованием. Шлифование резьб Применяется при изготовлении резьбонарезных инструментов, резьбовых калибров накатных роликов, точных винтов и др. деталей с точной резьбой, а также различных закаленных инструментов. Резьбу также шлифуют после обработки ТО, т.к. она искажает резьбу. Шлифование резьбы может осуществляться 1-о и многониточным шлифовальными кругами.
При шлифовании однониточным кругом (рис. 117). Vзаг=0,1..0,6 м/мин.
Ось круга при шлифовании однониточным кругом повернута на угол наклона резьбы Шлифование резьбы осуществляется за несколько проходов. Обработка ведется с применением СОЖ. Многониточные круги применяются в основном при шлифовании коротких резьб (до 40 мм). Шлифование осуществляется в основном по методу врезания, т.е. ширина на 2..4 шага больше длины нарезаемо резьбы. Ось круга параллельна оси заготовки. Круг врезается аналогично фрезерованию (рис. 118, а).
Если длина резьбы больше ширины многониточного круга, то шлифование резьбы проводится с продольным перемещением круга вдоль оси заготовки (рис. 118 б)., но в данном случае круг должен быть заправлен под углом a (рис. 118 в).
При продольном шлифовании искажение профиля резьбы значительно выше чем при врезном шлифование. Многониточные круги обеспечивают менее точны профиль резьбы, поэтому применяются как предварительное под последующее шлифование 1-ониточными.
В крупносерийном и массовом возможно – бесцентрово-шлифовальные станки.
|
||
|
|
Последнее изменение этой страницы: 2018-04-11; просмотров: 883. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |