|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Диффузионная сварка: схема метода, область применения ⇐ ПредыдущаяСтр 3 из 3
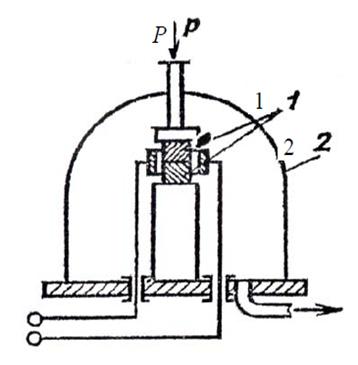
Диффузионной сваркой (рис. 6) соединяют заготовки в твердом состоянии в вакууме приложением сдавливающих сил при повышенной температуре. Тщательно зачищенные свариваемые заготовки 1 собирают, помещают в вакуумную камеру 2 (давление (
Рисунок 6 – Схема диффузионной сварки
Последующая выдержка вызывает диффузию атомов материалов свариваемых заготовок и образование промежуточных слоев, увеличивающих прочность соединения. Время диффузионной сварки зависит от химического состава соединяемых заготовок, степени их очистки, температуры нагрева и составляет 10–30 мин. Достоинством этого способа является возможность соединения заготовок из разнообразных материалов. Диффузионную сварку применяют в электротехнической, радиотехнической и других отраслях промышленности.
Основные и вспомогательные движения при механической обработке металлов и сплавов резанием
Процесс резания возможен при совмещении двух основных движений: главного движения резания и движения подачи, которым определяется толщина срезаемого слоя. Главным движением называется движение, определяющее скорость деформирования и отделения стружки.  Движением подачи называется движение, обеспечивающее непрерывность врезания режущей кромки инструмента в материал заготовки. Эти движения могут быть вращательными, поступательными, возвратно-поступательными, непрерывными или прерывистыми. Установочные движения – движения, обеспечивающие взаимное положение инструмента и заготовки для срезания с нее определенного слоя металла. Вспомогательные движения – транспортирование заготовки, закрепление заготовки и инструмента, быстрые перемещения рабочих органов.
Список литературы
1. Лахтин Ю. М., Леонтьева В. П. Материаловедение: Учебник для высших технических учебных заведений. 3-е изд., перераб. и доп. - М.: Машиностроение, 1990. - 528 с., ил. 2. Конструкционные материалы: Справочник/Б.Н. Арзамасов, В.А. Брострем, Н.А. Буше и др.; Под общ. ред. Б.Н. Арзамасова. — М: Машиностроение, 1990, —688 с; ил. — (Основы проектирования машин). 3. Справочник металлиста под ред. Чернавского, – М.: Машиностроение, 1979. – 637 с. 4. Машиностроение. Энциклопедия. Том 2. Стали.Чугуны/Г.Г. Мухин, А.И.Беляков. – М.: Машиностроение. 2000.784 с., ил. 5. Травин О. В., Травина Н. Т. Материаловедение. Учебник для вузов. М.: Металлургия, 1989. – 384 с. |
||
|
|
Последнее изменение этой страницы: 2018-05-30; просмотров: 336. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 ), сдавливают и затем нагревают специальным источником тепла до температуры рекристаллизации, равной 0,4
), сдавливают и затем нагревают специальным источником тепла до температуры рекристаллизации, равной 0,4  (
(  ).
).