|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Производство электродов для ручной дуговой сварки
В электродном производстве проволоку, поставляемую металлургической промышленностью, правят, разрезают по длинне на прутки, и очищают от различных поверхностных загрязнений. Стабильность покрытия должна обеспечиваться его достаточно одинаковым количеством, на единице длинны электрода и равномерностью состава в связи с тем, что покрытие представляет собой смесь различных порошкообразных материалов, скрепленных между собой и со стержнем склеивающим связующих. Необходимо стремиться, чтобы замес покрытия в момент нанесения на стержень был достаточно однородным, этого, видимо, можно достичь при достаточной дисперсности тех порошков, которые будут использованы в шихте, и усреднением состава как порошковой шихты, так и замеса со связующим. Измельченности порошков имеет значение и не только для возможности усреднения, выравнивания состава покрытия в каждом его объеме, но и сказывается на кинетике шлакообразования, газовыделения и других важных характеристиках. Действительно: если газовая защита создается, например, распадом карбонадов, нужна их значительная удельная поверхность - отдельные частицы должны быть мелкими. Температура плавления шлака должна быть не очень высокой, а температура плавления его составляющих в поверхности может быть более высокой. Относительно легкоплавким является шлак из смесей, растворов, комплексных соединений и эвтектик, их образование осуществляется легче и быстрее при контакте элементарных окислов по значительной поверхности и малом объеме малой частицы, т.е. опять при достаточно измельченных материалах. Конечно, различные материалы, используемые в покрытиях, требуют и различного измельчения. Так, целесообразность наличия более крупных частиц для некоторых ферросплавов отмечалась ранее, можно указать и на технологические соображения, вытека-ющие из требований производства электродов: так, например, большое количество мелкодисперсных фракций в ряде случаев приводит к образованию трещин в электродных покрытиях в процессе сушки и прокалки электродов.  Из таких предпосылок должны вырабатываться требования к наиболее целессообразным размерам частицы различных материалов, используемых при изготовлении конкретных составов электродных покрытий. При этом следует стремиться к максимально допустимому по обеспечению технологии изготовления электродов измельчению шлако- и газообра- зующих составляющих и к ограничениям размеров частиц ферросплавов и легирующих из соображений их полезного их использования в шихте покрытий. Однако при производственных методах измельчения материалов обеспечить одинаковый размер огромного количества частиц не удается (всегда получается комплекс частиц различного гранулометрического состава). Повторяемость примерно одинаковых частиц имеет вид кривой, близкой по форме к кривой распределения вероятностей, но с ограничением в области больших размеров частиц (все крупные частицы раздроблены). Такое распределение может быть охарактеризовано просевом через сита. Обычно применяемые размеры частиц материалов электродных покрытий проверяются ситами с размерами по ГОСТу 3484-53 от 0,45 (т.е. 252 отверстия и 1 см при размере ячейки 0,45мм) до 007. Порошкообразные измельченные материалы при принятой в нашей стране схеме электродного производства, получаются в электродных цехах переработкой исходной продуктов, поступающих в основном в виде кусков того или иного размера. Правда, некоторые материалы поступают в электродное производство уже в виде порошков (например крахмал, сода) ии измельчения не требуют. В качество связующих в электродном производстве являются селикатные растворы – натриевые, реже калиевые жидкие стекла. Кроме того, в покрытиях они являются одновременно ионизаторами, а также влияют на формирование состава шлака. В электродном производстве в зависимости от метода нанесения покрытия на стержни - окунанием или опрессовкой, жидкие стекла применяются различной плотности.
16
характеристикой жидкого стекла для оценки состава электродных покрытий является величина сухого остатка. Раствор жидкого стекла может химически взаимодействовать с ферросплавами - ферросицилием и ферромарганцем. Нанесение массы покрытия на стержни осуществляется окунанием или опрессовкой. В настоящее время нанесение покрытия окунанием применяется при изготовлении мелких партий специальных электродов (например, для твердых наплавок, сварки цветных металлов). Для электродов общего назначения, а также специальных, но применяемых достаточно широко, изготовляемых массовым методом или большими партиями,покрытия наносят опрессовкой под большим давлением. Консистенция обмазочной массы для нанесения покрытия тем или другим способом должна быть различной. Так, для нанесения окунанием обмазочная масса должна иметь сметанообразную консистенцию, которая может количественно оцениваться различными технологическими пробами. На Ленинградском, Кировском заводе, например, разработана проба по диаметру растекания мерного количества покрытия по горизонтальному стеклянному листу под собственным весом. Для нанесения покрытий опрессовкой масса должна иметь консистенцию оконной замазки. Контроль за консистенцией возможен продавливанием прессом с постоянной скоростью определенного объема обмазочной массы через калибровое отверстие. В современные высокопроизводительные электрообмазочные агрегаты масса обычно вводится в виде брикетов, форма которых обеспечивает быструю загрузку цилиндра пресса. Основные показатели качества нанесения покрытия - равномерность его расположения по длине, количество (толщина) покрытия, концентричность расположения относительно стержня - определяются и качеством обмазочной массы, и режимом нанесе-ния покрытия. При нанесении окунанием, в этом отношении важны вертикальность извлечения стержня из обмазочной массы, постоян-ство скорости извлечения и равномерность массы, поддерживаемая периодическим ее перемешиванием. Важно также, чтобы покрытие не стекало по стержню во время сушки. При нанесении покрытия опрессовкой эти хпарктеристики достигаются при правильной конструкции обмазочной головки пресса точным расположением каналов, направляющих стержни, и фильеры, ограничивающей размер покрытия. Наилучшие условия для получения покрытия, расположенного концентрично стержню, достигаются при соосном движении в электрообмазочном агрегате и стержней,и обмазочной массы, выдавливаемой прессом. В связи с большими трудностями создания такой конструкции прессов обычно канал для подачи массы в обмазочную головку изменяет ее приближение с максимальным приближением к касательной по отношению к подаваемым в головку стержня. Высокие давления при этом придают такую плотность покрытию в момент выхода электрода из пресса, что перетекание массы при сушке исключается и сушка происходит в горизонтальном положении. В процессе сушки и прокалки диаметр электрода с покрытием несколько увеличивается - покрытие распухает. Так, для покрытий типа УОНИ-13/45 диаметр электрода увеличивается при сушке на 0,1-0,2 мм.по сравнению с его диаметром в момент его выхода их пресса. Сушка и прокалка электродов должны удалить воду из покрытия. При этом следует учитывать это воды в покрытии много. Сушка может быть естественная, т.е. при комнатной температуре, и ускоренная, в различных печах. При прокалке осуществляется дальнейшее удаление влаги и иногда кристаллизационной воды. Температура прокалка ограничивается как отдельными составляющими покрытия, например при наличии в покрытии органических соединений - температурой их распада, так и отсутствием откалыванием покрытия от стержня вследствии различия уоэффициента их теплового расширения. Например, покрытия типа УОНИ-13/45 на стержняи из низкоуглеродистой или низколегированной проволоки нельзя прокалывать при температуре выше 500-525`C. 17 Источники питания[ Сварочный источник питания — электронное устройство, которое обеспечивает питание сварочной цепи электрическим током.
Для проведения сварки обычно требует большой ток — от 100 до 12000 ампер. Низкий ток также используется; например сварка двух бритвенных лезвий при токе 5 ампер с использованием дуговой сварки. Сварочным источником питания может быть простой автомобильный аккумулятор и такой сложный прибор, как высокочастотный инвертор с использованием транзисторов IGBT технологии с компьютерным управлением. (рис.6)Инверторные сварочные аппараты
В качестве источников питания для проведения ручной дуговой сварки используются понижающие трансформаторы с низким выходным напряжением и большим допустимым током в сотни ампер. При сварке на постоянном токе используются выпрямители, которые преобразует переменный ток в постоянный ток. В результате, вместо 220 В при 50А, получаемых от сети, мощность, напряжение от трансформатора составляет около 17-45 В при токах до 600 А. Используются различные типы трансформаторов, в том числе инверторные машины. Ток от трансформаторов регулируется разными способами: изменения числа витков в катушке или путем изменения расстояния между первичной и вторичной катушками (в подвижной катушке или c подвижным сердечником). Инверторные источники питания имеют меньшие размеры и вес. В них используется высокочастотное преобразование напряжения сети. Электрические генераторы и генераторы переменного тока также используются в качестве портативных сварочных источников питания, но из-за низкой эффективности и больших затрат, они реже используются в промышленности 18 Классификация Сварочные аппараты бывают постоянного тока (CC) или постоянного напряжения (CV); автомат постоянного тока изменяет выходное напряжение, поддерживая при этом постоянный ток и наоборот. Дуговая сварка с металлическим электродом и газовая вольфрамовая дуговая сварка используют источник постоянного тока, а газовая дуговая сварка металлическим электродом и дуговая сварка порошковой проволокой , как правило, используют постоянные напряжения.
К источникам сварочного тока относятся:
Сварочный трансформатор с регулированием напряжения при помощи изменения величины зазора между катушками Трансформаторы Трансформатор понижает напряжение от сети (обычно 230 В или 115 В переменного тока) в более низкое — от 17 до 45 (при разомкнутой цепи) вольт, с током от 55 до 590 ампер. Выпрямитель преобразует переменный ток в постоянный. Изменение напряжения в дешевом трансформаторе проводится перемещением первичной обмотки ближе или дальше от вторичной обмотки.
Генераторы Сварочные источники питания могут использовать генераторы для преобразования механической энергии в электрическую энергию. Современные конструкции, как правило, использую приводы от двигателя внутреннего сгорания. Выходная мощность генератора может быть постоянного тока или переменного тока. Инверторы С появлением мощных полупроводниковых приборов, таких как биполярный транзистор с затвором (IGBT) стало возможным сделать импульсный источник питания с большими нагрузками, необходимыми для дуговой сварки. Эти конструкции известны как инверторные сварочные аппараты с инверторными схемами. Эти аппараты меньше по весу, но более дорогие. Конверторы Источники сварочного тока работающие от постоянного тока с понижением или повышением входного напряжения (DC-DC преобразование). В состав конверторов может быть включено высокочастотное звено для стабилизации характеристик и изоляции от внешнего контура питания. Следует отметить, что конвертор принципиально отличается от инвертора, т.к. в последнем используется (AC-DC преобразование). Прочие источники Существуют виды сварки, для которых требуются другие источники питания, например, лазерная сварка требует источников со сложными схемами синхронизации и ёмкими конденсаторами[3]. К ним относятся источники питания серий PICCO, ECO и EDELWEISS с импульсной ламповой накачкой.
19 Разновидности траектории швов[
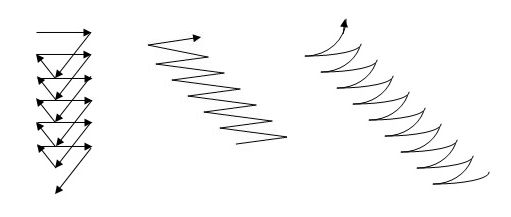
(рис.7)Поперечные траектории ручной дуговой сварки Ручная дуговая сварка классифицируется: · по виду электрода. Электроды могут быть плавящиеся и неплавящиеся. · по виду дуги (свободная или сжатая) · по воздействию дуги на металл (прямого или косвенного действия, трёхфазной дугой). Ручная дуговая сварка возможна при разных положениях сварного шва в пространстве. В международной практике приняты правила определения и обозначения пространственного расположения шва согласно стандарту EN ISO 6947 - Швы. Рабочее положения. Определение углов наклона и поворот[2]. Обозначения, согласно стандарту следующие: · PA - cварка в нижнем положении стыкового соединения или таврового соединения в положении "в лодочку"; · PB - cварка в нижнем положении таврового соединения в положении "в угол"; · PC - cварка горизонтального шва стыкового соединения на вертикальной плоскости;
· PD - cварка углового шва в потолочном положении в положении "в угол"; · PE - cварка стыкового соединения в потолочном положении; · PF - cварка вертикального шва снизу вверх; · PG - cварка вертикального шва сверху вниз. При сварке электроды перемещаются в трех направлениях: по оси электрода - для поддержания длины дуги; вдоль оси валика - для образования шва; поперек шва - для получения нужной ширины шва и глубины проплавления.
20
|
||
|
|
Последнее изменение этой страницы: 2018-05-30; просмотров: 367. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |