|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Возбуждение дуги и поддержание ее горенияСтр 1 из 3Следующая ⇒ Письменная квалификационная работа Тема: техника ручной дуговой сварки
Выполнил: ХохловСергейНиколаеввич Проверил: Булатов Иван Павлович Дата выдачи: Дата сдачи:
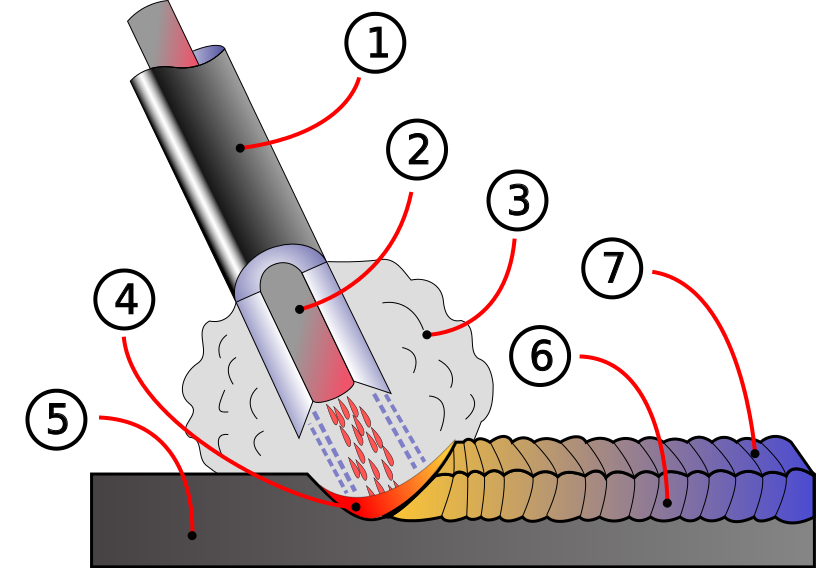
р.п Бутурлино 2018 год Содержание: 1.1Ручная дуговая сварка…………………………………………………………3 1.2Сущность……………………………………………………………………….4 1.3Зажиганияе дуги………………………………………………………….…….5 1.4Возбуждение дуги и поддержание ее горения…..……………………..……8 1.5 Наплавка валика………………………………………………………………..8 1.6 Сварка стыковых швов………………………………………………….....…10 1.7сварка угловых швов……………………………………………………….…12 1.8Классификация и основные ГОСТы на электроды………………………….13 1.9Производство электродов для ручной дуговой сварки……………….……16 2.0Источники питания…………………………………………………………...18 2.1Разновидности траектории швов……………………………………………20 3.0Техника безопасности при сварке…………………………………………..21 2.1Оказание помощи пострадавшему от электрического тока……………....24 2.2Поражение зрения……………………………………………………………25 Заключение……………………………………………………………………….28 2 Ручная дуговая сварка Ручная дуговая сварка — сварка, источником энергиииспользующий для нагрева и расплавления металла электрическую дугу.Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов. (Рис.1) Ручная дуговая сварка. 1 — электродное покрытие, 2 — электрод, 3 — защитный газ, 4 — место расплава металла, 5 — заготовка, 6, 7 — шов Используется для сварки углеродистых сталей обычного качества, качественных сталей с различным содержанием марганца, низколегированных и легированных, жаропрочных и жаростойких сталей, чугуна и цветных металлов.  Требования к электродам, применяемым при сварке в России, описаны в ГОСТ 9466—75, ГОСТ 9467—75 и ГОСТ 10052—75. 3 Сущность Для ручной дуговой сварки характерно зажигание дуги, производимое касанием электродов к металлическому изделию, поддержание длине дуги во время сварки и перемещение электродов. При протекании тока короткого замыкания электрод в месте касания нагревается до высокой температуры, зажигается дуга и производится сварка дугой с переносом материала электрода или проволоки в место сварки. Для защиты места сварки от газов, содержащихся в воздухе, используется защита места сварки газами (аргоновая сварка). Ручная дуговая сварка разделяется на следующие виды: · одно, двух и многоэлектродную, используемую для ускорения работ и повышения производительности труда; · сварку при постоянном и переменном токе; · сварку однофазной и трёхфазной дугой. В зависимости от длины свариваемого стыка и толщины свариваемого существуют разные способы ведения шва: · Короткие швы до 250 мм.делают способом - «на проход». · Швы средней длины от 250 до 1000 мм.выполняют от середины к краям ступенчатым способом по участкам. Швы длинные делают обратно-ступенчатым способом от середины к краям.В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну. Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки. Для повышения устойчивости электрической дуги в электроды могут вводиться легко ионизируемые элементы (калий, натрий, кальций) Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через ноль и смены полярности тока. В аппаратах для электросварки постоянным током применяются выпрямители. Возможно управление положением сварочной дуги при сварке постоянным током. Дуга является проводником тока и как обычный проводник отклоняется в магнитном поле в соответствии с законом Ампера
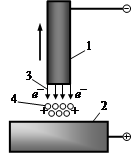
4 Зажиганияе дуги Короткое замыкание выполняется для разогрева торца электрода 1 (катода) и заготовки 2 (анода) в зоне её контакта с электродом. После отвода электрода с его разогретого торца под действием электрического тока начинается термоэлектронная эмиссия электронов 3. Столкновение быстро движущихся от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации и появлению ионов 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул вследствие их соударения происходит дополнительная ионизация. В результате дуговой промежуток становится электропроводным. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда Температура столба дуги 5 зависит от материала электрода и состава газов в дуге и при сварке стальным электродом примерно равна 6000°С, а температуры катода и анода в зонах наибольшего разогрева 6 и 7, соответственно, 2700°С и 2900°С. При этом в области анода, как правило, выделяется значительно больше тепловой энергии, чем в области катода (но при сварке дугой переменного тока температуры анода и катода выравниваются вследствие периодической смены полярности). Возможно зажигание дуги и без короткого замыкания и отвода электрода. Для этого в сварочную цепь на короткое время подключают осциллятор, т.е. источник высокочастотного переменного тока высокого напряжения, который создаёт высокочастотный электрический разряд через дуговой промежуток, обеспечивая его первоначальную ионизацию. Такой способ применяют для зажигания дуги при сварке неплавящимся электродом.
А) Б) В) Рис2. .Последовательность процесса зажигания дуги:
А – короткое замыкание; Б – отвод электрода; В – возникновение устойчивого дугового разряда: 1 – электрод; 2 – заготовка; 3 – электроны; 4 – ионы; 5 – дуга; 6 – зона наибольшего разгорева катода; 7 – зона наибольшего разгорева анода
Виды дуговой сварки различают также по степени механизации процесса и способу защиты дуги и расплавленного материала. 5 Ручную дуговую сварку выполняют плавящимися сварочными электродами, которые вручную подают в дугу и перемещают в направлении получаемого шва. Электроды представляют собой проволочные стержни с нанесёнными на их боковую поверхность покрытиями, которые предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от воздействия воздуха и получения шва заданного состава и свойств. В состав покрытия электродов входят стабилизирующие, газо- и шлакообразующие, раскисляющие, легирующие и связующие составляющие.
В процессе сварки металлическим покрытым электродом (рис. 5.7) дуга 1 горит между электродом 2 и основным металлом 3. Электрод плавится, и расплавленный металл каплями падает в сварочную ванну 4. Вместе с электродом плавится и его покрытие 5, образуя защитную газовую атмосферу 6 вокруг дуги и жидкую шлаковую ванну 7 на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает, формируя сварной шов 8, на поверхности которого застывший шлак образует твёрдую шлаковую корку 9.
При толщине стали до 6 мм можно сваривать по зазору без разделки кромок заготовок. При бόльших толщинах для обеспечения полного провара выполняют одно- или двустороннюю разделку кромок путём их скоса под углом. Стыки толщиной более 10 мм сваривают многослойным швом, в котором толщина каждого слоя составляет около 6 мм.
6
А) Б) В) Г)
Ручная сварка обеспечивает хорошее качество сварных швов. Она универсальна и удобна при выполнении коротких криволинейных швов в любых пространственных положениях (рис.), при наложении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы. Но следует иметь в виду, что сварка горизонтальных и вертикальных швов на вертикальной поверхности (рис. 5.8-в, г) труднее сварки в нижнем положении (рис.). Расплавленный металл шва под действием силы тяжести стремится стекать вниз. Поэтому сварку вертикальных швов производят преимущественно снизу вверх, чтобы застывающий металл образовывал опору для вышерасположенного расплавленного металла. При сварке швов в потолочном положении (рис. 5.8-б) возможность капания расплавленного металла ещё более увеличивается. Удержание ванночки металла достигается за счёт давления дуги и поверхностного натяжения. Перенос капель металла электрода на основной металл возможен только при наличии короткой дуги, требующей от сварщика хороших навыков. Во избежание попадания расплавленных капель на руку необходимо перемещать электрод по направлению к себе, как это показано на рис. 5.8-б. Недостатками ручной сварки по сравнению с рассматриваемой далее автоматической сваркой являются низкая производительность, неоднородность качества шва по длине и необходимость высокой квалификации сварщика.
7 Возбуждение дуги и поддержание ее горения
Для возбуждения дуги сварщик концом электрода прикасается к металлу, а затем быстро отводит его на 2-4 мм. В этот момент образуется дуга, постоянную длину которой поддерживают во время сварки путем постепенного опускания электрода по мере его расплавления. До момента образования дуги сварщик должен закрыть лицо щитком или шлемом. Другой способ заключается в следующем: сварщик проводит (чиркает) по поверхности свариваемого металла концом электрода и затем быстро отводит его на небольшое расстояние, возбуждая дугу. Дугу необходимо поддерживать возможно короткой. При короткой, дуге около шва образуется небольшое количество мелких капель металла, электрод плавится спокойно, давая равномерный - пучок искр, глубина проплавления свариваемого металла получается больше. Длинная дуга не обеспечивает достаточной глубины проплавления основного металла, а электродный металл при плавлении окисляется и сильно разбрызгивается; в результате получается неровный шов с большим количеством включений окислов. О длине дуги можно судить по звуку, издаваемому ею при горении. Дуга нормальной длины издает равномерный звук одного тона, слишком длинная дуга - более резкий и громкий звук, часто прерывающийся и сопровождающийся хлопками. В случае обрыва дугу возбуждают вновь, тщательно заваривают кратер в том месте, где произошел обрыв дуги, и продолжают сварку шва. При сварке особо ответственных узлов, работающих в условиях знакопеременной нагрузки и подверженных явлению "усталости", не разрешается возбуждать дугу на основном металле вне зоны шва, так как это может привести к "ожогу" поверхности металла и явиться причиной начала последующего разрушения шва в данном месте.
(рис.5) При перемещении электрода прямолинейно вдоль шва без колебательных движений наплавляется узкий (ниточный) валик. При наложении валика электрод следует держать наклонно, под некоторым углом к вертикальной линии, чтобы капли металла, перемещающиеся
8 проплавления основного металла получается больше. Угол наклона а с покрытого электрода к вертикали должен составлять 15-20°. Изменяя наклон электрода, сварщик может регулировать глубину расплавления металла, способствовать лучшему формированию валика шва и влиять на скорость охлаждения ванны.
Схемы движений конца электрода при наплавке уширенных валиков показаны на рис, 65,6. В точках /, 2 и 3 скорость перемещения электрода уменьшается, что способствует прогреванию кромок. При ручной сварке нормальной считается ширина валика, равная 2,5-3 диаметрам электрода. В этом случае все кратеры расплавленного металла 1, 2, 3 сливаются в одну ванну и обеспечивается наилучшее сплавление основного и наплавленного металла. При слишком большой ширине валика металл в точке 1 затвердеет к тому моменту, когда дуга возвратится в точку 3, и в этом месте может образоваться непровар. Кроме того, понижается производительность сварки. На Рис.66, а показаны движения концом электрода, необходимые для прогревания обеих кромок, на Рис.66 б - для прогревания только одной кромки (например, при сварке листов разной толщины). Для прогревания середины шва электрод перемешают по схеме, данной на Рис.6 в. Наплавляя валик, сварщик может находиться сбоку от шва и перемещать электрод слева направо или располагаться по оси шва и вести электрод "на себя" или "от себя". После окончания наплавки валика остающийся в конце его кратер должен быть тщательно заварен, чтобы в этом месте не появилась трещина. При сварке электродами с покрытиями необходимо обеспечить полную и равномерную защиту жидкого металла слоем расплавленного шлака. Шлак должен располагаться позади, дуги, не смешиваться с расплавленным металлом и не затекать вперед дуги, т.е. не попадать на поверхность нерасплавленного металла. Металл поддерживается достаточное время в жидком состоянии, чтобы частицы шлака всплыли на поверхность ванны и шлак успел раскислить металл. 9 Сварка стыковых швов
При сварке швов без скоса кромок валик накладывается с небольшим уширением с одной или с обеих сторон стыка. Во избежание.непровара необходимо обеспечить расплавление металла обеих кромок по всей толщине. Провар металла толщиной до 6 мм по всему сечению шва при сварке встык без скоса кромок зависит от правильного выбора тока и диаметра электрода. При соответствующих диаметрах электрода и величине тока обеспечивается полный провар и высокая производительность сварки без скоса~ кромок металла толщиной от 4 до 8 мм. Подбирать величину тока
Соединения встык с V-образной подготовкой кромок в зависимости от толщины металла сваривают однослойными или многослойными швами. При сварке в один слой дугу возбуждают в точке а (Рис.7, а) на грани скоса, затем электрод перемещают вниз, проваривают корень шва и выводят дугу на вторую кромку. На скосах кромок движение электрода замедляют для обеспечения достаточного провара, а в корне шва, во избежание сквозного прожога, ускоряют. С обратной стороны соединения рекомендуется накладывать подварочный шов, предварительно очистив корень шва от наплывов металла и шлака. Иногда с обратной стороны шва ставят подкладку из стали толщиной 2-3 мм. В этом случае можно повысить сварочный ток на 20-30% по сравнению с нормальной величиной, не опасаясь сквозного проплавления, Стальная подкладка при наложении валика шва приваривается и ее оставляют, если конструкция и назначение изделия это позволяют. В ответственных конструкциях корень шва проваривают с обратной стороны; металл корня шва перед заваркой предварительно вырубают зубилом или зачищают резаком для поверхностной резки с целью удаления возможных дефектов (непровара, трещин). При сварке многослойных стыковых швов сначала тщательно проваривают корень шва электродом диаметром 4--5 мм, затем наплавляют последующие слои уширенными валиками электродами большего диаметра (Рис.7, б, в). Перед наложением последующих слоев поверхность предыдущих очищают от шлака и окалины. Необходимо расплавлять и проваривать кромки, хорошо заваривать кратеры, не допускать в шве шлаковых прослоек. Если подварка корня шва с обратной стороны невозможна, то для обеспечения полного провара 10 НИИ мостов рекомендует первый шов (корень шва) сваривать в вертикальном положении, при угле раскрытия кромок 60°, притуплении 1,5 мм, зазоре 3-4 мм, электродом диаметром 4 мм с покрытием АНО-4, током 160 а. При этом следует избегать резких изменений величины зазора между кромками. Плавные изменения величины зазора в пределах 2-4 мм значения не имеют. Сварку ведут в направлении снизу вверх. Применяют и другие рутиловые покрытия, дающие относительно жидкотекучие шлаки, например покрытие ОЗС-3. Второй и последующие швы сваривают в нижнем положении ручной, полуавтоматической или автоматической сваркой. Можно продолжать сварку и в вертикальном положении, если это технологически рационально. Для обеспечения последующего провара в месте прекращения сварки (при смене электрода и по другим причинам) перед ожидаемым перерывом процесса сварки шов "разваривают", т.е. делают электродом местное расплавление кромок, образуя лунку в корне разделки шва. Возобновление сварки начинают со дна лунки. Вследствие малого объема ванны в этот момент металл быстро кристаллизуется и не вытекает из ванны; обеспечивается полный провар кромок и хорошее формирование валика с обратной стороны корни шва. Швы с Х-образной подготовкой кромок сваривают так же, как и швы с V-образной подготовкой кромок. Необходимо во всех случаях принимать меры, способствующие уменьшению и выравниванию сварочных деформаций и напряжений. Чтобы при наплавке вышележащих слоев достаточно прогревался и отжигался нижележащий слой, толщина каждого слоя не должна превышать 4-5 мм Практически для многослойных швов установлены следующие соотношения между площадью поперечного сечения металла, наплавленного за один проход, и диаметром электрода: для первого прохода (провар корня шва); F1 = (6-8) dэл для последующих проходов Fn=(8-12) dэл, где F, - площадь сечения шва при первом проходе, мм2; Fa-площадь сечения шва при последующих проходах, мм2; dэл - диаметр проволоки электрода, мм. 11
Сварка угловых швов При сварке угловых швов жидкий металл стремится стекать на нижнюю плоскость. Поэтому сварку таких швов в нижнем положении лучше производить "в лодочку", а изделие располагать так, чтобы шлак не затекал на металл перед дугой (Рис.68, а). Однако не всегда возможно установить деталь в нужное положение. (рис.8) При сварке углового шва, нижняя плоскость которого расположена горизонтально, возможеннепровар вершины угла или одной из кромок. Непровар может образоваться на нижнем листе, если начинать сварку с вертикального листа, так как в этом случае расплавленный металл стечет на недостаточно нагретую поверхность нижнего листа. Поэтому сварку таких швов следует начинать, зажигая дугу на нижней плоскости в точке А, и вести электрод так, как показано на Рис.8, б. Электрод следует держать под углом 45° к поверхности листов, слегка наклоняя его в процессе сварки то к одной, то к другой плоскости (Рис.8).
При сварке многослойного углового шва сначала накладывают узкий валик электродом диаметром 3-4 мм, чем обеспечивается провар корня. Определяя число проходов, исходят из площади поперечного сечения шва. Для каждого слоя эта величина должна составлять 30-40 мм2. На Рис.68, г показаны однослойный и многослойный угловые швы с разделкой кромок и полным проваром. 12 Классификация и основные ГОСТы на электроды.
(Рис.5) Стальные электроды изготовляют в соответствии с ГОСТ 9466-75, ГОСТ 9467-75, ГОСТ 100051-75. В ГОСТ 9466-75 электроды подразделяются на группы в зависимости от свариваемых металлов: У - углеродистых и низкоуглеродистых конструкционных сталей; Л - легированных конструкционных сталей; Г - легированных теплоустойчивых сталей;
В - высоколегированных сталей с особыми свойствами. Общее назначение электродных покрытий - обеспечивание стабильности горения сварочной дуги и получение металла шва с заранее заданными свойствами (прочность, пластичность, ударная вязскость, стойкость против коррозии, и др.). Стабильность горения сварочной дуги достигается снижением потенциала ионизации воздушного промежутка между электродом и свариваемой деталью. Покрытия выполняют защитную функцию, шлаковая защита служит для защиты расплевленного металла шва от воздействия кислорода и азота воздуха путем образования шлаковых оболочек на поверхности капель электродного металла, переходящих через дуговой промежуток, и для образования шлакового покрова на поверхности расплавленного металла. Шлаковое покрытие уменьшает скорость охлаждения и затвердевания металла шва, способствуя выходу из него газовых и неметаллических включений. Шлакообразующими компонентами являются; титановый концентрат, марганцевая руда, каолин, мрамор, мел, кварцевый песок, доломит, полевой шпат и др. Легирование металла шва производится для придания специальных свойств наплавленному металлу. Наиболее часто применяются такие легирующие компоненты как хром, никель, млибден, вольфрам, марганец, титан и др. Легирование металла иногда производится специальной проволокой, содержащей нужные элементы. Чаще металл шва легируют введением легирующих компонентов в состав покрытия электрода. Легирующие компоненты - ферросплавы, иногда чистые металлы.
13
железный порошок улучшает технологические свойства электродов (облегчает повторное зажигание дуги, уменьшает скорость охлаждения наплавленного металла, что благоприятно сказывается при сварке в условиях низких температур) Для закрепления покрытия на стержне используют связывающие компоненты, жидкое стекло имеет также стабилизирующие свойства. При наличии в составе покрытия более 20% железного порошка, к обозначению следует добавить букву Ж. По видам покрытия электродов подразделяются: А - с кислым покрытием, содержащим окиси железа, марганца, кремния, иногда титана; Б - с основным покрытием, имеющим в качестве основы фтористый кальций и карбонад кальция. ( Сварку электродами с основным покрытием осуществляют на постоянном токе и обратной полярности. Вследствие малой склонности металла к образованию кристаллизационных и холодных трещин, электроды с этим покрытием используют для сварки больших сечений ); Ц - с целлюлозным покрытием, основные компоненты которых - целлюлоза, мука другие органические составы, создающие газовую защиту дуги и образующие при плавлении тонкий шлак.( Электроды с целлюлозным покрытием применяют, как правило, для сварки стали малой толщины); Р - с рутиловым покрытием, основной компонент - рутил. Для шлаковой и газовой защиты покрытия этого типа вводят соответствующие минеральные и органические компоненты. При сварке на постоянном и переменном токе разбрызгивание металла незначительно. Устойчивость горения дуги, формирование швов во всех пространственных положениях хорошее; П - прочие виды покрытий. При покрытии смешанного вида используют соответствующее условное обозначение. Электроды для сварки конструкционных и низколегированных сталей Для сталей обычной прочности предназначены электроды: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55 и Э60. Для констукционных сталей повышенной прочности - электроды: Э70, Э85, Э100, Э125, Э150. Механические свойства швов и сварных соединений при применении электродов для сварки конструкционных сталей должны соответствовать определенным нормам.
Электроды для сварки легированных теплоустойчивых сталей. Эти стали сваривают электродами девяти типов по ГОСТ 9467-75 которые классифицируют по механическим свойствам к химическому составу наплавленного металла. Буквы, стоящие после буквы Э, показывают гарантированное содержание легирующих элементов в наплавленном металле. 14
Электроды для сварки высоколегирванных сталей с особыми свойствами. Для сварки коррозионно - стойких , жаропрочных и жаростойких высоколегированных сталей мартенситного, мартенситно - ферритного, ферритного, аустенитно - ферритного и аустенитного классов существует 49 типов электродов.
15 |
||||
|
|
Последнее изменение этой страницы: 2018-05-30; просмотров: 749. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |