|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Исследование процессов заполнения форм вакуумным всасыванием методом гидромоделирования ⇐ ПредыдущаяСтр 3 из 3
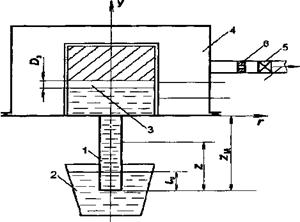
Цель работы: Ознакомление с устройством установки для литья вакуумным всасыванием и методами управления гидравлическими и газодинамическими процессами при заполнении форм сплавом. Схема экспериментальной установки приведена на рис. 6. Нижняя часть металлюпровода 1 помещена в резервуар 2, наполненный водой. Металлопровод жестко соединен с плитой, на которой расположена форма 3, стенки которой выполнены из оргстекла. Форму накрывают прозрачной (из оргстекла) крышкой 4, которая герметично через резиновую прокладку крепится к плите. Пространство внутри крышки образует вакуумную камеру, которая с помощью вакуумпровода соединена с ресивером. В вакуумпроводе установлен кран 5 и дросселирующее устройство 6 в виде диафрагмы. Перед началом процесса в ресивере создают разрежение ∆Рр=Ра-Рр, которое поддерживается постоянным. В начале процесса открывают кран 5. При этом в вакуумной камере и полости формы создается разрежение ∆Рк=Ра-Рк, под действием которого вода заполняет полость формы. Скорость заполнения определяется темпом создания разрежения в вакуумной камере, который изменяют, применяя диафрагмы с разными площадями отверстий. При выполнении данной серии экспериментов металлопровод извлекается из резервуара с водой и его нижний торец герметично закрывается пробкой. После сборки установки в вакуумпровод устанавливается диафрагма с заданным диаметром отверстия. В момент открывания крана 5 включается телекамера, которая фиксирует значения разрежения в камере по показаниям вакуумметра через определенные интервалы времени. Съемку заканчивают при достижении разрежения ∆Р=10000 Па. После анализа результатов съемки данные заносят в 
9 таблицу 1 в колонки 2 и 3. После преобразований уравнение можно записать в виде В колонку 3 внесены разрежения с интервалом в 1000Па, а в колонку 2 заносят соответствующие этим значениям разрежения значения времени с начала процесса. В колонку 4 заносят значения величины УГ, рассчитанные по формуле (3) с учетом значений ∆РKi при ∆Рр=30300 Па (230 мм. рт. ст.). В колонки 5 и 6 заносят значения произведений Yi и ti и значения квадратов времен ti. В последнюю строку колонок 5 и 6 заносят суммы этих величин.
Таблица 1 - Обработка экспериментальных данных по методу наименьших квадратов
Эксперименты и расчеты выполняют при трех значениях диаметра диафрагмы, которые задает преподаватель. Во второй части работы выполняется исследование кинетики заполнения полости формы водой при разных значениях диаметра диафрагмы. Для получения более четкого изображения уровня воды в форме при съемке процесса на телекамеру воду подкрашивают. Изменение уровня сплава в форме можно рассчитать по следующей приближенной формуле
где р - плотность воды, р =1000 кг/м3; ZМ - длина металлопровода, м; l0 - длина погруженной в воду части металлопровода, м.
10 Фактические и расчетные данные по положению уровня сплава в разные моменты времени заносятся в таблицу и делается вывод о степени точности формулы (5).
Вопросы к коллоквиуму
1. В чем сущность литья вакуумным всасыванием? 2. Опишите и поясните схему экспериментальной установки. 3. Что такое глубина вакуума и разрежение? 4. В чем сущность метода наименьших квадратов? 5. Определите величину разрежения, необходимого для подъема воды на 1м. 6. По какому закону изменяется разрежение в вакуумной камере? 7. С помощью какого технологического параметра управляют скоростью заливки формы?
Рисунок 6 - Схема экспериментальной установки: 1 - металлопровод; 2 - резервуар с водой; 3 - форма; 4- крышка; 5 - кран; б - диафрагма
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ Основная 1. Чуркин Б.С. и др. Специальные способы литья Учеб./ Екатеринбург: Изд-во Рос.гос.проф.-пед.ун-та, 2010.-730с. 2. Д. М. Кукуй, В. А. Скворцов, Н. В. Андрианов Теория и технология литейного производства. В 2 частях. – М.: Новое знание, 2011.–– 800 с. Дополнительная 1. Технология литейного производства: Учеб./Б.С. Чуркин, Э.Б. Гофман, СТ. Майзель и др.; Под ред. Б.С. Чуркина. Екатеринбург: Изд-во Урал. гос. проф. - пед ун-та, 2000.662 с. 2. Альтман М.Б., Лебедев А.А., Чухров М.В. Плавка и литье легких сплавов М.: Металлургия, 1969. 680 с. 3. Плавка и литье титановых сплавов: А.П. Андреев, Н.Ф. Аношкин, КМ. Борзецовская и др. М.: Металлургия, 1978. 383 с. 4. Чурсин В.М Плавка медных сплавов, М.: Металлургия, 1982. 152 с. 5. Производство отливок из сплавов цветных металлов: Учебник для вузов/А.В. Курдюмов, М.В. Пикунов, В.М. Чурсин, Е.Л. Бибиков. М.: Металлургия, 1986. 416 с. 6. Плавка и литье алюминиевых сплавов: Справочное руководство/М.Б. Альтман, А.Д. Андреев, Н.Н. Белоусов и др. М.: Металлургия, 1970. 320 с. 7. Колобнев И.Ф., Кршов В.В., Мельников А.Ф. Справочник литейщика: Цветное литье из легкие сплавов. М.: Машиностроение, 1974. 121 с. 8. Чуркин Б.С. Теория литейныхпроцессов. Екатеринбург: Рос. гос. проф.-пед. ун-т, 2006. 453 с. 9. Теория литейных процессов/Б.С.Чуркин, Э.Б.Гофман, А.Б.Чуркин, Ю.И. Категоренко. Екатеринбург, 2006. 196 с.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторным работам по дисциплине «Производство цветного литья» для студентов всех форм обучения специальности 050501.65 Профессиональное обучение (металлургические производства) (030500.09) специализации «Технологии и менеджмент в металлургических производствах» (030503.09)
Подписано в печать Формат 60x84/16. Бумага для множ. аппаратов. Печать плоская. Усл.-печ. л. Уч.-изд. л. Тираж экз. Заказ №
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-05-27; просмотров: 311. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 (4)
(4) (5)
(5)