|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
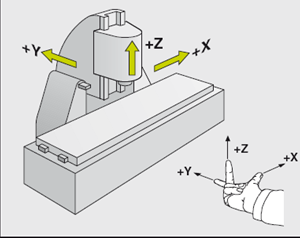
Моментный поворотно-наклоняемый стол ⇐ ПредыдущаяСтр 2 из 2 Ось наклона, B ° + 45 / -101 Ось вращения, A ° n x 360 Ускоренный ход (B) мин-1 80 Ускоренный ход (A) мин-1 200 Варианты паллет System 3R MacroMagnum 156 Макс. вес заготовки кг 80 (ручн. и автом. загрузка) Магазин паллет шт. 16 Скорость перемещения Подача/ускоренный ход (X, Y, Z) м/мин 15 / 22 Инструментальный шпиндель (40% ED, S6) 12'000 мин-1, ISO 40 кВт/Нм 13 / 100 20'000 мин-1, HSK-A63 кВт/Нм 30 / 91 42’000 мин-1, HSK-E40 кВт/Нм 13 / 4.2 Инструментальный магазин Встроенный магазин кол. ячеек 30 (ISO 40, HSK-A63) oder 36 (HSK-E40) Внешний магазин кол. ячеек 75, 120, 170 oder 220 (HSK-A63) Система управленияHeidenhain iTNC 530 Вес станка кг7’700 Модули “smart machine”www.gfac.com
Центр обрабатывающий Mikron HSM 600 LP /54000об/мин/8,5кВт /AgieCharmilles/Швейцария Основные характеристики управление Рабочая зона Размеры рабочей поверхности стола (Д х Ш) 350х350 мм
по оси Y  Перемещение стола по оси Х 500 мм Скоростные характеристики Частота вращения главного шпинделя 100-54000 об/мин Скорость холостых подач инструмента по оси Y 60 м/мин Скорость холостых подач инструмента по оси Z 60 м/мин Скорость подачи стола по оси Х 60 м/мин Силовые параметры Максимальные допустимые усилия по оси X 7,45 кН Максимальные допустимые усилия по оси Y 5,2 кН Максимальные допустимые усилия по оси Z 2,6 кН Инструмент Компоновка режущего инструмента Инструментальный магазин Количество мест в 20 инструментальном магазине Инструментальная оснастка HSK-E32 Конструкция Монтаж Напольный Эксплуатационные параметры Уровень шума в рабочем режиме 75 дБА Динамические характеристики Максимальный крутящий момент главного шпинделя 3,5 Нм Мощность двигателя Максимальная мощность привода вращения главного 8,5 кВт шпинделя Интерфейс, разъемы и выходы
Внешние источники информации Ссылка на сайт фирмыwww.gfac.com производителя Xарактеристики, комплект поставки и внешний вид данного товара могут отличаться от указанных или могут быть изменены без отражения в Каталоге
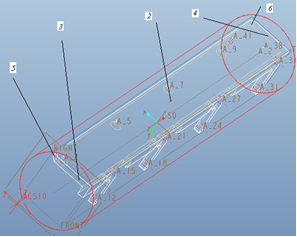
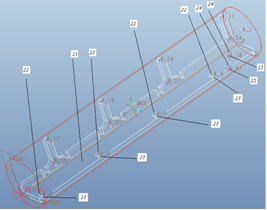
6. КАРТЫ НАЛАДОК
7. Рассчет режимов резания Опытные HSM параметры резания (R — черновая обработка, F — финишная):
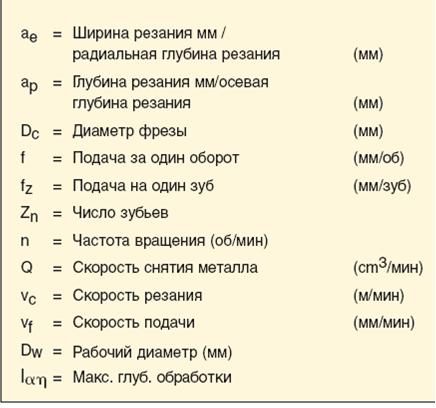
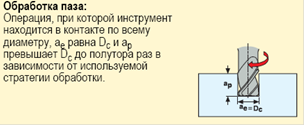
Охлаждение: СОЖ или масляный туман Для большинства материалов, подача на зуб, вычисляемая по формуле (fz = 0.01 × D) – превосходное начальное значение для обработки труднообрабатываемых материалов. Эта подача должна быть увеличена или уменьшена в зависимости от полученного на практике результата, но ее значение должно остаться в пределах следующего диапазона: 0.005 × D < fz < 0.015 × D (мм), где D – номинальный диаметр фрезы.
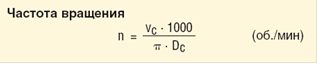
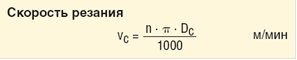
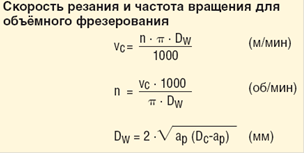
Mikron HSM 600 LP /54000об/мин/8,5кВт Скорость перемещенияПодача/ускоренный ход (X, Y, Z) м/мин 60 Скорость вращения шпинделя 54000об/мин/8,5кВт nmax=54000об/мин Nmax=8,5кВт Тогда возможная максимальная подача на зуб фрезы при максимальной частоте вращения шпинделя и подаче и максимальной подаче Fz=S/(z*n)=60000/(2*54000)=0.556 мм/зуб Для большинства материалов при высокоскоростной обработке, подача на зуб, вычисляемая по формуле (fz = 0.01 × D) – превосходное начальное значение для обработки труднообрабатываемых материалов. Эта подача должна быть увеличена или уменьшена в зависимости от полученного на практике результата, но ее значение должно остаться в пределах следующего диапазона: 0.005 × D < fz < 0.015 × D (мм), где D – номинальный диаметр фрезы. fz = 0.01 × D=0.01*20=0,2 мм/зуб Тогда максимальная подача при обработке fvmax=n*z*fz=54000*2*0,2= 21600мм/мин Возможная максимальная скорость резания фрезой диаметром D=20мм Vmax=π*D*nmax/1000=3,14*20*54000/1000= 3391,2 м/мин (соответствует высокоскоростной обработке) Проверка по мощности: fz * t * V max = 0,15*12*81=145,8 по таблице соответствует 2,06квт fz * t * V max = 0.2*12*3391,2= 8138,88 соответствует (8138,88/145,8)*2,06=115 квт что превышает 8,5кВт в 115/8,5=13,53 раза Находим допустимую максимальную глубину резания tmax по мощности станка t/13,53=12/13,53=0,8869179600886918мм tmax =0,9мм Проверяем по таблице шероховатость для fz = 0,2 мм/зуб Rz40 (черновая обработка) По чертежу чистота поверхности Ra6,3 определяем параметры чистового прохода: По таблице fz =0,04мм/зуб Ra5 Тогда максимальная подача при чистовом проходе fvmax=n*z*fz=54000*2*0,04= 4320мм/мин Определим максимально допустимую глубину резания по мощности: fz * t * V max = 0,15*12*81=145,8 по таблице соответствует 2,06квт fz * t * V max = 0.04*12*3391,2= 1627,776соответствует (1627,776/145,8)*2,06= 22,99875555555556 квт что превышает 8,5кВт в 22,99875555555556/8,5= 2,7раза Находим допустимую максимальную глубину резания tmax t/13,53=12/2,7=4,45мм tmax =4,45мм При одинаковой производительности условия чистового резания предпочтительны
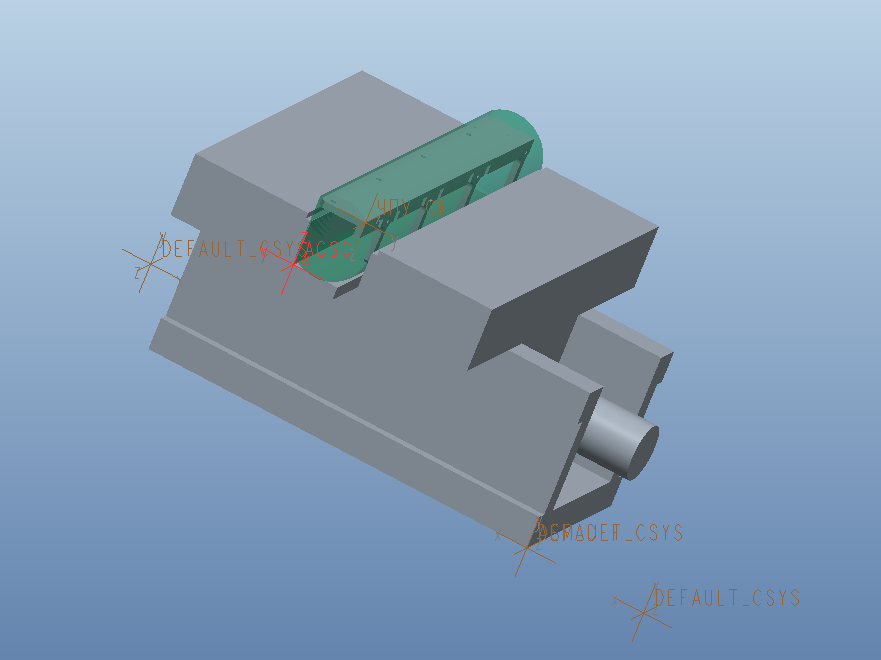
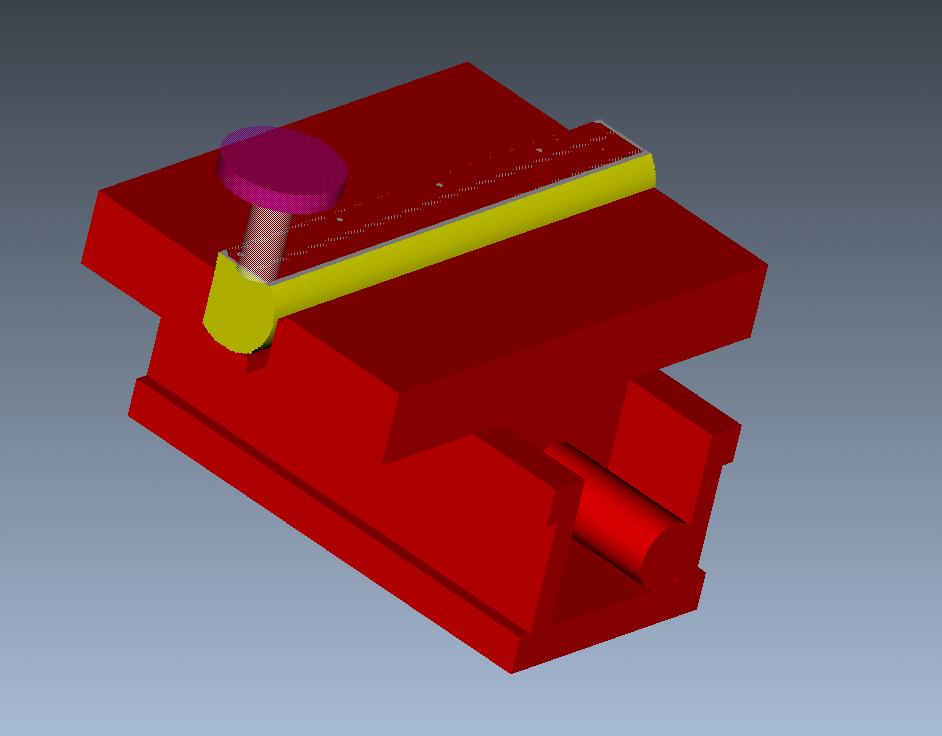
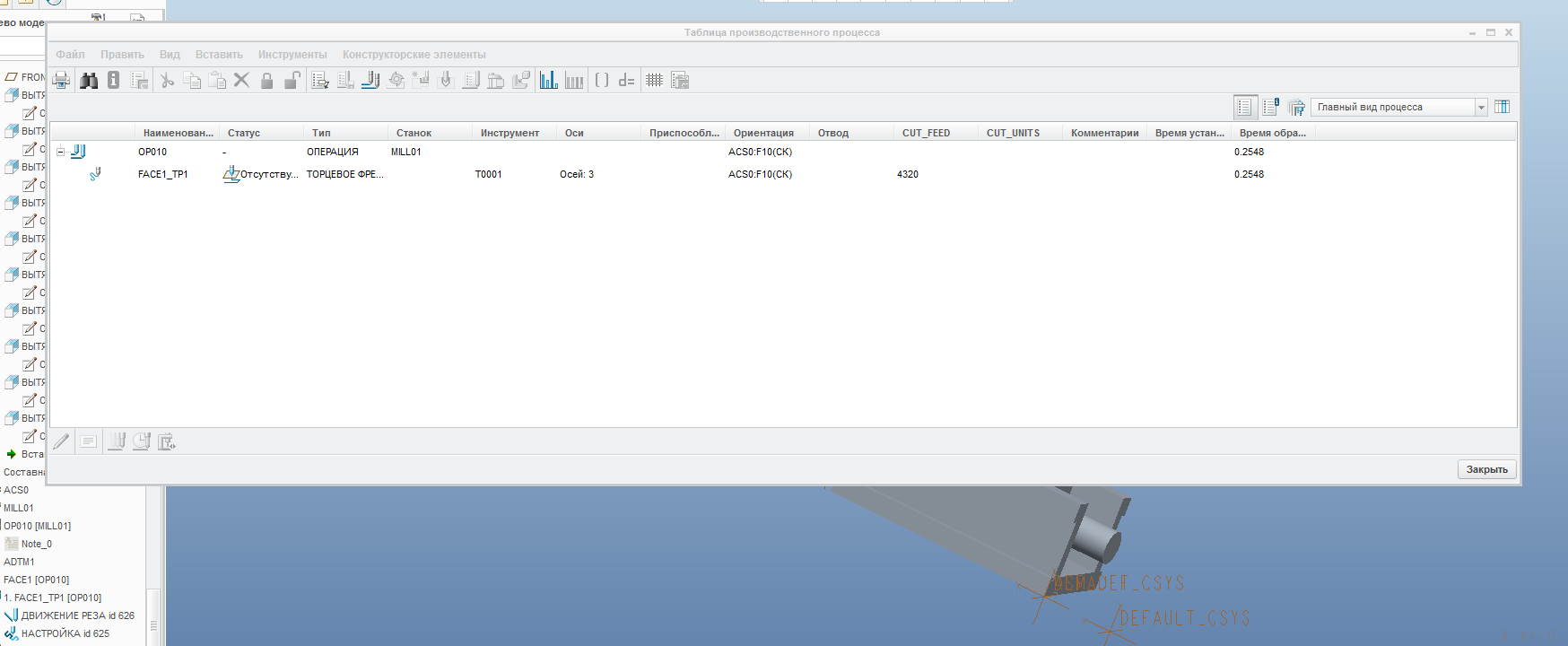
Операция 10; переход 2: Фрезеровать плоскость 1 окончательно. Фреза TONADO 40200-HEMI. Цельная твердосплавная. nmax=54000об/мин Возможная максимальная скорость резания фрезой диаметром D=20мм Vmax=π*D*nmax/1000=3,14*20*54000/1000= 3391,2 м/мин (соответствует высокоскоростной обработке) максимальная подача при чистовом проходе fvmax=n*z*fz=54000*2*0,04= 4320мм/мин максимальную глубину резания tmax t/13,53=12/2,7=4,45мм tmax =4,45мм
%OP01020 G71 ; MFG0002 ; (DATUM: 01/27/2018 TIME: 10:28:12) N10 G90 G40 N12 L99 N14 G0 A0. C0. N16 M126 N18 G17 T1 N20 G0 A0. C0. N22 S54000 M3 N24 M3 N26 G0 X-15.5 Y-6.927 M7 N28 Z45.5 N30 G1 Z46.223 F4320 N32 X255. N34 Y-23.854 N36 X-2.5 N38 G0 Z50.946 N40 X-15.5 Y-6.927 N42 Z49.223 N44 G1 Z42.5 F4320 N46 X255. N48 Y-23.854 N50 X-2.5 N52 G0 Z45.5 N54 X-15.5 Y-6.927 N56 G1 Z42.5 F4320 N58 X255. N60 Y-23.854 N62 X-2.5 N64 G0 Z45.5 N66 X-13.5 Y-50.063 N68 Z45.165 N70 G1 Z28. F4320 N72 G41 X-.5 N74 Y10.244 N76 G40 X-13.5 N78 Z31. F60000 N80 G0 Z45.5 N82 Y-50.244 N84 Z31. N86 G1 Z13.5 F4320 N88 G41 X-.5 N90 Y10.244 N92 G40 X-13.5 N94 Z16.5 F60000 N96 G0 Z45.5 N98 Y-50.244 N100 Z16.5 N102 G1 Z-1.1 F4320 N104 G41 X-.5 N106 Y10.244 N108 G40 X-13.5 N110 Z1.9 F60000 N112 G0 Z45.5 N114 X266. N116 Z45.165 N118 G1 Z28. F4320 N120 G41 X253. N122 Y-50.063 N124 G40 X266. N126 Z31. F60000 N128 G0 Z45.5 N130 Y10.244 N132 Z31. N134 G1 Z13.5 F4320 N136 G41 X253. N138 Y-50.244 N140 G40 X266. N142 Z16.5 F60000 N144 G0 Z45.5 N146 Y10.244 N148 Z16.5 N150 G1 Z-1.1 F4320 N152 G41 X253. N154 Y-50.244 N156 G40 X266. N158 Z1.9 F60000 N160 G0 Z45.5 N162 M5 N164 L99 N166 G0 A0. C0. N168 M2 N170 G98 L99 N172 ;SUBPROGRAM FOR SAFE TOOL RETRACT N174 G0 M92 Z380 N176 G98 L0 N99999999%OP01020 G71
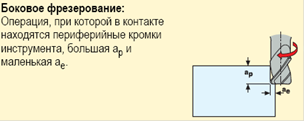
Операция 20; переход 2: Фрезеровать плоскость (2). Фреза TONADO 40200-HEMI. Цельная твердосплавная. nmax=54000об/мин Возможная максимальная скорость резания фрезой диаметром D=20мм Vmax=π*D*nmax/1000=3,14*20*54000/1000= 3391,2 м/мин (соответствует высокоскоростной обработке) максимальная подача при чистовом проходе fvmax=n*z*fz=54000*2*0,04= 4320мм/мин максимальную глубину резания tmax t/13,53=12/2,7=4,45мм tmax =4,45мм Операция 20; переход 3, 4: Фрезеровать 2-а торца (3). Фрезеровать фаску (5) и фаску (6). Фреза TONADO 40200-HEMI. Цельная твердосплавная nmax=54000об/мин Возможная максимальная скорость резания фрезой диаметром D=20мм Vmax=π*D*nmax/1000=3,14*20*54000/1000= 3391,2 м/мин (соответствует высокоскоростной обработке) максимальная подача при чистовом проходе fvmax=n*z*fz=54000*2*0,04= 4320мм/мин максимальную глубину резания tmax t/13,53=12/2,7=4,45мм при ширине фрезерования 20мм , при ширине 2+3=5 tmax =4,45мм*(20/5)=18мм
%OP010 G71 ; MFG0001 ; (DATUM: 01/27/2018 TIME: 13:06:36) N10 G90 G40 N12 L99 N14 G0 A0. C0. N16 M126 N18 G17 T1 N20 G0 A0. C0. N22 S54000 M3 N24 M3 N26 G0 X-15.5 Y-6.927 M7 N28 Z45.5 N30 G1 Z46.95 F4320 N32 X255. N34 Y-23.854 N36 X-2.5 N38 Z49.95 F60000 N40 G0 Z50.946 N42 X-15.5 Y-6.927 N44 Z49.95 N46 G1 Z42.5 F4320 N48 X255. N50 Y-23.854 N52 X-2.5 N54 Z45.5 F60000 N56 G0 X-13.5 Y-50.063 N58 Z45.165 N60 G1 Z28. F4320 N62 G41 X-.5 N64 Y10.244 N66 G40 X-13.5 N68 Z31. F60000 N70 G0 Z45.5 N72 Y-50.244 N74 Z31. N76 G1 Z13.5 F4320 N78 G41 X-.5 N80 Y10.244 N82 G40 X-13.5 N84 Z16.5 F60000 N86 G0 Z45.5 N88 Y-50.244 N90 Z16.5 N92 G1 Z-1.1 F4320 N94 G41 X-.5 N96 Y10.244 N98 G40 X-13.5 N100 Z1.9 F60000 N102 G0 Z45.5 N104 X263. N106 Z45.165 N108 G1 Z28. F4320 N110 Y-50.063 N112 Z31. F60000 N114 G0 Z45.5 N116 Y10.244 N118 Z31. N120 G1 Z13.5 F4320 N122 Y-50.244 N124 Z16.5 F60000 N126 G0 Z45.5 N128 Y10.244 N130 Z16.5 N132 G1 Z-1.1 F4320 N134 Y-50.244 N136 Z1.9 F60000 N138 G0 Z45.5 N140 M5 N142 L99 N144 G0 A0. C0. N146 M2 N148 G98 L99 N150 ;SUBPROGRAM FOR SAFE TOOL RETRACT N152 G0 M92 Z380 N154 G98 L0 N99999999%OP010 G71 Операция 30; переход 2: nmax=54000об/мин Возможная максимальная скорость резания фрезой диаметром D=20мм Vmax=π*D*nmax/1000=3,14*20*54000/1000= 3391,2 м/мин (соответствует высокоскоростной обработке) максимальная подача при чистовом проходе fvmax=n*z*fz=54000*2*0,04= 4320мм/мин максимальную глубину резания tmax t/13,53=12/2,7=4,45мм tmax =4,45мм
Операция 30; переход 3: Фрезеровать контур 8, припуск 0,16мм, обраб. паза. Фреза TORNADO 40080-HEMI nmax=54000об/мин Возможная максимальная скорость резания фрезой диаметром D=20мм Vmax=π*D*nmax/1000=3,14*8*54000/1000= 1356,48 м/мин (соответствует высокоскоростной обработке) максимальную глубину резания tmax t/13,53=12/2,7=4,45мм tmax =4,45мм максимальная подача при черновом проходе и ширине фрезерования 8 мм по мощности fvmax=n*z*fz=54000*2*0,04 *(20/8)= 10800мм/мин Проверяем по справочнику для фрез fz=0,03*Dc=0,03*4=0,12 мм/зуб S= fz*z*n=0,12 *2*54000=12960 мм/мин , проходит.
Операция 30; переход 4-10: Фрезеровать контур 8, окончательно. Фреза TORNADO 40080-HEMI nmax=54000об/мин Возможная максимальная скорость резания фрезой диаметром D=20мм Vmax=π*D*nmax/1000=3,14*8*54000/1000= 1356,48м/мин (соответствует высокоскоростной обработке) максимальная подача при чистовом проходе fvmax=n*z*fz=54000*2*0,04= 4320мм/мин максимальную глубину резания tmax t/13,53=12/2,7=4,45мм tmax =4,45мм Операция 30; переход 5 Фрезеровать 6 пазов (7), припуск 0.08 мм на сторону Фреза TORNADO 40040-HEMI: nmax=54000об/мин
Глубина резания t = 0.8*D=0.8*4=3.2 мм выбираем по чертежу 4.5/2=2.25 t = 2.25 мм Fz =0.03*D=0.03*4=0.12 fvmax=n*z*fz=54000*2*0,12= 12960мм/мин
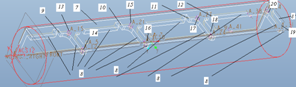
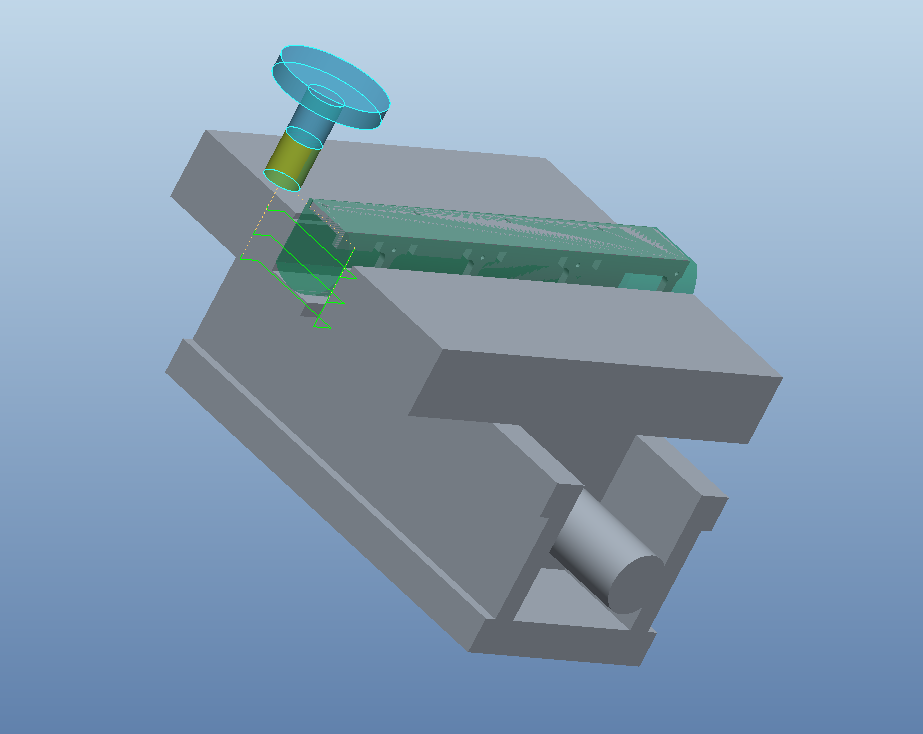
Операция 30; переход 11: Центровать отверстия (13, 14,15,16, 17,18, 19,20). Сверло спиральное для зацентровки под сверление. ОСТ 2И20 – 5 -80 D=20; Обоз 035-2317-01-04 Операция 30; переход 12 Сверлить отверстие под резьбу с (13 по 20). Сверло D=2,5мм, быстрореж. сталь ГОСТ 4010-77. L=40 ;l=13. Операция 40; переход 2: Фрезеровать плоскость (2) обраб. паза. Фреза TONADO 40200-HEMI. nmax=54000об/мин Глубина резания t=0,25 мм. (ограничения для маложесткой детали по точности и силе резания) Рассчитаем подачу чистового прохода: fz=0,04 мм/зуб S= fz*z*n=0,04*2*42000=3360 мм/мин Рассчитаем подачу чернового прохода по мощности fvmax=n*z*fz*(4.45/0.25)=54000*2*0,04= 76896мм/мин допустимая станком 60000мм/мин, принимаем fvmax=60000мм/мин
Операция 40; переход 3: Фрезеровать пазы ( 9, 10, 11, 12,26,27). TORNADO 40040-HEMI. nmax=54000об/мин t =3.5 мм Рассчитаем подачу: fz=0,01*Dc=0,01*4=0,04 мм/зуб S= fz*z*n=0,04 *2*54000= 4320 мм/мин Операция 40; переход 4: Центровать отверстие 4 до D=6,6 H12 (23). Сверло спиральное для зацентровки под сверление. ОСТ 2И20 – 5 -80 D=20; Обоз 035-2317-01-04 Операция 40; переход 5: Центровать 2-а отверстия (25). Сверло спиральное для зацентровки под сверление. ОСТ 2И20 – 5-80 D=1.6; Обоз 035-2317-01-04 Операция 40; переход 6: Сверлить 4 отверстия (23); D=3.4 H13. Сверло D=3.4мм; быстрореж. сталь ГОСТ 4010-77 L=52мм; l=20мм. Операция 40; переход 7: Сверлить 2 отверстия (25), D=1,6. Сверло D=1,6мм; быстрореж. сталь ГОСТ 12122-77 L=60мм; l=35мм;
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 303. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||