|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
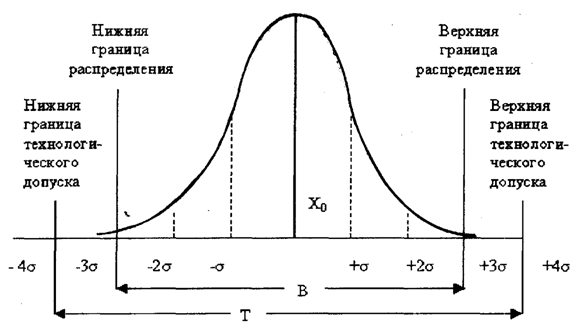
Интерпретация контрольных карт для количественных данныхСтр 1 из 3Следующая ⇒ ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ КОНТРОЛЬНЫХ КАРТ ШУХАРТА Контрольные карты – это графические средства, использующие статистические подходы для управления производственными процессами. Цель такого средства контроля – определить, достигнуто ли статистически управляемое состояние процесса и остается ли он в этом состоянии при непрерывном получении информации о качестве продукции. Контроль стабильности процесса позволяет уменьшить затраты на контроль качества готового продукта, правильно выбрать сырьевую базу и цену продукции как товару. Теория контрольных карт различает два вида изменчивости: – изменчивость из-за случайных причин, которые присутствуют постоянно и не могут быть выявлены и устранены; – изменчивость, представляющая собой реальные изменения в процессе в силу определенных причин, которые могут быть выявлены и устранены. Такие изменчивости рассматриваются как «неслучайные» (поломка инструмента, неоднородность сырья, нарушение технологического режима, квалификация персонала и др.). Изменчивость из-за случайных причин обычно описывается параметрами нормального распределения и кривой Гаусса, которая должна находиться внутри поля технологического допуска процесса. Это положение демонстрирует рис. 1. Соотношение границ, приведенное на рисунке, позволяет установить по отношению площадей диапазонов σ связь между частотой попадания Х0 в диапазон и за его пределы. Эти частоты приведены в табл. 1.
Рис. 1. Соотношение границ распределения (В) и технологического допуска (Т) для налаженного статистически подконтрольного процесса  Таблица 1 Связь между заданным диапазоном отклонения параметра Х и частотой попадания и непопадания Х в данный диапазон [1]
Следовательно, если требования к процессу определить таким образом, чтобы разброс параметров контроля не превышал Введем характеристику IB – «индекс возможности процесса». Данная величина определяет возможности процесса и его статистического регулирования. Определяется она по формуле
где I B – индекс возможностей процесса; Т – требование к процессу; В – возможности процесса. Если IB < 1, то процесс невозможен (не может быть обеспечено требуемое качество). Если IB = 1, то процесс на грани возможного. При этом, несмотря на то, что процесс при благоприятных условиях может обеспечить заданное качество, его статистическое регулирование невозможно. Если IB > 1, то процесс возможен и может быть реализовано статистическое регулирование его качества. Общий вид одной из возможных контрольных карт приведен на рис. 2.
Рис. 2. Контрольная карта распределения текущих значений контролируемого параметра Х по 18 группам измерений Статистическое управление качеством процесса наглядно показано на рис. 3 [1].
Рис. 3. Схематическое изображение статистически контролируемого процесса [1] 2. Типы контрольных карт Карты Шухарта требуют данных, получаемых выборочно по процессу через примерно одинаковые интервалы, которые могут быть заданы либо по времени, либо по количеству продукции (партий) с одними и теми же контролируемыми показателями. Например, контроль ведется 25 смен с интервалом 10 часов: в смене анализу подвергают выборку из 3–4 проб, определяя по выборке одну или несколько статистик ( График распределения значений одной из определяемых статистик подгруппы данных в зависимости от номера подгруппы и является картой Шухарта (рис. 2). Наиболее простая карта – карта индивидуальных значений Х (параметр технического контроля: плотность, динамическая вязкость, зольность и др.), приведенная на рис. 2. Центральная линия (CL) соответствует либо эталонному значению Х0, либо среднему арифметическому из всех измеренных значений В каждом типе карты подразделяются на два вида: 1) карты, для которых не заданы стандартные значения статистик; 2) карты с заданными стандартными значениями статистик. Для построения карт любого вида необходимо рассчитать значения параметров UCL и LCL, т.е. верней и нижней границ, выбрав соответствующий параметр центральной линии (CL). Полученные значения наносятся на график в выбранных координатах с соответствующим масштабом по оси Y. По оси Х всегда наносят номера групп измерений контролируемого параметра в порядке их возрастания. Возможные виды контрольных карт Шухарта и формулы для расчета граничных линий приведены в табл. 2. Таблица 2 Виды карт Шухарта и формулы для расчета контрольных границ с использованием количественных данных анализа [2]
Кроме рассмотренных выше контрольных карт с использованием количественных данных анализа существуют карты для альтернативных данных, например, карты долей или числа несоответствующих единиц продукции; карты числа несоответствий и др. [2]. Коэффициенты в формулах для расчета контрольных границ, выведенные при условии нормальности распределения данных, приведены в табл. 2. Контрольные карты для количественных данных всегда применяются и анализируются парами: одна для расположения, другая для разброса точек. Наибольшее распространение получили карты R и Таблица 2 Коэффициенты для вычисления линий контрольных карт [2]
Интерпретация контрольных карт для количественных данных Для интерпретации хода процесса используют следующие критерии [2]. 1. Все значения статистик находятся внутри границ UCL – LCL( 2. В течение некоторого времени стабильность процесса удовлетворительная, затем скачкообразно меняется. Одна или несколько точек попадает в зону «границ действия» или за нее – процесс потерял стабильность, и требуются регулирующие воздействия для возвращения его в стабильное состояние (см. точки 9, 15 и 11 на рис. 2). 3. Девять точек подряд по одну сторону от CL в пределах контрольных линий указывают на проявление особых «неслучайных» причин – процесс статистически не контролируем, требуется разобраться в ситуации и вернуть процесс в статистически подконтрольное состояние. 4. Шесть возрастающих или убывающих точек подряд, находящихся в пределах контрольных линий, – процесс находится в разлаженном состоянии, необходимо найти «неслучайные» причины и наладить процесс. 5. Четыре из пяти последовательных точек находятся в зоне «границ предупреждения» или вне ее – необходимо проанализировать ситуацию на наличие «неслучайных» причин в течение соответствующего этим точкам периода времени. После устранения причин предотвратить возможность их возникновения. 6. Восемь последовательных точек по обеим сторонам центральной линии и ни одной в зоне ( 7. Пятнадцать последовательных точек находятся в зоне «границ предупреждения» выше и ниже CL– проявление «неслучайных» величин, связанное вероятнее всего с нечувствительностью выбранного параметра или метода анализа к колебаниям технологического процесса из-за наличия систематических погрешностей (например, влияния состава пробы на результат анализа). Одной из причин такой ситуации может быть и выход из строя приборов контроля условий протекания процесса. Приведенные критерии не являются исчерпывающими и ситуации тоже. Но в любом из приведенных 2–7 случаев требуется анализ причин и корректировка управления процессом. Для того, чтобы можно было различать состояния процессе, его на карте приводят в такой вид, который удовлетворяет требованиям статистически регулируемого процесса (идеализируют модель процесса), а потом на эту карту наносят реальные точки текущего контроля и отмечают отклонения от модели. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 528. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 68,26
68,26



 , то выход любого, взятого наугад, данного параметра контроляXi за пределы диапазона
, то выход любого, взятого наугад, данного параметра контроляXi за пределы диапазона  возможен с вероятностью 0,06, т.е. мало вероятен.
возможен с вероятностью 0,06, т.е. мало вероятен. , (1)
, (1)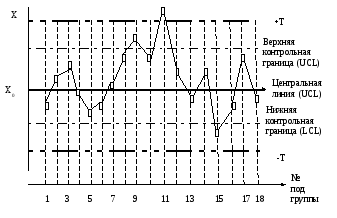

 ,
,  ,
,  ,
,  ).
). . При заданном эталонном значении верхней (UCL) и нижней (LCL) границами на карте является внутренний допуск
. При заданном эталонном значении верхней (UCL) и нижней (LCL) границами на карте является внутренний допуск  – «границы действия». При попадании точки контроля на эту границу или за нее необходимо осуществить регулирующее воздействие на процесс. Иногда используют «границы предупреждения» –
– «границы действия». При попадании точки контроля на эту границу или за нее необходимо осуществить регулирующее воздействие на процесс. Иногда используют «границы предупреждения» –  . Попадание точки за «границу предупреждения» служит предостережением о грозящей ситуации выхода процесса из состояния статистической управляемости.
. Попадание точки за «границу предупреждения» служит предостережением о грозящей ситуации выхода процесса из состояния статистической управляемости.

 или
или



 , 0
, 0

 , 0
, 0

 , 0
, 0
 или
или 
 , 0
, 0



 , 0
, 0

 , 0
, 0
 .R-карта выявляет любую нежелательную вариацию внутри подгрупп и служит индикатором изменчивости исследуемого процесса.
.R-карта выявляет любую нежелательную вариацию внутри подгрупп и служит индикатором изменчивости исследуемого процесса.  ) – разброс данных велик, он соизмерим с полем допуска. Эта ситуация возможна либо при неправильно выставленном технологическом допуске, либо при несоответствии допусков анализа и технологического допуска. Необходимо пересмотреть и тот и другой допуски или заменить метод контроля.
) – разброс данных велик, он соизмерим с полем допуска. Эта ситуация возможна либо при неправильно выставленном технологическом допуске, либо при несоответствии допусков анализа и технологического допуска. Необходимо пересмотреть и тот и другой допуски или заменить метод контроля.