|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Краткие теоретические сведения для выполнения курсовой работыВ методических указаниях для выполнения курсовой работы представлены краткие теоретические сведения по сложным вопросам теории сварочных процессов, что связано с расчетом распределения тепла в металле при воздействии сварочного процесса. Данные расчеты включают многообразный математический аппарат, обусловленный использованием дифференциального уравнения теплопроводности. Тепловые процессы при сварке Основной задачей тепловых расчетов при сварке является прогнозирование распределения температуры в свариваемом изделии, как в пространстве, так и во времени. От этого в определенной степени зависит качество сварных соединений – прочность, пластичность, ударная вязкость металла шва и прилегающих к месту сварки участков металла. В процессе выполнения курсовой работы в разделе «Тепловые процессы при сварке» необходимо рассчитать: - распределение температуры вдоль оси сварного шва; - распределение температуры в плоскости, перпендикулярной оси движения дуги; - ширину зоны термического влияния (ЗТВ); - скорость кристаллизации металла. Выбор и обоснование расчетной схемы определения температурного поля Варианты заданий на курсовую работу охватывают четыре расчетные схемы теплового поля в теории распространения тепла при сварке: 1) подвижный точечный источник, действующий на поверхности полубесконечного тела (ПТИ); 2) подвижный линейный источник в пластине (ПЛИ); 3) мощной быстродвижущийся точечный источник, действующий на поверхности полубесконечного тела (МБТИ); 4) мощный быстродвижущийся линейный источник теплоты в пластине (МБЛИ).  Каждый из вариантов задания отличается режимами сварки. ПТИ – точечный источник постоянной мощности, движущийся прямолинейно с постоянной скоростью по поверхности полубесконечного тела. Схему ПТИ принимают для исследования температурных полей при ручной дуговой сварке массивных изделий. ПЛИ – линейный источник постоянной мощности, движущийся с постоянной скоростью в пластине. Схему ПЛИ применяют для исследования температурных полей при ручной дуговой сварке пластин встык за один проход. МБТИ – мощный быстродвижущийся точечный источник постоянной мощности, движущийся прямолинейно с постоянной скоростью по поверхности полубесконечного тела. Схему МБТИ применяют для исследования температурных полей при автоматической дуговой сварке массивных изделий. МБЛИ – мощный быстродвижущийся линейный источник постоянной мощности, движущийся прямолинейно с постоянной скоростью в пластине. Схему МБЛИ применяют для исследования температурных полей при автоматической дуговой сварке пластин встык за один проход [13]. Расчет распределения температур в свариваемом металле Температурное поле в процессе сварки может быть неустановившимся, т.е. когда температура отдельных точек тела непрерывно повышается (стадия теплонасыщения характерна для начала процесса сварки) и установившимся, когда температура точек в подвижной системе координат перестает изменяться во времени (предельное состояние). Последнее достигается после продолжительного действия источника теплоты. Расчет температуры для ПТИ Температура предельного состояния процесса распространения теплоты для ПТИ (точечный источник постоянной мощности, движущийся прямолинейно с постоянной скоростью по поверхности полубесконечного тела), отнесенная к подвижным координатам X,Y,Z, связанным с источником, выражается соотношением:
где
v – скорость сварки, см/с;
При расчете распределения температур на поверхности изделия вдоль оси шва X-X, т.е. зависимости Т = f(х), координаты Y и Z приравнивают к нулю. При этом учитывают, что для точек, расположенных впереди дуги (положительная полуось координата X – положительна, а для точек, лежащих на оси позади движущейся дуги – отрицательна). Отрицательное значение координаты Х приводит к упрощению формулы (1). Она принимает вид:
где Тн – начальная температура свариваемой конструкции, К; По максимальным температурам расчет обычно доводят до температуры плавления. Внутри ванны нельзя рассчитывать температурные поля по формуле (1). При приближении к месту действия источника (по схеме он сосредоточен в точке) температура тела быстро растет и в точке Результаты расчета следует представить в табличном виде и на рисунке, с указанием точек, по которым строится график. Для качественного построения графика необходимо, чтобы между Расчет температуры для ПЛИ Температура предельного состояния процесса распространения теплоты для ПЛИ (линейный источник постоянной мощности, движущийся с постоянной скоростью в пластине) в подвижной системе координат описывается уравнением:
где 𝛿 - толщина свариваемой пластины, см;
где r – плоский радиус-вектор элемента подвижного поля от начала координат, см; α - коэффициент теплоотдачи,
|
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 444. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 + Тн, (1)
+ Тн, (1) - эффективная тепловая мощность источника, Вт;
- эффективная тепловая мощность источника, Вт; – эффективный КПД процесса нагрева свариваемого металла;
– эффективный КПД процесса нагрева свариваемого металла; – сила сварочного тока, А;
– сила сварочного тока, А; - напряжение на дуге, В;
- напряжение на дуге, В; – коэффициент теплопроводности,
– коэффициент теплопроводности,  или
или  ;
; - пространственный радиус-вектор, расстояние до рассматриваемой точки от начала подвижной системы координат,
- пространственный радиус-вектор, расстояние до рассматриваемой точки от начала подвижной системы координат,  , см;
, см; коэффициент температуропроводности,
коэффициент температуропроводности,  ;
; – объемная теплоемкость металла,
– объемная теплоемкость металла,  .
. + Тн, (2)
+ Тн, (2) .
. и 200ºС на ветви охлаждения было не менее 10 значений температуры.
и 200ºС на ветви охлаждения было не менее 10 значений температуры.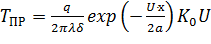 + Тн , (3)
+ Тн , (3) - функция Бесселя от мнимого аргумента второго рода нулевого порядка;
- функция Бесселя от мнимого аргумента второго рода нулевого порядка; (4)
(4) - коэффициент температуроотдачи пластины,
- коэффициент температуроотдачи пластины,  ,
, .
.