|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
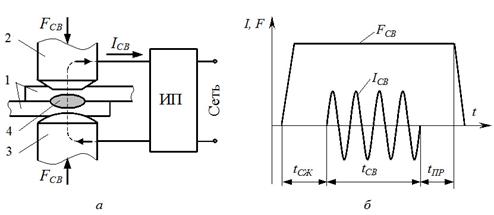
Двусторонняя точечная сварка и ее разновидности.При двусторонней контактной точечной сварке (КТС), свариваемые детали 1 (рис. 1.4), расположенные перед сваркой внахлестку, сжимают токопроводящими электродами 2 и 3 сварочным усилием FСВ, а затем от источника питания ИП (например, трансформатора) пропускают импульс сварочного тока IСВ длительностью tСВ и таким образом сваривают их по отдельным участкам касания, называемым сварными точками 4. При КТС для образования сварного соединения затрачивается тепловая и механическая энергия, которая подводится извне сжатием деталей электродами и пропусканием через зону сварки импульса сварочного тока. Наиболее надежным способом, который обеспечивает образование физического контакта и способствует возникновению межатомарных связей в зоне формирования соединений, является расплавление металла в приповерхностных слоях деталей с образованием общего его объема. Поэтому в технологии КТС, за редким исключением, принято, что необходимым условием образования точечного сварного соединения является образование общей зоны расплавленного металла соединяемых деталей. В специальной литературе по сварке общую зону расплавленного металла свариваемых деталей обычно называют «литое ядро», «ядро расплавленного металла» или просто «ядро».
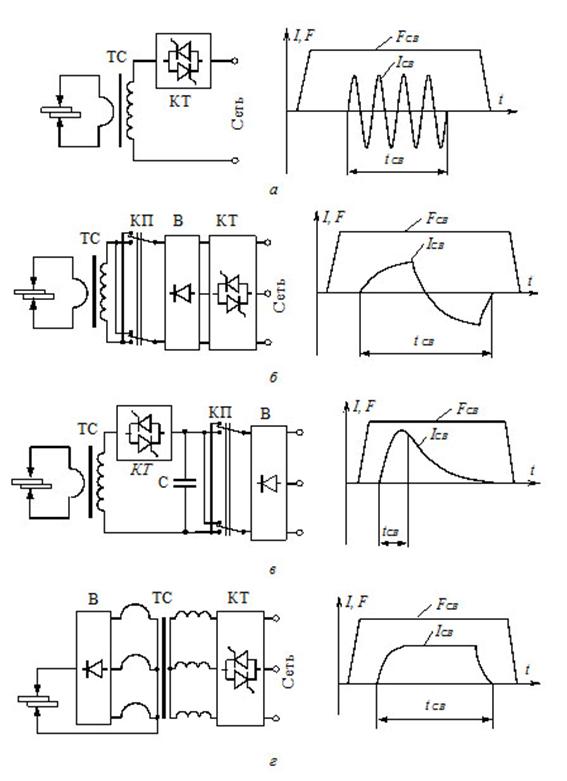
Рис. 1.4. Схема двусторонней контактной точечной сварки (а) и простейший цикл изменения параметров режима сварки (б): 1 — свариваемые детали; 2 и 3 — токопроводящие электроды; FСВ, IСВ — сварочные усилие и ток; tСЖ — время сжатия деталей; tСВ — время сварки (длительность импульса тока IСВ); tПР — время проковки соединения. Параметрами, которые наиболее значимо влияют на процесс формирования точечного сварного соединения и различают между собой все многообразие известных способов двусторонней точечной сварки, являются род сварочного тока и форма его импульса. Это их различие (рис. 1.5) обусловлено в основном особенностями устройства силовых электрических контуров машин контактной точечной сварки. Поэтому способы КТС по роду сварочного тока и форме его импульса разделяют на следующие группы:  - контактная точечная сварка переменным током (рис. 1.5, а); - низкочастотная контактная точечная сварка (током пониженной частоты монополярными или униполярными импульсами) (рис. 1.5, б); - конденсаторная контактная точечная сварка (рис. 1.5, в); - контактная точечная сварка постоянным током (рис. 1.5, г); Каждая из этих групп способов КТС имеет свои особенности, преимущества и недостатки в технологическом и техническом аспектах. Кроме того, они различаются и экономической эффективностью.
Рис. 1.5 Формы импульсов сварочного тока при различных схемах питания машин контактной сварки: а)- контактная точечная сварка переменным током; б) - низкочастотная контактная точечная сварка (током пониженной частоты монополярными или униполярными импульсами); в) - конденсаторная контактная точечная сварка; г) - контактная точечная сварка постоянным током |
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 511. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |