|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Индукционные установки для термообработкиСтр 1 из 5Следующая ⇒ Содержание 1. Индукционные установки для термообработки 3 2 Установки диэлектрического нагрева 8 3 Вакуумно - индукционные печи 10 4 Технология и применяемое оборудование при электролизной обработке 16 5. Задача 23 Список использованных источников 25 Индукционные установки для термообработки
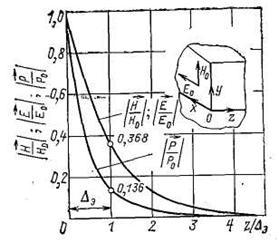
Индукционные установки и установки диэлектрического нагрева по принципу действия относятся к электротермическим установкам, где электрическая энергия выделяется непосредственно в нагреваемых изделиях. Поэтому они обладают большей производительностью, а часто и более высоким КПД по сравнению с установками косвенного нагрева (с передачей энергии путем теплопроводности, конвекцией, излучением). Принцип работы индукционных нагревательных и плавильных установок основан на поглощении электромагнитной энергии металлическим телом, помещенным в переменное электромагнитное поле индуктора, а принцип действия диэлектрических установок — на выделении тепловой энергии при помещении диэлектриков и полупроводящих материалов в переменное электрическое поле конденсатора. Нагрев металла в индукторе осуществляется путем поглощения электромагнитной энергии металлом при наведении вихревых токов проводимости и превращении ее в тепловую, а нагрев диэлектриков и полупроводников — за счет поглощения электрической энергии поля конденсатора при наведении токов смещения.  В практике индукционного нагрева могут встречаться два основных случая; нагрев плоских металлических поверхностей (нагрев плиты) и нагрев цилиндрических металлических поверхностей (валов, стержней, заготовок круглого сечения, шеек, фланцев и т. п.). Нагрев крупных валов или поверхностей с большим радиусом закругления можно рассматривать как нагрев плоских поверхностей, а нагрев металлической загрузки в индукционных тигельных печах — как нагрев цилиндрического тела, поскольку расплавленный металл принимает форму цилиндрического тела (тигля). Индукционный нагрев металлических тел основан на теории процессов, происходящих в телах, помещенных в переменное электромагнитное поле. При проникновении электромагнитной волны в проводящую среду она ослабляется из-за поглощения средой, энергии этой волны. Ослабление волны характеризуется уменьшением амплитуды волны по направлению распространения. На некотором расстоянии от поверхности проводящего тела волна практически поглощается телом (см. рис. 1). Для индукционных установок, содержащих систему «индуктор — нагреваемое тело», в первую очередь следует рассчитать активную и реактивную энергии, индуцированные в них электромагнитной волной. Вектор поверхностной плотности потока электромагнитной энергии определяется вектором Умова — Пойтинга:
Здесь Н* — комплексная величина, сопряженная с Н. Поскольку вектор Умова — Пойтинга представляет собой энергию, отнесенную ко времени и площади поверхности, его единица равна Дж/(с-м2) или Вт/м2.
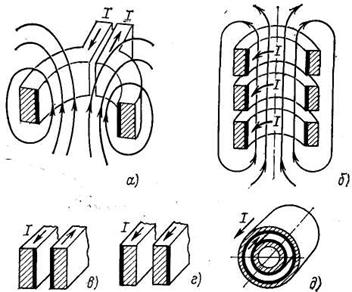
Рис. 1. Зависимость амплитуд электромагнитных волн в металлическом полуограниченном теле от отношения Поток энергии на глубине Δэ уменьшается в е2 раз, т. е. в 7,4 раза, по сравнению с потоком энергии на поверхности Ро и составляет 0,136 Ро (см. рис. 1). Следовательно, в слое толщиной Δэ поглощается 86,4 % всей энергии,, прошедшей через поверхностный слой тела. При выборе сечений токопроводов и индукторов (шин, труб, кабелей, активной части витка индуктора и т. п.) необходимо учитывать влияние поверхностного эффекта и кольцевого эффекта, когда плотность тока неравномерно распределяется по сечению проводника. Так, наибольшая плотность тока в цилиндрических одновитковых и многовитковых индукторах (катушках) наблюдается на внутренних сторонах витков индуктора, что носит название «катушечного эффекта» (рис. 2, а, б). В шинопро-водах наибольшая плотность тока будет иметь место на внутренних сторонах проводников при параллельном расположении проводников с разнонаправленным током, а при одинаковом направлении тока — по наиболее удаленным друг от друга сторонам (рис. 2, в,г). При коаксиальном расположении проводников сечение их также используется не полностью: у проводника большего диаметра ток проходит по внутренней стороне, а у проводника меньшего диаметра — по наружной стороне (рис. 2, д).
Рис 2. Распределение переменного тока по сечению проводников. а — в одновитковой катушке; б — в многовитковой катушке; в — при разнонаправленном токе в шинах; г — при одинаково направленном токе в шинах; д — при разнонаправленном токе и коаксиальных трубах.
По назначению индукционные установки делятся на плавильные печи, миксеры и нагревательные установки. Под индукционными электропечами подразумевают индукционные установки, предназначенные для нагрева металлов и сплавов выше температуры их расплавления и перегрева металла до температуры разливки. Сюда относятся электропечи для плавки черных металлов и для плавки цветных металлов и сплавов. Миксеры служат как для подогрева жидкого металла до температуры разливки, так и для выравнивания его состава и поддержания его температуры. Под нагревательными индукционными установками подразумевают установки для нагрева деталей до температуры термообработки или горячей деформации металла, т. е. меньшей, чем температура расплавления металла. Это — индукционные установки для сквозного нагрева под горячую деформацию металлических заготовок и установки для термообработки (поверхностная закалка, отпуск и пр.). По частоте тока источника питания индукционные установки делятся на печи и нагревательные установки низкой (промышленной) частоты (50 Гц), печи и нагревательные установки средней частоты (150—10 000 Гц), печи и нагревательные установки высокой частоты (50—1000 кГц) и установки диэлектрического нагрева — установки сверхвысокой частоты (5—5000 МГц). По конструкции индукционные печи и нагревательные установки могут выполняться открытыми, т. е. работающими при атмосферном давлении воздуха, и герметически закрытыми, т. е. работающими или с разрежением воздуха внутри плавильного пространства, или с повышенным давлением при заполнении рабочего пространства нейтральным газом1 (азотом, аргоном, водородом). Закрытые установки могут быть выполнены как вакуумно-компрессионные. По режиму работы различают печи и установки периодического действия и печи и установки непрерывного действия. По принципу действия индукционные печи подразделяются на тигельные (печи без сердечника) и канальные (печи с сердечником), названные так по элементам конструкции печи, где находится расплавленный металл. Индукционный нагрев металлов в настоящее время широко применяется в различных областях промышленности для самых разнообразных целей: для плавки металлов и сплавов, горячей деформации металла, термообработки, зонной очистки металлов и т. п.
|
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 532. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |

 .
.