|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Технологичность конструкций изделий
Под технологичностью конструкции изделия (ТКИ) понимается совокупность свойств конструкции, которые обеспечивают изготовление, ремонт, техническое обслуживание изделия с наименьшими затратами при заданном качестве и принятых условиях изготовления, техобслуживания и ремонта (ГОСТ 14 201-83). Отработка изделия на ТКИ представляет собой одну из наиболее сложных функций технологической подготовки производства. Обязательность отработки на ТКИ на всех стадиях их создания устанавливается государственными стандартами. Термины и определения ТКИ установлены ГОСТ 14.201-83 и ГОСТ 14.205-83.
Различают технологичность: 1) производственную; 2) эксплуатационную; 3) при техническом обслуживании; 4) ремонтную; 5) заготовки; 6) детали; 7) сборочной единицы; 8) по процессу изготовления; 9) по форме поверхности; 10) по размерам; 11) по материалам. ТКИ - это комплекс требований, содержащий 22 показателя, характеризующих технологическую рациональность конструктивных решений. Их можно разделить на две группы качественные и количественные характеристики. К качественным показателям относятся: - взаимозаменяемость узлов и деталей; - регулируемость конструкции; - контролепригодность; - инструментальная доступность. К количественным показателям относятся: а) основные — трудоемкость изделия, технологическая себестоимость, уровень технологичности по трудоемкости, уровень по себестоимости; б) дополнительные - относительные трудоемкости видов работ, коэффициент взаимозаменяемости, материалоемкость, энергоемкость, коэффициенты унификации, стандартизации, точности, шероховатости и т.д.  Количественные показатели применяют в четырех случаях: 1) для сравнительной оценки вариантов конструкции; 2) для определения уровня технологичности; 3) для накопления статистических данных с целью последующего определения базовых показателей; 4) для построения математических моделей с целью прогнозирования технического развития конструкции изделий. Требования к технологичности конструкции изделий должны быть тесно увязаны с технологическими возможностями предприятия -изготовителя, которые зависят от типа производства, Технологичность конструкции изделия, подвергаемого сборке, определяется следующими требованиями: — габаритные размеры изделия по возможности должны быть минимальны; —изделие должно быть расчленено на составные части (узлы), допускающие независимую сборку, контроль и испытания; — унификацией составных частей изделия, т.е. сокращением номенклатуры деталей и узлов, входяших в состав изделия; — применением стандартных или нормализованных составных частей изделия. Стандартизация предусматривает регламентацию конструктивных форм, параметров и норм качества изделий в масштабе государства. Нормализация - создание рядов сокращенной номенклатуры стандартных объектов в рамках отраслей производства или отдельных предприятий; — разъемные соединения должны обеспечивать: а) инструментальную доступность; б) взаимозаменяемость соединительных элементов: в) перпендикулярность плоскостей разъемов главной базовой оси симметрии сборочной единицы; — удобством установки изделия при сборке; — удобством контроля изделия без применения специальных контрольных средств; — возможностью применения средств механизации при сборке; — преемственностью конструкции изделия. Технологичность конструкции деталей, подвергаемых обработке резанием, определяется: 1. Технологическими свойствами материала детали: а) коэффициентом обрабатываемости резанием где V60 - скорость резания при стойкости инструмента Т = 60 мин и определенных условиях резания; VЭ60 - то же для эталонного материала В качестве эталонного материала выбрана сталь 45 (σв = 650МПа, НВ ≤ 179). Коэффициенты обрабатываемости материалов приведется в специальной литературе [3,4]. Качественные характеристики обрабатываемости приведены в таблице 1.2; б) обеспечением шероховатости обработанных поверхностей. В большинстве случаев вязкие, пластичные материалы дают после обработки резанием повышенную шероховатость и наоборот. В связи с этим необходимо учитывать следующее: — в деталях из углеродистых сталей с содержанием углерода до 0,3% не рекомендуется назначать Ra = 6,3 мкм; — среднеуглеродистые стали (С = (0,35 - 0,50)%) лучше обрабатывать после улучшения до HRСЭ = 25...30; — высокоуглеродистые стали (У10, У12) лучше обрабатывать в отожженном состоянии; — алюминиевые сплавы дают высокое качество поверхности после закалки и старения; в) способностью подвергаться упрочняющей термообработке: прокаливаемостью; склонностью к трещинообразованию; склонностью к возникновению внутренних напряжений, ведущих к потере формы деталей. 2. Стоимостью материала детали. Таблица 1.2 Возможность получения шероховатости поверхности в зависимости от обрабатываемости материала
3. Конфигурацией детали. Наиболее употребительные общие рекомендации по технологичности конструктивных форм детали следующие: а) максимальная унификация и стандартизация конструктивных элементов детали; б) возможность применения методов получения заготовок с наименьшими затратами; в) размеры и поверхности детали должны иметь оптимальные требования точности и шероховатости; г) конструкция детали должна обеспечивать возможность применения типовых технологических процессов ее изготовления; д) наличие конструктивных элементов, обеспечивающих нормальную работу режущего инструмента (вход и выход); е) конструкция должна обеспечить повышенную жесткость детали, что обеспечивает ее обработку на повышенных режимах; ж) удобство установки заготовки при обработке ее поверхностей; з) наличие конструктивных элементов, обеспечивающих автоматизацию установки заготовок на станках; и) максимальное сокращение размеров обрабатываемых поверхностей; к) возможность обработки наибольшего количества поверхностей с одного установа; л) возможность одновременной обработки нескольких поверхностей; м) возможность обработки напроход; н) способ простановки размеров па чертеже должен учитывать особенности настройки инструментов на размер; о) технические требования, заданные конструктором, не должны предусматривать, по возможности, особых методов и средств контроля. Выполнение этих рекомендаций позволяет использовать при изготовлении деталей стандартные или нормализованные средства технологического оснащения, что обеспечивает снижение затрат на технологическую подготовку производства. Конкретные примеры конструкторских решений представлены в таблице 1.3.
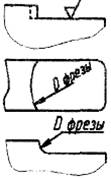
Таблица 1.3 Примеры повышения технологичности конфигурации деталей
Более подробные рекомендации по повышению технологичности конструкций изделий приведены в специальной литературе [5, 6 и др.]. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 318. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||