|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
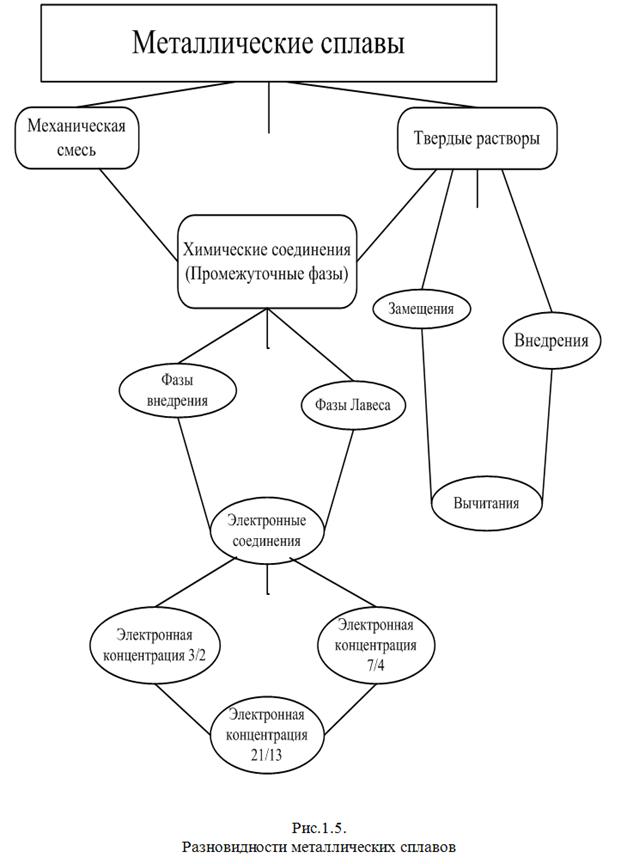
Сплавы и методы их полученияКомментарии к рис. 1.5 Под сплавом понимают вещество, полученное сплавлением двух или более элементов. Возможны другие способы приготовления сплавов: спекания, электролиз, возгонка. В этом случае вещества называются псевдосплавами. Сплав, приготовленный преимущественно из металлических элементов и обладающий металлическими свойствами, называется металлическим сплавом. Сплавы обладают более разнообразным комплексом свойств, которые изменяются в зависимости от состава и метода обработки. Система– группа тел выделяемых для наблюдения и изучения. В металловедении системами являются металлы и металлические сплавы. Чистый металл является простой однокомпонентной системой, сплав – сложной системой, состоящей из двух и более компонентов. Компоненты– вещества, образующие систему. В качестве компонентов выступают чистые вещества и химические соединения, если они не диссоциируют на составные части в исследуемом интервале температур. Фаза – однородная часть системы, отделенная от других частей системы поверхностного раздела, при переходе через которую структура и свойства резко меняются. В зависимости от характера взаимодействия компонентов различают сплавы: механические смеси, химические соединения, твердые растворы. Сплавы механические смеси образуются, когда компоненты не способны к взаимному растворению в твердом состоянии и не вступают в химическую реакцию с образованием соединения. Сплавы химические соединения образуются между элементами, значительно различающимися по строению и свойствам, если сила взаимодействия между разнородными атомами больше, чем между однородными.  Сплавы твердые растворы – это твердые фазы, в которых соотношения между компонентов могут изменяться. Являются кристаллическими веществами. Характерной особенностью твердых растворов является: наличие в их кристаллической решетке разнородных атомов, при сохранении типа решетки растворителя. Твердый раствор состоит из однородных зерен. По степеням растворимости компонентов различают твердые растворы:
с неограниченной растворимостью компонентов; С ограниченной растворимостью компонентов. По характеру распределения атомов растворенного вещества в кристаллической решетке растворителя различают твердые растворы: замещения, внедрения вычитания. В растворах замещения в кристаллической решетке растворителя часть его атомов замещена атомами растворенного элемента. Замещение осуществляется в случайных местах, поэтому такие растворы называют неупорядоченными твердыми растворами. Твердые растворы внедрения образуются внедрением атомов растворенного компонента в поры кристаллической решетки растворителя. Твердые растворы вычитания или растворы с дефектной решеткой образуются на базе химических соединений, при этом возможна не только замена одних атомов в узлах кристаллической решетки другими, но и образование пустых, не занятых атомами, узлов в решетке. Основные виды обработок металлов и сплавов Комментарии к рис. 1.6, 1.7 Литейное производство – процесс получения фасонных заготовок в процессе заливки расплавленного металла в литейную форму, внутренняя полость которой с определенным допуском имеет конфигурацию будущей детали. После заливки жидкий металл охлаждается в форме и затвердевает. Полученная деталь называется отливкой. Достоинства литейной технологии - универсальность, экономичность. Технология получения отливок складывается из следующих основных операций: · Изготовление литейной формы; · расплавление металла и заливка его в рабочую полость литейной формы; · кристаллизация металла в литейной форме и охлаждение отливки; · выбивка отливки из формы; если форма разовая, то ее разрушают, если металлическая, ее раскрывают; · обработка прибылей и литниковой системы и при необходимости очистка поверхностей отливки; · термическая обработка и, как правило, направление на механическую обработок для снятия припуска и получения точных размеров и необходимой шероховатости поверхности. Все виды литья, применяемые в промышленности, можно разделить по материалу, литейной форме, способу заливки металла в форму, требуемых точности размеров и шероховатости поверхности отливок и по другим признакам. Литье в песчанно-глинистые формы– наиболее простой и распространенный способ получения литых заготовок. Недостатки такого литья – большие припуски на механическую обработку, низкая производительность и плохие санитарно-гигиенические условия труда. К специальным видам литья относятся: Литье в оболочковые формы имеет повышенную точность литейной формы и позволяет снизить припуска механическую обработку. После кристаллизации металла и охлаждения отливки оболочковые формы разрушают. Литье по выплавляемым моделямпозволяет получить отливки сложные по форме, с массой от нескольких грамм до нескольких десятков килограммов. Оливки имеют высокую точность геометрических размеров, малую шероховатость поверхности и небольшую толщину стенок. Полученные отливки не требуют механической обработки. Технология данного литья имеет высокую производительность. При литье в металлические формы (кокили) литейные формы изготавливают из чугуна или стали и используют их многократно. После кристаллизации металла и охлаждения отливки кокиль раскрывают и из него выталкивается отливка. Основные достоинства – высокая точность размеров и малая шероховатость поверхности отливок; образование мелкозернистой структуры, высокая производительность. Литье под давлением получают отливки в кокилях, когда при литье и кристаллизации металла применяют значительные давления, что исключают образование пустот и снижает концентрацию поверхностных дефектов. Эти методом можно получить сложные по конфигурации и очень тонкие отливки без последующей механической обработки. Центробежное литье – это литье в быстровращающиеся литейные формы: металлические, песчаные, оболочковые, по выплавляемым моделям. Под действиям центробежных сил расплавленный металл оттесняется к наружной поверхности формы, глее затвердевает ровным слоем, в результате чего металл в отливке уплотняется и улучшаются его механические свойства. Обработка металлов резанием- технологические процессы обработки металлов путём снятия стружки, осуществляемые режущими инструментами на металлорежущих станках с целью придания деталям заданных форм, размеров и качества поверхностных слоев. Основные виды: точение, строгание, сверление, развёртывание, протягивание, фрезерование и зубофрезерование, шлифование, хонингование и др. Закономерности обработки металлов резанием рассматриваются как результат взаимодействия системы станок — приспособление — инструмент — деталь. Термомеханическая обработка металла - пластическая деформация и термическая обработка выполняется главным образом по трем схемам: высокотемпературная (ВТМО), низкотемпературная (НТМО) и предварительная термомеханическая обработка (ПТМО).
ВТМО - термообработка с деформационного нагрева с последующим низким отпуском. НТМО заключается в нагреве стали до 1000...1100°С, быстром охлаждении до температуры метастабильного состояния аустенита (400...600°С) и высокой степени (до 90% и выше) деформации при этой температуре. ПТМО характерна простотой выполнения технологического процесса: холодная пластическая деформация (повышает плотность дислокаций), дорекристаллизационный нагрев (обеспечивает полигонизацию структуры феррита), закалка со скоростного нагрева, отпуск. Химико-термическая обработка — это процесс изменения химического состава, структуры и свойств поверхности стальных деталей за счет насыщения ее различными химическими элементами. При этом достигается значительное повышение твердости и износостойкости поверхности деталей при сохранении вязкой сердцевины.В основе любой разновидности химико- термической обработки лежат процессы диссоциации, адсорбции, диффузии. Диссоциация – получение насыщающего элемента в активированном атомарном состоянии в результате химических реакций, а также испарения. Адсорбция – захват поверхностью детали атомов насыщающего элемента. Адсорбция – всегда экзотермический процесс, приводящий к уменьшению свободной энергии. Диффузия – перемещение адсорбированных атомов вглубь изделия. Для осуществления процессов адсорбции и диффузии необходимо, чтобы насыщающий элемент взаимодействовал с основным металлом, образуя твердые растворы или химические соединения. К видам химико-термической обработки относятся цементация, азотирование, цианированиеи некоторые другие. Цементация — это процесс насыщения поверхностного слоя стальных деталей углеродом. Цементация производится путем нагрева стальных деталей при 880-950°С в углеродосодержащей среде, называемой карбюризатором. Различают два основных вида цементации — газовую и твердую. Азотированиемназывается процесс насыщения поверхности стали азотом. При этом повышаются не только твердость и износостойкость, но и коррозионная стойкость. Проводится азотирование при температуре 500-600°С в среде аммиака NН3 в течение длительного времени (до 60ч.) Азотирование проводят на готовых изделиях, прошедших окончательную механическую и термическую обработку (закалка с высоким отпуском). После азотирования в сердцевине изделия сохраняется структура сорбита, которая обеспечивает повышенную прочность и вязкость.
Цианирование — это процесс одновременного насыщения поверхности стали углеродом и азотом. Проводится цианирование в расплавах цианистых солей NаСN или КСN или в газовой среде, содержащей смесь метана СН4 и аммиака NН3. Различают низкотемпературное и высокотемпературное цианирование. Низкотемпературное цианирование – проводится при температуре 540…600oС, сопровождается преимущественным насыщением стали азотом. Нитроцементация – газовое цианирование, осуществляется в газовых смесях из цементующего газа и диссоциированного аммиака. Высокотемпературная нитроцементация проводится при температуре 830…950oС, для машиностроительных деталей из углеродистых и малолегированных сталей при повышенном содержании аммиака. Завершающей термической обработкой является закалка с низким отпуском. Проводится для инструментов из быстрорежущих, высокохромистых сталей, Является окончательной обработкой. Диффузионная металлизация – химико-термическая обработка, при которой поверхность стальных изделий насыщается различными элементами: алюминием, хромом, кремнием, бором и др. При насыщении хромом процесс называют хромированием, алюминием – алитированием, кремнием – силицированием, бором – борированием. Диффузионную металлизацию можно проводить в твердых, жидких и газообразных средах. При твердой диффузионной металлизации металлизатором является ферросплав с добавлением хлористого аммония (NH4Cl). В результате реакции металлизатора с HCl или Cl2 образуется соединение хлора с металлом (AlCl3, CrCl2, SiCl4), которые при контакте с поверхностью диссоциируют с образованием свободных атомов. Жидкая диффузионная метализацияпроводится погружением детали в расплавленный металл (например, алюминий). Газовая диффузионная метализацияпроводится вгазовых средах, являющихся хлоридами различных металлов. Сварку применяют для получения неразъемного соединения деталей при изготовлений изделий, машин и сооружений из металла. Газовая сварка относится к сварке плавлением. Процесс газовой сварки состоит в нагревании кромок деталей в месте их соединения до расплавленного состояния пламенем сварочной горелки. Аргонно-дуговая сварка – выполняется горелками, позволяющими окружать электрическую дугу завесой из инертного газа аргона, подводимого к горелке из баллона. Электродуговая сварка – сварка электрической дугой производиться вручную или автоматически под флюсом. Контактная электросварка – осуществляется путем электрического нагрева мест соединения металлов при одновременном действии сжимающей силы, направленной перпендикулярно к плоскости соединения. Контактная электросварка делится на: - стыковую (сопротивлением - без расплавления металла в зоне стыка; оплавлением – концы деталей в месте возникновения электрического контакта нагреваются до оплавления, затем сжимаются); - точечную (двухсторонняя – две и более детали сжимаются между электродами точечной машины; односторонняя – ток, протекающий во вторичной цепи трансформатора, распределяется между верхним и нижним листами, сварка осуществляется током, протекающим через нижний лист, усиленным медной прокладкой).
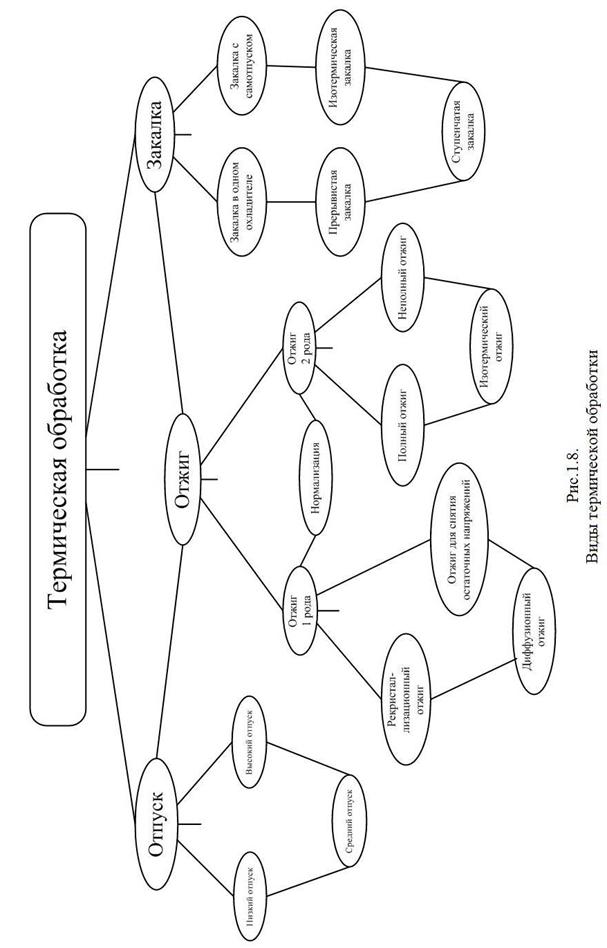
Комментарии к рис. 1.8. Термической обработкой называется совокупность операций нагрева, выдержки и охлаждения твердых металлических сплавов с целью получения заданных свойств за счет изменения внутреннего строения и структуры. Различают следующие виды термической обработки: отжиг, закалка и отпуск. Отжиг - вид термической обработки, заключающийся в её нагреве до определённой температуры, выдержки при этой температуре и медленном охлаждении. Цели отжига - снижение твёрдости и улучшение обрабатываемости стали; изменение формы и величины зерна, выравнивание химического состава, снятие внутренних напряжений. Существуют различные виды отжига: полный, неполный, диффузионный, рекристаллизационный, низкий, отжиг на зернистый перлит, нормализация. Полный отжиг.Полный отжиг применяется для доэвтектоидных сталей. При этом происходит полная перекристаллизация стали и уменьшение величины зерна. Исходная структура из крупных зерен феррита и перлита при нагреве превращается в аустенитную, а затем, при медленном охлаждении, в структуру из мелких зерен феррита и перлита. Повышение температуры нагрева привело бы к росту зерна. При полном отжиге снижается твердость и прочность стали, а пластичность повышается. Неполный отжигпроизводится, если исходная структура не очень крупнозерниста или не надо изменить расположение ферритной (в доэвтектоидных сталях) или цементитной (в заэвтектоидных сталях) составляющей. При этом происходит лишь частичная перекристаллизация — только перлитной составляющей стали. Диффузионный отжиг (гомогенизация) заключается в нагреве стали до 1000-1100°С, длительной выдержке (10-15 часов) при этой температуре и последующем медленном охлаждении. В результате диффузионного отжига происходит выравнивание неоднородности стали по химическому составу. Рекристаллизационный отжиг предназначен для снятия наклепа и внутренних напряжений после холодной деформации и подготовки структуры к дальнейшему деформированию. Нагрев необходимо осуществлять выше температуры рекристаллизации.
Низкий отжиг применяется в тех случаях, когда структура стали удовлетворительна и необходимо только снять внутренние напряжения, возникающие при кристаллизации или после механической обработки. Отжиг на зернистый перлит (сфероидизацию) применяют для сталей близких к эвтектоидному составу или для заэвтектоидных. Нормализациясостоит из нагрева стали, выдержки при этой темпе ратуре и последующего охлаждения на воздухе. Более быстрое охлаждение по сравнению с обычным отжигом приводит к более мелкозернистой структуре. Закалка— это вид термической обработки, состоящий в нагреве стали до определенной температуры, выдержке и последующем быстром охлаждении. В результате закалки повышается твердость и прочность, но снижается вязкость и пластичность. Для достижения высокой скорости охлаждения закаливаемые детали погружают в воду (для углеродистых сталей) или минеральные масла (для легированных сталей). Способность стали закаливаться называется закаливаемостью. Она характеризуется значением твердости, приобретаемой сталью после закалки и зависит от содержания углерода. Стали с низким содержанием углерода (до 0,3%) практически не закаливаются и закалка для них не применяется. Отпуск стали — это вид термической обработки, следующий за закалкой и заключающийся в нагреве стали до определенной температуры, выдержке и охлаждении. Цель отпуска — получение равновесной структуры, снятие внутренних напряжений, повышение вязкости и пластичности. Различают низкий, средний и высокийотпуск. Низкий отпуск проводится при температуре 150-200°С. В результате снимаются внутренние напряжения, происходит некоторое увеличение пластичности и вязкости без заметного снижения твердости. При среднем отпуске производится нагрев до 350-450°С. При этом происходит некоторое снижение твердости при значительном увеличении предела упругости и улучшении сопротивляемости действию ударных нагрузок. Высокий отпуск проводится при 550-650°С. В результате твердость и прочность снижаются значительно, но сильно возрастают вязкость и пластичность и получается оптимальное для конструкционных сталей сочетание механических свойств. Применяется для деталей, подвергающихся действию высоких нагрузок. Улучшение.Термическая обработка, состоящая из закалки и высокого отпуска, называется улучшением. Она является основным видом обработки конструкционных сталей. Поверхностная закалка состоит в нагреве поверхностного слоя стальных деталей и быстрого охлаждения с целью получения высокой твердости и прочности в поверхностном слое в сочетании с вязкой сердцевиной. Существуют различные способы нагрева поверхности под закалку — в расплавленных металлах или солях, пламенем газовой горелки, лазерным излучением, током высокой частоты. Индукционная закалка.При нагреве токами высокой частоты закаливаемую деталь помещают внутри индуктора, представляющего собой медные трубки с циркулирующей внутри для охлаждения водой.
Комментарии к рис. 1.9. Сварка – технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы. Физическая сущность процесса сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях заготовок. В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса: термический, термомеханический и механический. К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно – лучевая, лазерная, газовая и др.). К термомеханическому классу относятся виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная и др.). К механическомуклассу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.). Контактная сварка относится к видам сварки с кратковременным нагревом места соединения без оплавления или с оплавлением и осадкой разогретых заготовок. Характерная особенность этих процессов – пластическая деформация, в ходе которой формируется сварное соединение. Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор. По типу сварного соединения различают сварку стыковую, точечную, шовную. Стыковая сварка – разновидность контактной сварки, при которой заготовки свариваются по всей поверхности соприкосновения. Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют – сваркой оплавлением. Точечная сварка – разновидность контактной сварки, при которой заготовки соединяются в отдельных точках. Диффузионная сварка.При диффузионной сварке соединяемые поверхности сдавливают и нагревают (но не до расплавления металла), обычно в вакууме. Сварной шов образуется в результате диффузии одного материала в другой, вызванной нагревом и сдавливанием. Применение такой технологии экономически оправдано только тогда, когда требуется изготавливать детали из дорогостоящих материалов (титана, циркония и т.д.) с очень малыми допусками на размеры. Основные области применения диффузионной сварки – авиакосмическая, электронная, инструментальная промышленность, ядерные технологии. Сварка электронным лучом.Нагрев осуществляется в вакуумной камере концентрированным пучком электронов высокой энергии. Метод пригоден практически для любых металлов. Такой сваркой обычно выполняются плотные соединения встык и внахлестку. Сварка взрывом.Тепло выделяется локально за счет трения между соединяемыми поверхностями. Движение вызывается контролируемым взрывом, который с огромной силой сжимает контактирующие поверхности. В зоне сварки происходят взаимопроникновение волнообразной формы и частичное сплавление. Метод применяется для плакирования таких металлов, как сталь, инородным материалом, например алюминием. Сварка трением.Разогрев поверхностей происходит за счет вращения одной из них, прижимаемой к другой, неподвижной. При последующем резком прижатии поверхностей деталей локализованный нагрев приводит к их сплавлению. Высокочастотная сварка.Кромки свариваемых деталей разогревают токами высокой частоты, подводимыми индукционно или контактами, а затем детали сжимают. Присадочный металл не используется. Метод применяется в основном для изготовления труб и фасонных изделий из сортовой стали. Лазерная сварка.Разогрев производится сфокусированным лазерным лучом. Метод подобен сварке электронным лучом, но имеет свои преимущества. Лазерный луч применяется также для резки металлов и других материалов. Сварка ультразвуком.Сваривание происходит под действием ультразвукового луча в месте соединения предварительно сжатых деталей. Точечным или непрерывным швом свариваются тонкие алюминиевые и медные фольги, а также пластиковые пленки. Сварочным инструментом служит ультразвуковой излучатель, преобразующий электрические колебания в механические. Используется для запечатывания упаковочной алюминиевой фольги и пластиковой пленки. Исполнение быстрое и экономичное.
Рис.1.9. Виды сварки
Дефекты обработки металлов Комментарии к рис. 1.10. Коррозия– окисление металла при взаимодействии поверхности стальных деталей с печными газами. Обезуглероживание– выгорание углерода с поверхности детали, происходит при окислении стали. Приводит к резкому снижению прочности, может вызвать образование закалочных трещин и коробление. Для предохранения деталей от окисления и обезуглероживания при отжиге, нормализации и закалке в рабочее пространство вводят защитные газы. Перегрев– образование крупнозернистой структуры стали при нагреве выше определенных температур и длительной выдержке. Перегрев ведет к понижению пластичности, образованию трещин при закалке. Исправляется повторным отжигом или нормализацией. Пережогможет возникнуть в результате нагрева при еще более высоких температурах и длительной выдержке металла при высокой температуре в окислительной атмосфере печи. Пережог сопровождается окислением и частичным оплавлением границ зерен. Металл становится хрупким. Пережог является неисправимым браком. В процессе закалки могут возникнуть следующие дефекты: Закалочные трещины - образуются вследствие высоких внутренних напряжений и являются неисправимым браком. Трещины возникают при неправильном нагреве (перегреве) и большой скорости охлаждения деталей, а также если в изделии имеются резкие переходы от тонких сечений к толстым, выступы, заостренные углы. Деформация – изменение формы и размеров изделия, происходит в результате внутренних напряжений, вызванных неравномерным охлаждением и фазовыми превращениями. Коробление– несимметричная деформация изделий. Коробление может происходить вследствие причин, вызывающих деформацию, а также при неправильном положении детали при погружении её в закалочную среду; Мягкие пятна – участки поверхности инструмента с пониженной твёрдостью. Образуется в местах, где имелись окалина, загрязнения, участки с обезуглероженной поверхностью, а также при недостаточно быстром движении деталей в закалочной среде; Низкая твёрдость инструмента является следствием недогрева, недостаточной выдержки или недостаточно быстрого охлаждения в закалочной среде. Для исправления такого дефекта деталь подвергают высокому отпуску и повторной закалке; Перегрев и недогревпод закалку приводят к снижению механических свойств. Исправляют эти дефекты отжигом, после которого снова проводят закалку;
Рис. 1.10. Виды возможных дефектов, полученных при нарушениях технологии обработки металлов
Окисление и обезуглероживание поверхности изделия предупреждается строгим соблюдением режима термической обработки и нагревом в среде нейтральных газов (азот, аргон). Металлические сплавы Комментарии к рис. 1.11. Под сплавом понимают вещество, полученное сплавлением двух или более элементов. Возможны другие способы приготовления сплавов: спекания, электролиз. Сплав, приготовленный преимущественно из металлических элементов и обладающий металлическими свойствами, называется металлическим сплавом.Сплавы обладают более разнообразным комплексом свойств, которые изменяются в зависимости от состава и метода обработки. Система– группа тел выделяемых для наблюдения и изучения. В металловедении системами являются металлы и металлические сплавы. Чистый металл является простой однокомпонентной системой, сплав – сложной системой, состоящей из двух и более компонентов. Компоненты– вещества, образующие систему. В качестве компонентов выступают чистые вещества и химические соединения, если они не диссоциируют на составные части в исследуемом интервале температур. Фаза – однородная часть системы, отделенная от других частей системы поверхностного раздела, при переходе через которую структура и свойства резко меняются. Строение металлического сплава зависит от того, в какие взаимодействия вступают компоненты, составляющие сплав. Почти все металлы в жидком состоянии растворяются друг в друге в любых соотношениях. При образовании сплавов в процессе их затвердевании возможно различное взаимодействие компонентов. В зависимости от характера взаимодействия компонентов различают сплавы: 1. механические смеси; 2. химические соединения; Твердые растворы. Сплавы механические смеси образуются, когда компоненты не способны к взаимному растворению в твердом состоянии и не вступают в химическую реакцию с образованием соединения. Образуются между элементами значительно различающимися по строению и свойствам, когда сила взаимодействия между однородными атомами больше чем между разнородными. Сплав состоит из кристаллов входящих в него компонентов. В сплавах сохраняются кристаллические решетки компонентов.
Рис. 1.12. Схема микроструктуры механической смеси
Сплавы химические соединения образуются между элементами, значительно различающимися по строению и свойствам, если сила взаимодействия между разнородными атомами больше, чем между однородными. Особенности этих сплавов: 1. Постоянство состава, то есть сплав образуется при определенном соотношении компонентов, химическое соединение обозначается Аn Вm. 2. Образуется специфическая, отличающаяся от решеток элементов, составляющих химическое соединение, кристаллическая решетка с правильным упорядоченным расположением атомов. 3. Ярко выраженные индивидуальные свойства 4. Постоянство температуры кристаллизации, как у чистых компонентов
Рис. 1.13. Кристаллическая решетка химического соединения
Сплавы твердые растворы – это твердые фазы, в которых соотношения между компонентов могут изменяться. Являются кристаллическими веществами. Характерной особенностью твердых растворов является: наличие в их кристаллической решетке разнородных атомов, при сохранении типа решетки растворителя. Твердый раствор состоит из однородных зерен.
Рис. 1.14. Схема микроструктуры твердого раствора По степеням растворимости компонентов различают твердые растворы: · с неограниченной растворимостью компонентов; · с ограниченной растворимостью компонентов. По характеру распределения атомов растворенного вещества в кристаллической решетке растворителя различают твердые растворы: · замещения; · внедрения; · вычитания. В растворах замещения в кристаллической решетке растворителя часть его атомов замещена атомами растворенного элемента. Замещение осуществляется в случайных местах, поэтому такие растворы называют неупорядоченными твердыми растворами.
Рис. 1.15. Кристаллическая решетка твердых растворов замещения (а), внедрения (б)
При образовании растворов замещения периоды решетки изменяются в зависимости от разности атомных диаметров растворенного элемента и растворителя. Если атом растворенного элемента больше атома растворителя, то элементарные ячейки увеличиваются, если меньше – сокращаются. В первом приближении это изменение пропорционально концентрации растворенного компонента. Изменение параметров решетки при образовании твердых растворов – важный момент, определяющий изменение свойств. Уменьшение параметра ведет к большему упрочнению, чем его увеличение. Твердые растворы внедрения образуются внедрением атомов растворенного компонента в поры кристаллической решетки растворителя. Образование таких растворов, возможно, если атомы растворенного элемента имеют малые размеры. Такими являются элементы, находящиеся в начале периодической системы Менделеева, углерод, водород, азот, бор. Размеры атомов превышают размеры межатомных промежутков в кристаллической решетке металла, это вызывает искажение решетки и в ней возникают напряжения. Концентрация таких растворов не превышает 2-2.5%. Твердые растворы вычитания или растворы с дефектной решеткой образуются на базе химических соединений, при этом возможна не только замена одних атомов в узлах кристаллической решетки другими, но и образование пустых, не занятых атомами, узлов в решетке.
К химическому соединению добавляют, один из входящих в формулу элементов, его атомы занимают нормальное положение в решетке соединения, а места атомов другого элемента остаются, незанятыми. Железоуглеродистые сплавы Комментарии к рис. 1.16. Железоуглеродистые сплавы – стали и чугуны – важнейшие металлические сплавы современной техники. Производство чугуна и стали по объему превосходит производство всех других металлов вместе взятых более чем в десять раз. Компонентами железоуглеродистых сплавов являются железо, углерод и цементит. Железо– переходный металл серебристо-светлого цвета. Имеет высокую температуру плавления – 1539o С В твердом состоянии железо может находиться в двух модификациях. Полиморфные превращения происходят при температурах 911o С и 1392oС. При температуре ниже 911o С существует Углеродотносится к неметаллам. Обладает полиморфным превращением, в зависимости от условий образования существует в форме графита с гексагональной кристаллической решеткой (температура плавления – 3500ºС, плотность – 2,5 г/см3) или в форме алмаза со сложной кубической решеткой с координационным числом равным четырем (температура плавления – 5000ºС). В сплавах железа с углеродом углерод находится в состоянии твердого раствора с железом и в виде химического соединения – цементита (Fe3C), а также в свободном состоянии в виде графита (в серых чугунах). Цементит (Fe3C) – химическое соединение железа с углеродом (карбид железа), содержит 6,67 % углерода. Аллотропических превращений не испытывает. Кристаллическая решетка цементита состоит из ряда октаэдров, оси которых наклонены друг к другу. Температура плавления цементита точно не установлена (1250, 1550oС). При низких температурах цементит слабо ферромагнитен, магнитные свойства теряет при температуре около 217ºС. В системе железо – углерод существуют следующие фазы: жидкая фаза, феррит, аустенит, цементит.
Жидкая фаза. В жидком состоянии железо хорошо растворяет углерод в любых пропорциях с образованием однородной жидкой фазы. Феррит (Ф) Феррит имеет переменную предельную растворимость углерода: минимальную – 0,006 % при комнатной температуре (точка Q), максимальную – 0,02 % при температуре 727o С ( точка P). Углерод располагается в дефектах решетки. При температуре выше 1392o С существует высокотемпературный феррит ( Свойства феррита близки к свойствам железа. Он мягок (твердость – 130 НВ, предел прочности – Аустенит (А) Углерод занимает место в центре гранецентрированной кубической ячейки. Аустенит имеет переменную предельную растворимость углерода: минимальную – 0,8 % при температуре 727o С (точка S), максимальную – 2,14 % при температуре 1147o С (точка Е). Аустенит имеет твердость 200…250 НВ, пластичен (относительное удлинение – При растворении в аустените других элементов могут изменяться свойства и температурные границы существования. Цементит – характеристика дана выше. В железоуглеродистых сплавах присутствуют фазы: цементит первичный (ЦI), цементит вторичный (ЦII), цементит третичный (ЦIII). Химические и физические свойства этих фаз одинаковы. Влияние на механические свойства сплавов оказывает различие в размерах, количестве и расположении этих выделений. Цементит первичный выделяется из жидкой фазы в виде крупных пластинчатых кристаллов. Цементит вторичный выделяется из аустенита и располагается в виде сетки вокруг зерен аустенита (при охлаждении – вокруг зерен перлита). Цементит третичный выделяется из феррита и в виде мелких включений располагается у границ ферритных зерен. Все сплавы системы железо – цементит по структурному признаку делят на две большие группы: стали и чугуны. Стали Комментарии к рис. 1.17 Стали являются наиболее распространенными материалами. Обладают хорошими технологическими свойствами. Изделия получают в результате обработки давлением и резанием. Достоинством является возможность, получать нужный комплекс свойств, изменяя состав и вид обработки. Стали, подразделяют на углеродистые и легированные. Углеродистые стали являются основными. Их свойства определяются количеством углерода и содержанием примесей, которые взаимодействуют с железом и углеродом. С ростом содержания углерода в структуре стали увеличивается количество цементита, при одновременном снижении доли феррита. Изменение соотношения между составляющими приводит к уменьшению пластичности, а также к повышению прочности и твердости. Прочность повышается до содержания углерода около 1%, а затем она уменьшается, так как образуется грубая сетка цементита вторичного. Углерод влияет на вязкие свойства. Увеличение содержания углерода повышает порог хладоломкости и снижает ударную вязкость. Повышаются электросопротивление и коэрцитивная сила, снижаются магнитная проницаемость и плотность магнитной индукции. Углерод оказывает влияние и на технологические свойства. Повышение содержания углерода ухудшает литейные свойства стали (используются стали с содержанием углерода до 0,4 %), обрабатываемость давлением и резанием, свариваемость. Следует учитывать, что стали с низким содержанием углерода также плохо обрабатываются резанием. В сталях всегда присутствуют примеси, которые делятся на три группы. Постоянные примеси: кремний, марганец, сера, фосфор. Марганец и кремний вводятся в процессе выплавки стали для раскисления, они являются технологическими примесями. Содержание марганца не превышает 0,5…0,8 %. Марганец повышает прочность, не снижая пластичности, и резко снижает красноломкость стали, вызванную влиянием серы. Он способствует уменьшению содержания сульфида железа FeS, так как образует с серой соединение сульфид марганца MnS. Частицы сульфида марганца располагаются в виде отдельных включений, которые деформируются и оказываются вытянутыми вдоль направления прокатки. Содержание кремния не превышает 0,35…0,4 %. Кремний, дегазируя металл, повышает плотность слитка. Кремний растворяется в феррите и повышает прочность стали. Но наблюдается некоторое снижение пластичности, что снижает способность стали к вытяжке. Содержание фосфора в стали 0,025…0,045 %. Фосфор, растворяясь в феррите, искажает кристаллическую решетку и увеличивает предел прочности Располагаясь вблизи зерен, увеличивает температуру перехода в хрупкое состояние, вызывает хладоломкость, уменьшает работу распростране
ния трещин, Повышение содержания фосфора на каждую 0,01 % повышает порог хладоломкости на 20…25oС. Фосфор обладает склонностью к ликвации, поэтому в центре слитка отдельные участки имеют резко пониженную вязкость. Для некоторых сталей возможно увеличение содержания фосфора до 0,10…0,15 %, для улучшения обрабатываемости резанием. Скрытые примеси- газы (азот, кислород, водород) – попадают в сталь при выплавке. Азот и кислород находятся в стали в виде хрупких неметаллических включений: окислов (FeO, SiO2, Al2O3 ) нитридов (Fe 2N), в виде твердого раствора или в свободном состоянии, располагаясь в дефектах (раковинах, трещинах). Примеси внедрения (азот N, кислород О) повышают порог хладоломкости и снижают сопротивление хрупкому разрушению. Неметаллические включения (окислы, нитриды), являясь концентраторами напряжений, могут значительно понизить предел выносливости и вязкость. Очень вредным является растворенный в стали водород, который значительно охрупчивает сталь. Он приводит к образованию в катаных заготовках и поковках флокенов. Флокены – тонкие трещины овальной или округлой формы, имеющие в изломе вид пятен – хлопьев серебристого цвета. Специальные примеси – специально вводятся в сталь для получения заданных свойств. Примеси называются легирующими элементами, а стали - легированные сталями. Стали классифицируются по множеству признаков. По химическому: составу: углеродистые – содержащие железо, углерод и примеси и легированные –содержащие специально введенные в нее с целью изменения свойств легирующие элементы. Основным легирующим элементом является хром (0,8…1,2)%. Он повышает прокаливаемость, способствует получению высокой и равномерной твердости стали. Порог хладоломкости хромистых сталей - (0…-100)ºС. Дополнительные легирующие элементы. Бор - 0.003%. Увеличивает прокаливаемость, а такхе повышает порог хладоломкости (+20…-60ºС. Марганец – увеличивает прокаливаемость, однако содействует росту зерна, и повышает порог хладоломкости до (+40…-60)ºС. Титан (~0,1%) вводят для измельчения зерна в хромомарганцевой стали. Введение молибдена (0,15…0,46%) в хромистые стали увеличивает прокаливаемость, снижает порог хладоломкости до –20…-120ºС. Молибден увеличивает статическую, динамическую и усталостную прочность стали, устраняет склонность к внутреннему окислению. Кроме того, молибден снижает склонность к отпускной хрупкости сталей, содержащих никель. Ванадий в количестве (0.1…0.3) % в хромистых сталях измельчает зерно и повышает прочность и вязкость. Введение в хромистые стали никеля, значительно повышает прочность и прокаливаемость, понижает порог хладоломкости, но при этом повышает склонность к отпускной хрупкости (этот недостаток компенсируется введением в сталь молибдена). Хромоникелевые стали, обладают наилучшим комплексом свойств. Однако никель является дефицитным, и применение таких сталей ограничено. По содержанию углерода: низкоуглеродистые,с содержанием углерода до 0,25 %; среднеуглеродистые, с содержанием углерода 0,3…0,6 %; высокоуглеродистые, с содержанием углерода выше 0,7 % По содержанию углерода и по структуре стали подразделяются на доэвтектоидные, (0,02%<C<0,8% ) структура феррит + перлит; эвтектоидные, C=0,8% структура перлит (П), перлит может быть пластинчатый или зернистый (рис. 9.3 б и 9.3 в); заэвтектоидные, (0.8%<C<2,14% ) структура перлит + цементит вторичный (П + ЦII), цементитная сетка располагается вокруг зерен перлита. По качеству. Количественным показателем качества является содержания вредных примесей: серы и фосфора: 0.04%< S<0.06%, 0.04%< S<0.08% – углеродистые стали обыкновенного качества: P.S = 0.03 - 0.04% –качественные стали; P.S < 0.03 – высококачественные стали. По способу выплавки: в мартеновских печах; в кислородных конверторах; в электрических печах: электродуговых, индукционных и др. По назначению: конструкционные – применяются для изготовления деталей машин и механизмов, к ним относятся строительные стали, цементуемые стали, улучшаемые стали, высокопрочные стали; инструментальные – применяются для изготовления различных инструментов; специальные– стали с особыми свойствами: электротехнические, с особыми магнитными свойствами. К ним относятсякоррозионностойкие(нержавеющие) стали – хромистые, хромникелевые стали; жаростойкие стали – обладающие стойкостью против химического разрушения при высокой температуре; жаропрочныестали способны противостоять механическим нагрузкам при высоких температурах и др. Чугуны Комментарии к рис. 1.18. Чугун отличается от стали: по составу – более высокое содержание углерода и примесей; по технологическим свойствам – более высокие литейные свойства, малая способность к пластической деформации, почти не используется в сварных конструкциях. В зависимости от состояния углерода в чугуне различают: белый чугун – углерод в связанном состоянии в виде цементита, в изломе имеет белый цвет и металлический блеск; серый чугун – весь углерод или большая часть находится в свободном состоянии в виде графита, а в связанном состоянии находится не более 0,8 % углерода. Из-за большого количества графита его излом имеет серый цвет; половинчатый – часть углерода находится в свободном состоянии в форме графита, но не менее 2 % углерода находится в форме цементита. Мало используется в технике. По количеству углерода и по структуре белые чугуны подразделяются на: доэвтектические (2.14%<С<4.3%), структура перлит + ледебурит + цементит вторичный; эвтектические(С=4.3%), структура ледебурит (Л); заэвтектические(4,3%<C<6,67%), структура ледебурит + цементит первичный. В зависимости от формы графита и условий его образования различают следующие группы чугунов:серый– с пластинчатым графитом; высокопрочный – с шаровидным графитом; ковкий – с хлопьевидным графитом. Серый чугун широко применяется в машиностроении, так как легко обрабатывается и обладает хорошими свойствами. Высокопрочные чугуны могут иметь ферритную (ВЧ 35), феррито-перлитную (ВЧ45) и перлитную (ВЧ 80) металлическую основу. Получают эти чугуны из серых, в результате модифицирования магнием или церием (добавляется 0,03…0,07% от массы отливки). Ковкий чугун получают отжигом белого доэвтектического чугуна. Хорошие свойства у отливок обеспечиваются, если в процессе кристаллизации и охлаждения отливок в форме не происходит процесс графитизации. Чтобы предотвратить графитизацию, чугуны должны иметь пониженное содержание углерода и кремния. Ковкие чугуны содержат: углерода – 2,4…3,0 %, кремния – 0,8…1,4 %, марганца – 0,3…1,0 %, фосфора – до 0,2 %, серы – до 0,1 %. Наиболее широкое распространение получили чугуны с содержанием углерода 2,4…3,8%. Чем выше содержание углерода, тем больше образуется графита и тем ниже его механические свойства, следовательно, количество углерода не должно превышать 3,8 %. В то же время для обеспечения высоких литейных свойств (хорошей жидкотекучести) углерода должно быть не менее 2,4%.
Сплавы цветных металлов Комментарии к рис. 1.19. Цветные металлы являются более дорогими и дефицитными по сравнению с черными металлами, однако область их применения в технике непрерывно расширяется. Это сплавы на основе титана, алюминия, магния, меди. Титан и его сплавы Титан серебристо-белый легкий металл с плотностью 4,5 г/см3. Температура плавления титана зависит от степени чистоты и находится в пределах 1660…1680oС. Титановые сплавы имеют ряд преимуществ по сравнению с другими: сочетание высокой прочности (s=800-100 МПа) с хорошей пластичностью; малая плотность, обеспечивающая высокую удельную прочность; хорошая жаропрочность, до 600…700oС; высокая коррозионная стойкость в агрессивных средах. Однородные титановые сплавы, не подверженные старению, используют в криогенных установках до гелиевых температур. Магний и его сплавы Магний – очень легкий металл, его плотность – 1,74 г/см3. Температура плавления – 650oС. Основными магниевыми сплавами являются сплавы магния с алюминием, цинком, марганцем, цирконием. Сплавы делятся на деформируемые и литейные. Сплавы упрочняются после закалки и искусственного старения. Из деформируемых магниевых сплавов изготавливают детали автомашин, самолетов, прядильных и ткацких станков. В большинстве случаев эти сплавы обладают удовлетворительной свариваемостью. Из литейных сплавов изготавливают детали двигателей, приборов. Из деформируемых магниевых сплавов изготавливают детали автомашин, самолетов, прядильных и ткацких станков. В большинстве случаев эти сплавы обладают удовлетворительной свариваемостью.
Комментарии к рис. 1.20. Алюминий– легкий металл с плотностью 2,7 г/см3 и температурой плавления 660oС. Имеет гранецентрированную кубическую решетку. Обладает высокой тепло- и электропроводностью. Химически активен, но образующаяся плотная пленка оксида алюминия Al2O3, предохраняет его от коррозии. Механические свойства: предел прочности 150 МПа, относительное удлинение 50 %, модуль упругости 7000 МПа. деформируемые сплавы, не упрочняемые термической обработкой: деформируемые сплавы, упрочняемые термической обработкой; литейные сплавы.
В сплавы, не упрочняемые термической обработкой, вводят марганец или магний. Атомы этих элементов существенно повышают его прочность, снижая пластичность. Эти сплавы применяют для изготовления различных сварных емкостей для горючего, азотной и других кислот, мало- и средненагруженных конструкций. К деформируемые сплавы, упрочняемые термической обработкой относятся дюралюмины(сложные сплавы систем алюминий – медь –магний или алюминий – медь – магний – цинк). Они имеют пониженную коррозионную стойкость, для повышения которой вводится марганец. Высокопрочными стареющими сплавами являются сплавы, которые кроме меди и магния содержат цинк. Сплавы В95, В96 имеют предел прочности около 650 МПа. Основной потребитель – авиастроение (обшивка, стрингеры, лонжероны). Ковочные алюминиевые сплавы АК:, АК8 применяются для изготовления поковок. Поковки изготавливаются при температуре 380…450oС, подвергаются закалке от температуры 500…560oС и старению при 150…165oС в течение 6…15 часов. Алюминиевые сплавы обладают малой плотностью (2,5 - 3,0 г/см3 ) в сочетании с достаточно хорошими механическими свойствами и удовлетворительной устойчивостью к окислению. Алюминиевые сплавы имеют повышенные механические свойства, но более легкие, чем бронзы. В их состав входят железо, цинк, марганец, магний. По своим прочностным характеристикам и по износостойкости они уступают сталям, некоторые из них также не обладают хорошей свариваемостью, но многие из них обладают характеристиками, превосходящими чистый алюминий. Особо выделяются алюминиевые сплавы с повышенной пластичностью, содержащие до 2,8% Mg и до 2,5% Mn - они обладают большей, чем чистый алюминий прочностью, легко поддаются вытяжке, близки по коррозионной стойкости к алюминию. Дуралюмины- сплавы на основе алюминия, содержащие: 1,4-13% Cu, 0,4-2,8% Mg , 0,2-1,0% Mn , иногда 0,5-6,0% Si, 5-7% Zn, 0,8-1,8% Fe, 0,02-0,35% Ti и др. Дуралюмины - наиболее прочные и наименее коррозионно-стойкие из алюминиевых сплавов. Склонны к межкристаллической коррозии. Для защиты листового дуралюминия от коррозии его поверхность плакируют чистым алюминием. Они не обладают хорошей свариваемостью, но благодаря своим остальным характеристикам применяются везде, где необходима прочность и легкость. Наибольшее применение нашли в авиастроении для изготовления некоторых деталей турбореактивных двигателей. Магналии - названы так из-за большого содержания в них магния (Mg) , сплавы на основе алюминия, содержащие: 5-13% Mg , 0,2-1,6% Mn , иногда 3,5-4,5% Zn , 1,75-2,25% Ni , до 0,15% Be , до 0,2% Ti ,до 0,2% Zr и др. Магналии отличаются высокой прочностью и устойчивостью к коррозии в пресной и даже морской воде. Магналии также хорошо устойчивы к воздействию азотной кислоты, разбавленной серной кислоты , ортофосфорной кислоты. Силумины - сплавы на основе алюминия с большим содержанием кремния (Si). В состав силуминов входят: 3-26% Si , 1-4% Cu , 0,2-1,3% Mg , 0,2-0,9% Mn, иногда 2-4% Zn, 0,8-2% Ni, 0,1-0,4% Cr , 0,05-0,3% Ti и др. При своих относительно невысоких прочностных характеристиках силумины обладают наилучшими из всех алюминиевых сплавов литейными свойствами. Они наиболее часто используются там, где необходимо изготовить тонкостенные или сложные по форме детали. По коррозионной стойкости занимают промежуточное положение между дуралюминами и магналиями. Нашли свое основное применение для изготовления корпусов и деталей приборов. Альдрей: 0,5% магний, 0,7% кремний, 0,3% железо, остальное алюминий. Альдрей, практически сохраняя легкость алюминия и его удельную проводимость, по механической прочности приближается к твердотянутой меди. Авиали обладают высокой коррозионной стойкостью и хорошей коррозионно-механической прочностью в атмосферных условиях и в водных растворах при комнатной температуре. Механические свойства изделий из авиаля зависят от температуры прессования и степени деформации.
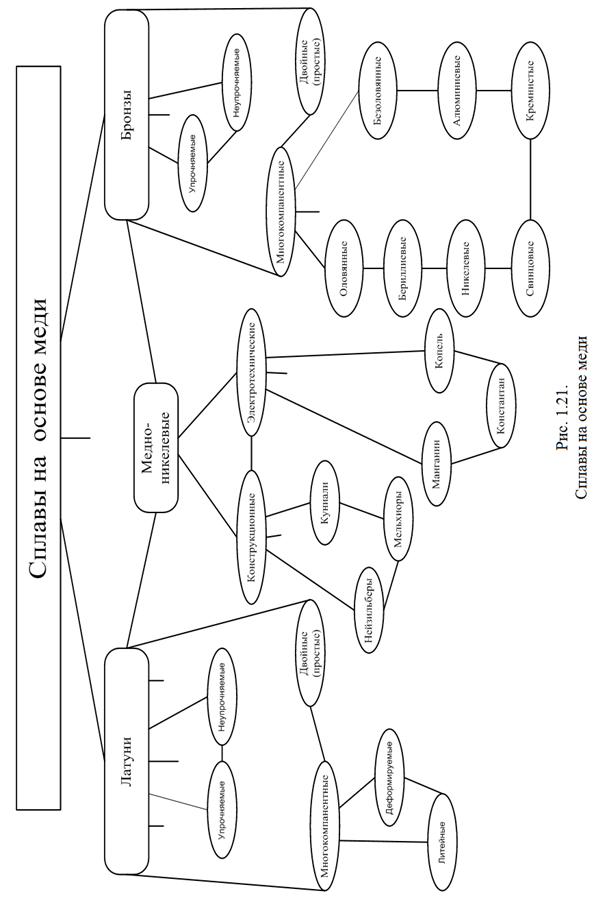
Комментарии к рис. 1.21. Медь.Медь — металл красно-розового цвета. Плотность меди 8,94 г/см3, температура плавления — 1083°С. Кристаллизуется в кубической гранецентрированной решетке и полиморфных превращений не имеет. Характеризуется невысокими прочностью и твердостью и хорошей пластичностью. Обладает высокой электропроводностью, теплопроводностью, коррозионной стойкостью в пресной и морской воде. Благодаря высокой электропроводности около половины производимой меди используется в электро- и радиопромышленности. Как конструкционный материал медь не используется из-за высокой стоимости и низких механических свойств. В отдельных случаях помимо чистой меди в качестве проводникового материала применяются ее сплавы с оловом, кремнием, фосфором, бериллием, хромом, магнием, кадмием. Сплавы, повышающие прочность и другие свойства меди, получают введением в нее добавок, таких, как цинк, олово, кремний, свинец, алюминий, марганец, никель. На сплавы идет более 30% меди. Основное преимущество медных сплавов - низкий коэффициент трения (что делает особенно рациональным применением их в парах скольже-
ния), сочетающийся для многих сплавов с высокой пластичностью и хорошей стойкостью против коррозии в ряде агрессивных сред и хорошей электропроводностью. Величина коэффициента трения практически одинакова у всех медных сплавов, тогда как механические свойства и износостойкость, а также поведение в условиях коррозии зависят от состава сплавов, а, следовательно, от структуры. Прочность выше у двухфазных сплавов, а пластичность у однофазных. Различают две группы медных сплавов: латуни – сплавы меди с цинком, бронзы – сплавы меди с другими (кроме цинка) элементами. Латуни- сплавы меди с цинком ( меди от 60 до 90% и цинка от 40 до 10%) - прочнее меди и менее подвержены окислению. При присадке к латуни кремния и свинца повышаются ее антифрикционные качества, при присадке олова, алюминия, марганца и никеля возрастает антикоррозийная стойкость. Листы, литые изделия используются в машиностроении, особенно в химическом, в оптике и приборостроении, в производстве сеток для целлюлозно-бумажной промышленности. По способу изготовления изделий различают латуни деформируемые и литейные. Латуни имеют хорошую коррозионную стойкость, которую можно повысить дополнительно присадкой олова. Латуни являются хорошим материалом для конструкций, работающих при отрицательных температурах. Бронзы. Раньше бронзами называли сплавы меди (80-94%) и олова (20-6%). В настоящее время производят безоловянные бронзы, именуемые по главному вслед за медью компоненту. Оловянные бронзы. При сплавлении меди с оловом образуются твердые растворы. Оловянные бронзы подразделяются на деформируемые и литейные. В зависимости от состава деформируемые бронзы отличаются высокими механическими, антикоррозионными, антифрикционными и упругими свойствами, и используются в различных отраслях промышленности. Из этих сплавов изготавливают прутки, трубы, ленту, проволоку. Алюминиевые бронзы содержат 5-11% алюминия, обладают высокими механическими свойствами в сочетании с антикоррозийной стойкостью. Положительные особенности алюминиевых бронз по сравнению с оловянными: меньшая склонность к внутрикристаллической ликвации; большая плотность отливок; более высокая прочность и жаропрочность; меньшая склонность к хладоломкости. Основные недостатки алюминиевых бронз: значительная усадка, склонность к образованию столбчатых кристаллов при кристаллизации и росту зерна при нагреве, самоотпуск при медленном охлаждении; недостаточная коррозионная стойкость в перегретом паре. Для устранения этих недостатков сплавы дополнительно легируют марганцем, железом, никелем, свинцом. Свинцовые бронзы, содержащие 25-33% свинца, используют главным образом для изготовления подшипников, работающих при высоких давлениях и больших скоростях скольжения. Кремниевые бронзы, содержащие 4-5% кремния, применяют как дешевые заменители оловянных бронз. Бериллиевые бронзы, содержащие 1,8-2,3% бериллия, отличаются твердостью после закалки и высокой упругостью. Их применяют для изготовления пружин и пружинящих изделий. Кадмиевые бронзы - сплавы меди с небольшим количества кадмия (до1%) - используют для изготовления арматуры водопроводных и газовых линий и в машиностроении. Припои - сплавы цветных металлов, применяемые при пайке для получения монолитного паяного шва. Среди твердых припоев известен медносеребряный сплав (44,5-45,5% Ag; 29-31%Cu; остальное - цинк). Тесты к главе 1 Вопрос 1 (мт=0,5) Сплав, предназначенный для соединения металлов при пайке, называется: 1: припой 2: текстолит 3: феррит
Вопрос 2 (мт=0,3) Мягкая отожженная проводниковая медь обозначается: 1: МТ
Вопрос 3 (мт=0,4) Изменение формы и размера изделия носит название: 1: тран |
||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 1159. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |









 5oС.
5oС. с объемно-центрированной кубической решеткой. В интервале температур 911…1392oС устойчивым является
с объемно-центрированной кубической решеткой. В интервале температур 911…1392oС устойчивым является  с гранецентрированной кубической решеткой. Выше 1392o С железо имеет объемно-центрированную кубическую решетку и называется
с гранецентрированной кубической решеткой. Выше 1392o С железо имеет объемно-центрированную кубическую решетку и называется  или высокотемпературное
или высокотемпературное 
 -железо.
-железо. ) (
) (  ) и пластичен (относительное удлинение –
) и пластичен (относительное удлинение –  ), магнитен до 768o С.
), магнитен до 768o С. -железо.
-железо. ), парамагнитен.
), парамагнитен. и предел текучести
и предел текучести  , но снижает пластичность и вязкость.
, но снижает пластичность и вязкость.