|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Определение последовательности обработки поверхностей заготовки.Маршрут обработки зубчатого колеса выглядит следующим образом: Установ А 1. Установить заготовку в патрон. 2. Операция 010 Многоцелевая Установ Б 1. Установить заготовку в патрон 2. Операция 015 Многоцелевая Выбор оборудования, режущего инструмента, измерительных средств, приспособлений. Выбор оборудования. Для обработки будем применять токарныйстанокс ЧПУ 16К20Ф3.
Рисунок 9.3 Станоктокарный с ЧПУ 16К20Ф3. Выбор режущего инструмента Для обработки будем применять: · Державка T-Max DSSNR 2020K 12
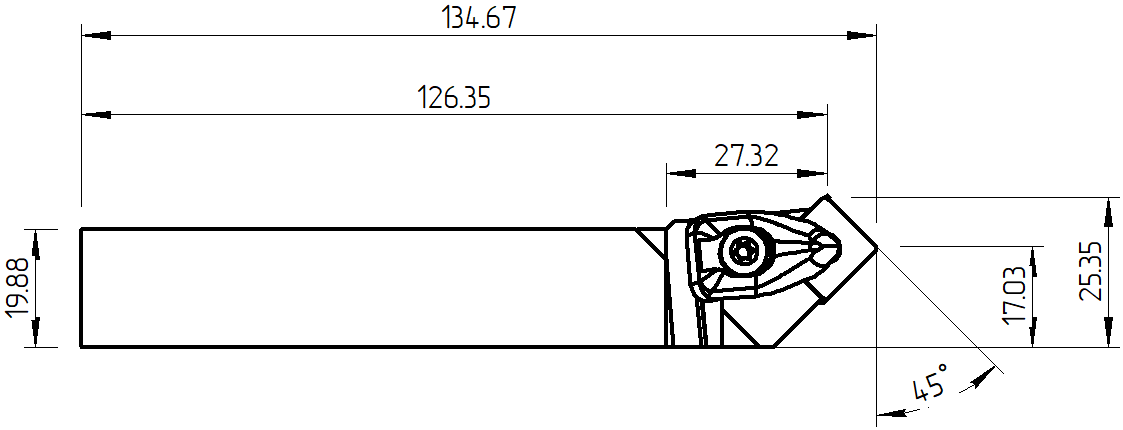
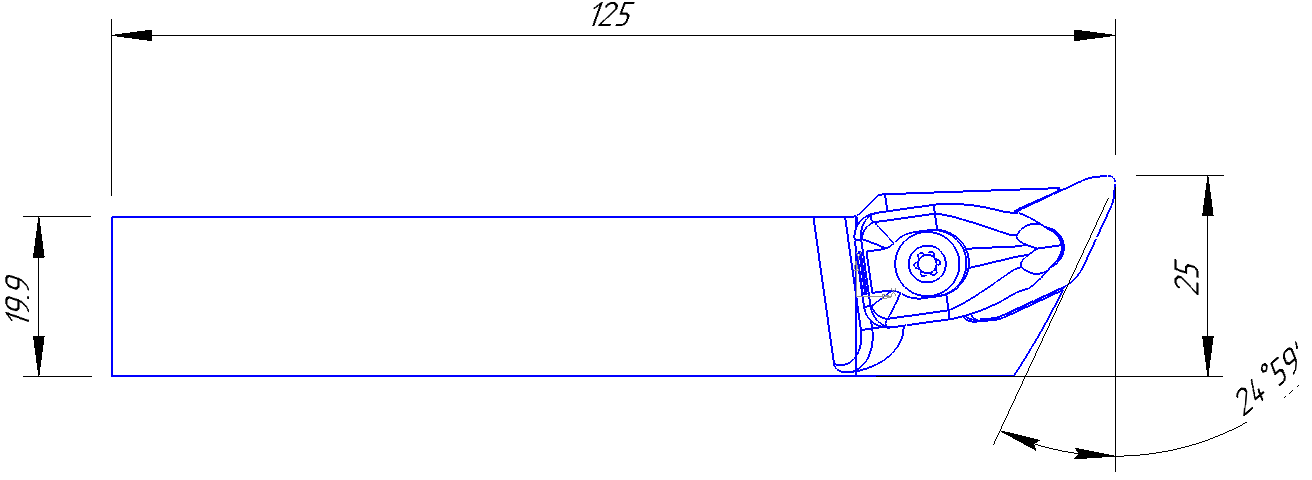
Рисунок 9.4 Державка T-Max DSSNR 2020K 12 · резец CP-25BR-2020-11
Рисунок 9.5 резец CP-25BR-2020-11 · Сверло со сменными пластинам880-D5000L40-02
Рисунок 9.6Сверло со сменными пластинам 880-D5000L40-02 · Расточная оправка A20S-SDXCR 11-R
Рисунок 9.7Расточная оправка A20S-SDXCR 11-R Выбор методов контроля качества детали
Организация контроля зависит от технических требований и производственных условий. При выборе измерительных средств учитываем существующие организационно-технические формы контроля, масштаб производства, конструктивные характеристики измеряемых деталей, точность изготовления деталей и другие технико-экономические факторы. Выбор средств измерений и условий измерений, обеспечивающих необходимую точность измерений, важен для установления соответствия размеров и других параметров изготавливаемой детали, требованиям чертежа. Каждое средство измерений характеризуется основной погрешностью, величина которой указана в характеристике этого средства. Выбор средства измерений состоит в сравнении его основной погрешности с допускаемой погрешностью измерений. При этом основная погрешность должна быть меньше допускаемой.  Основным методом контроля линейных и угловых размеров является метод непосредственной оценки. Значение измеряемой величины получают непосредственно по отсчетному устройству измерительного прибора прямого действия. Правильный выбор средств измерений имеет важное значение для обеспечения требуемой точности измерений. Средства измерений должны обеспечивать погрешность измерений меньше нормируемой. Средства измерения выбираем в зависимости от квалитета контролируемого размера. Для контроля линейных наружных размеров в принимаем штангенциркуль (рис. 9.8) и прибор для измерения биения (рис. 9.9).
Рисунок 8.8Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89.
Рисунок 9.9Стенд для комплексного контроля зубчатых колесБВ-5137 Расчётрежимоврезания Расчёт режимов резания производим с помощью сайта-изготовителя режущего инструмента http://toolguide.sandvik.coromant.com (рис. 8.10).
Расчёт режимов резания. Рис 8.10
Разработка управляющей программы. |
||
|
|
Последнее изменение этой страницы: 2018-06-01; просмотров: 386. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |