Студопедия
АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
|
Описание заземляющего устройства
Все металлические части электрооборудования, нормально не находящиеся под напряжением, но которые могут оказаться под ним в результате повреждения изоляции, должны быть заземлены или занулены.
Заземление представляет собой преднамеренноё соединение с землёй металлических частей электроустановок с помощью заземляющих проводников и заземлителей. Заземление применяют в сетях с изолированной нейтралью.
 В установках с заземлённой нейтралью трансформатора применяют систему зануления, при которой корпуса электрооборудования соединены с нейтралью (нулевым проводом). Основным назначением зануления является обеспечение отключения участка сети, на котором произошло замыкание находящихся под напряжением проводников на зануленные части установки. В установках с заземлённой нейтралью трансформатора применяют систему зануления, при которой корпуса электрооборудования соединены с нейтралью (нулевым проводом). Основным назначением зануления является обеспечение отключения участка сети, на котором произошло замыкание находящихся под напряжением проводников на зануленные части установки.
Заземление или зануление электроустановок следует выполнять: при напряжении переменного тока 380 В и выше и постоянного тока 440 В и выше - во всех электроустановках; при номинальных напряжениях переменного тока выше 42 Ви постоянного тока выше 110 В - только в электроустановках, размещаемых в помещениях с повышенной опасностью и в особо опасных, а также в наружных установках; во взрывоопасных установках любого напряжения переменного и постоянного тока.
При напряжении до 1000 В в электроустановках с глухозаземлённой нейтралью или с глухозаземлённым выводом источника однофазного тока, а также с глухозаземлённой средней точкой постоянного тока должно быть выполнено зануление.
Применение в таких электроустановках заземления корпусов электроприёмников без их зануления запрещается.
В электроустановках с изолированной нейтралью должно быть выполнено заземление и предусмотрена возможность выявления и быстрого нахождения замыкания на землю.
К частям, подлежащим заземлению или занулению, относятся: корпуса электрических машин, трансформаторов, аппаратов, светильников, приводы электрических аппаратов; вторичные обмотки измерительных трансформаторов; каркасы распределительных щитов, щитов и пультов управления, щитков и шкафов; металлические конструкции распределительных устройств, металлические кабельные конструкции, металлические кабельные соединительные и концевые муфты, металлические оболочки и броня силовых и контрольных кабелей, металлические оболочки проводов, стальные трубы электропроводок, корпуса шинопроводов, лотки, короба и стальные полосы, на которых укреплены кабели и провода (кроме тросов и полос, по которым проложены кабели с заземлённой или занулённой оболочкой или бронёй) и другие металлические конструкции, связанные с установкой электрооборудования; металлические корпуса передвижных и переносных электроприёмников.
Заземлители бывают искусственные и естественные. В качестве искусственных заземлителей обычно применяют вертикально забитые в землю отрезки угловой стали длиной 2,5-3 м и горизонтально проложенные стальные полосы, круглые и прямоугольные, которые служат для связи вертикальных заземлителей.
В последнее время стали применяться углубленные прутковые заземлители из круглой стали диаметром 12-14 мм и длиной до 5 м, ввертываемые в грунт посредством специального приспособления - электрифицированного ручного заглубителя. Благодаря проникновению электродов в глубокие слои грунта с повышенной влажностью снижается удельное сопротивление. Использование углубленных прутковых заземлителей снижает расход металла и затраты труда на работы по устройству заземления.
 В качестве естественных заземлителей используются: проложенные в земле стальные водопроводные трубы, соединенные в стыках газо- или электросваркой; трубы артезианских скважин; стальная броня силовых кабелей, проложенных в земле, при числе их не менее двух: металлические конструкции зданий и сооружений, имеющие надежное соединение с землей: различного рода трубопроводы, проложенные под землей: свинцовые оболочки кабелей, проложенных в земле. В качестве естественных заземлителей используются: проложенные в земле стальные водопроводные трубы, соединенные в стыках газо- или электросваркой; трубы артезианских скважин; стальная броня силовых кабелей, проложенных в земле, при числе их не менее двух: металлические конструкции зданий и сооружений, имеющие надежное соединение с землей: различного рода трубопроводы, проложенные под землей: свинцовые оболочки кабелей, проложенных в земле.
В качестве электродов заземленитя применяют отрезки угловой стали с толщиной полки не менее 4 мм; стальные трубы с толщиной стенки не менее 3,5 мм, которые принимаются длиной 2,5-3 м, а стержневые электроды из круглой стали диаметром 10-14 мм длиной 4,5-5 м. расстояние между электродами, забиваемыми в землю, должно быть: при длине электродов до 3 м, при длине 4,5-5 м.
Верхний конец вертикального заземлителя должен быть заглублен на 0,5-0,7 м от поверхности земли. В качестве горизонтальных заземлителей, соединяющих погруженные в землю электроды, применяют стальную полосу толщиной не менее 4 мм или круглую сталь диаметром не менее 10 мм.
Траншею для наружного контура заземления отрывают на расстоянии не менее 1 м от наружной стены здания (или 2-2,5 м от фундамента), глубиной 0,5-0,7 м и шириной 0,5 м. Соединяющую полосу контура заземления приваривают к электродам внахлестку, длина которой должна быть равна 12 диаметрам электрода заземления (или шести диаметрам при сварке по периметру нахлестки). Места приварки соединительной полосы к электроду должны быть окрашены (окраска стальных проводников, соединяющих электроды заземления,- не допускается).
Ввод заземляющей полосы в здание выполняют в трубе; выход полосы из земли до ввода в трубу защищают уголком, швеллером или прокладывают в трубе. У мест вводов контура заземления в здание на стене должен быть выполнен опознавательный знак.
 Приложение Ж – Показатели электрических нагрузок электроприемников Приложение Ж – Показатели электрических нагрузок электроприемников
(справочное)
|
Таблица 1. Показатели электрических нагрузок электроприемников
(материалы ГПИ «Тяжпромэлектропроект")
| | Наименование
электроприемников
| Коэффициенты
| | использования
К
| мощности cos
| Включения
К
| Спроса
К
| | 1
| 2
| 3
| 4
| 5
| | А. Коксохимические заводы и цехи
|
|
|
|
| | Транспортеры
| 0,3-0,7
| 0,4-0,85
| 0,5-0,9
| 0,5-0,8
| | Питатели пластинчатые я ленточные
| 0,45
| 0,75
| 0,7-0.85
| 0,8
| | Дробилка молотковая
| 0,8
| 0,8
| 0,8
| 0,9
| | Дозировочные стайки
| 0,25
| 0,5
| 0,8
| 0,35
| | Штаболеры
| 0.16
| 0,6-0,75
| 0,3-0,5
| 0,33
| | Углеперегружатели
| 0,14
| 0,5
| 0,6-0,85
| 0,2
| | Коксовыталкиватели
| 0,1
| 0,75
| 0,7
| 0,2
| | Загрузочные вагоны
| 0,3
| 0,8
| 0,2
| 0,4
| | Двересъемные машины
| 0,3
| 0,7
| -
| 0,25
| | Электровозы тушильных вагонов
| 0,15
| 0,75
| 0,6
| 0,2
| | Скиновые подъемники
| 0,05
| 0,5
| 0,1
| 0,3
| | Кабестаны
| 0,5
| 0,7
| 1.0
| 0,55
| | Вагоноопрокидыватели
| 0,3
| 0,6
| 0,75
| 0,35
| | Б. Заводы в цехи черной и цветной металлургии
|
|
|
|
| | Насосы, вентиляторы, компрессоры, конвейеры:
|
|
|
|
| | Насосы водяные
| 0,7-0,8
| 0,8-0,86
| 1,0
| 0,8
| | Насосы питательные
| 0,9
| 0,9
| 1.0
| 0,95
|
Продолжение таблицы №1
| | |  |
| 1
| 2
| 3
| 4
| 6
| | Дымососы мартеновского цеха
| 0,8
| 0,0
| 1,0
| 0,08
| | Вентиляторы доменного цеха
| 0,7-0,87
| 0,7-0.87
| 1.0 .
| -
| | Вентиляторы газовых горелок
| 0,83
| 0,83
| 1,0
| -
| | Вентиляторы прокатных цехов
| 0,6-0,75
| 0,75-0,9
| 1.0
| 0,7-0,9
| | Вентиляторы принудительного
дутья
| 0,6-0,7
| 0,7-0,8
| 1.0
| 0,8-0,8
| | Вентиляторы машинных залов
| 0,65
| 0,8
| -
| -
| | Компрессоры
| 0,85
| 0,8
| -
| 0,8
| | Конвейеры
| 0,33
| 0,7
| -
| 0,36
| | Вспомогательные механизмы
прокатных и других цехов:
|
|
|
|
| | Рольганги раскатные
| 0,1-0,3*
| 0,0
| -
| -
| | Рольганги индивидуальные
| 0,16*
| -
| -
| -
| | Рольганги у ножниц
| 0,22Я
| -
| -
| -
| | Рольганги приемные
| 0,34
| -
| -
| -
| | Рольганги у весов
| 0,3
| -
| -
| -
| | Рольганги центральные
| 0,1
| 0,88
| 0,28
| -
| | Рольганги отводящие
| 0,23
| -
| -
| 0,35
| | Рольганги станинные
| 0,2
| -
| 0,43
| -
| | Рольганги стала 140
| 0,15
| -
| -
| -
| | Рольганги стана 260- 1
| 0,1
| -
| -
| -
| | Рольганги в среднем
| 0,17
| -
| -
| -
| | Преобразователи частоты роль-
гангов
| 0,2-0,5
| -
| -
|
| | -
| | Кантователи
| 0,2
| 0,7
| 0,1
| -
| | Кантователи основной и до-
полнительной клети стана 300
| 0,35
| -
| -
| -
| | Манипуляторы, нажимные
устройства
| 0.2
| -
| 0,8
| -
| | Сталкиватель
| 0,12
| -
| -
| 0,14
| | Толкатели слябов
| 0,32
| -
| 0,18
| -
| | Штабелирующие столы
| 0,1
| 0,8
| -
| 0,18
| | Подъемные столы, толкатели
| 0,15
| -
| -
| .0,19
| | Двигатели крышек
| 0,1
| 0,88
| 0,1
| -
| | Ножницы холодной резки
| 0,46
| 0,85
| -
| 0,3
|
Продолжение таблицы №1
|
| 2
| 3
| 4
| 5
| | Пилы и ножницы горячей резки
| 0,15
| 0,0
| -
| -
| | Ножницы блюминга
| 0.25
| 0,5
| -
| -
| | Транспортеры ножниц
| 0,25
| 0,9
| -
| -
| | Ножницы района холодильника
| 0,3
| 0.5
| -
| -
| | Вращение и перемещение пил горячей резки
| 0,5
| —
| —
| 0,5
| | Направляющие линейки и нажимные механизмы чистовых клетей
| 0,01
| 0,75
| —
| _
| | Гильотинные ножницы
| 0,13
| 0.5
| -
| -
| | Шлеппары
| 0.25
| 0.7
| -
| 0,35
| | Крышки нагревательных колодцев, шиберы, перекидка клапанов, заслонки нагревательных печей, тарельчатые клапаны
| 0,1
| 0,6
|
|
| | Печные заслонки мартеновских печей
| 0,23
| 0,8
| _
| _
| | Транспортеры обрезков слябов
| 0,1-0,22
| -
| -
| -
| | Грохоты кокса и затворы доменной печи
| 0,12
| 0,5
| 0,25
| -
| | Разливочная машина доменного
цеха
| 0,3
| 0,6
| -
| -
| | Бегуны доменного цеха
| 0,7
| 0,05
| -
| -
| | Воздухонагреватели доменного цеха
| 0.5
| 0,82
| —
| —
| | Газоочистки доменного цеха
| 0,7
| 0.7
| -
| -
| | Роликоправильные машины
| 0,15
| -
| -
| -
| | Краны и транспортные устройства:
|
|
|
|
| | Краны рудного двора
| 0,35
| 0,7
| -
| 0.5
| | Грейферные крины
| 0,35
| -
| -
| -
| | Магнитные краны
| 0,5
| -
| -
| -
| | Краны разные
| 0.07-0,15
| 0.6
| -
| 0,11-0,18
| | Краны разливочные мартеновского цеха
| 0.22
| —
|
| -
| | Краны заливочные мартеновского цеха
| 0.2
| 0,8
|
|
| | Завалочные машины
| 0,35
| -
| -
| -
|
| | |  |
Продолжение таблицы №1
| | |  |
| 1
| 2
| 3
| 4
| 5
| | Краны двора изложниц
| 0,4
| 0,6
| -
| -
| | Краны отделения раздевания слитков
| 0,3
| —
| —
| -
| | Клещевые краны прокатного цеха
| 0,5-0,6
| _
| _
| —
| | Транспортные краны готовой продукции
| 0,45
| 0,6
| —
| —
| | Краны отделения заготовок
| 0.45
| 0,6
| -
| -
| | Шарнирные краны
| 0,3,
| 0,6
| -
| -
| | Слитковозы
| 0,2
| -
| -
| . -
| | Трансферкары
| 0,35-0,45
| -
| -
| 0,5-0,8
| | Термические и сварочные электроприемники:
|
|
|
|
| | Печи сопротивления с непрерывной загрузкой
| 0,8
| 1,0
| —
| 0,85
| | Тоже с периодической загрузкой
| 0,6
| 1,0
| —
| 0.7
| | Печи сопротивления с автоматической загрузкой изделий, сушильные шкафы, нагревательные приборы
| 0,75-0,8
| 0,95
| 0,85
| 0,75-0,9
| | Дуговые сталеплавильные печи емкостью 3-10т с автоматическим регулированием электродов:
|
|
|
| .
| | для качественных сталей с механизированной загрузкой
| 0,75
| 0,9
| '0,85
| —
| | для качественных сталей без механизированной загрузки
| 0,6
| 0,87
| 0,7
| _
| | для фасонного литья с механизированной загрузкой
| 0,75
| 0,9
| 0,85
| _
| | для фасонного литья без механизированной загрузки
| 0,85
| 0,87
| 0,75
| _
| | Дуговые сталеплавильные печи емкостью 0,5-1,5 т для фасонного литья (во вспомогательных цехах с автоматическим регулированием электродов)
| 0,5
| 0,8
| 0,6
|
| | Дуговые печи по выплавке медных сплавов емкостью 0,25-0,5 т с ручным регулированием электродов
| 0.7
| 0,73
| 0,7
| 0,78
|
Продолжение таблицы №1
| 1
| 2
| 3
| 4
| 3
| | Руднотермические печи с трехфазными трансформаторами мощностью 5; 7,5; 8MB'А
| 0,8
| 0,9
| 1.0
|
| | Сушильные шкафы
| 0,8
| 1.0
| 0,8
| -
| | Мелкие нагревательные приборы
| 0,8
| 1.0
| 0,6
| 0,7
| | Сварочные трансформаторы дуговой электросварки
| 0,2
| 0,4
| -
| 0,8
| | Сварочные трансформаторы автоматической сварки
| 0.4
| 0,5
| —
| —
| | Однопостовые сварочные двигатель-генераторы
| 0,8
| 0,8
| —
| 0,35
| | Многопостовые сварочные двигатель-генераторы
| 0,3
| 0,7
| —
| 0,7
| | Сварочные машины шовные
| 0,2-0.5
| 0,7
| -
| -
| | Сварочные машины стыковые и точечные
| 0,2-0,23
| 0,6
| -
| -
| | Сварочные дуговые автоматы АДС
| 0,35
| 0,5
| _
| 0,5
| | В. Горно-обогатительные комбинаты и аглофабрики
|
|
|
|
| | Насосы, вентиляторы, компрессоры, газодувкн, эксгаустеры:
|
|
|
|
| | Насосы водяные
| 0,7-0,8
| 0,8-0,85
| 1.0
| 0,75-0.9
| | Насосы песковые
| 0,9
| 0,8
| 1.0
| 0,91
| | Вакуум-насосы
| 0,83
| 0,85
| 1.0
| 0,85
| | Вентиляторы
| 0,8-0,8
| 0,75-0,85
| 1.0
| -
| | Вентиляторы высокого давления аглофабрики**•
| 0,75
| 0,83
| 1.0
| _
| | Вентиляторы к дробилкам
| 0,4-0,5
| 0,7-0,75
| 1,0
| -
| | Аглоэксгаустеры (газодувки)
| 0,5-0,6
| 0,8-0,7
| 1,0
| 0,6 -0,7
| | Механизмы дробления и измельчения:
|
|
|
|
| | Дробилки молотковые
| 0,8
| 0,85
| 1,0
| -
| | Дробилки конусные
| 0,8-0,7
| 0,75-0,8
| 1,0
| -
| | Дробилки четырехвалковые
| 0,8
| 0,9
| 1.0
| -
| | Мельницы шаровые
| 0.8
| 0,8
| 1.0
| -
|
| | |  |
Продолжение таблицы №1
| | |  |
| 1
| 2
| 3
| 4
| 5
| | Мельницы стержневые
| 0.7
| 0,75
| 1.0
| —
| | Грохоты
| 0,5-0,8
| 0,6-0,7
| 1.0
| -
| | Механизмы непрерывного
транспорта;
| .
|
|
|
| | Транспортеры ленточные свыше 170 кВт****
| 0,3-0,6
| 0,65-0,75
| 1.0
|
| | Конвейеры до 10 кВт
| 0,4-0,3
| 0,6-0,7
| 1.0
| -
| |
Конвейеры свыше 10 кВт
| 0,65-0,75
| 0,7-0,8
| -
| -
| | Конвейеры корпуса крупного дробления**
| 0,5-0,65
| 0,8-0,85
| -
| —
| | Питатели пластинчатые, та-
рельчатые, барабанные и дисковые
| 0,3-0,4
| 0,5-0,8
| _
|
| | Элеваторы, шнеки
| 0,6
| 0,7
| -
| -
| | Механизмы фильтрации, обогащения:
|
|
|
|
| | Сгустители
| 0,7
| 0,8
| 1,0
| -
| | Барабаны смесительные
| 0,6-0,7
| 0,8
| 1.0
| -
| |
Чашевые охладители
| 0,7
| 0,85
| 1.0
| -
| | Столы концентрационные,
чаны, баки концентрационные
и реагентные**
| 0,6
| 0,7
| 1.0
| -
| | Сушильные барабаны и сепа-
раторы
| 0,6
| 0.7
| 1.0
| -
| | Классификаторы спиральные и реечные**
| 0,63
| 0,8
| 1,0
|
| | Флотационные машины
| 0,8
| 0,8
| 1,0
| -
| | Электрофильтры
| 0,4
| 0,87
| 1,0
| -
| | Магнитные сепараторы индиви-
дуальные (на постоянном токе)
| 0,4
| -
| 1,0
| -
| | Двигатель-генераторы
| 0,7
| 0,8
| 1.0
| -
| | Вакуум-фильтры (ленты, барабаны)**
| 0,3
| 0.4
| _
|
| | Вагоноопрокидыватели
Грейферные краны
| 0,6
| 0,5
| -
| -
| | 0.2
| 0,8
|
|
|
Продолжение таблицы №1
| | |  |
| 1
| 2
| 3
| 4
| 3
| | Металлообрабатывающая и машиностроительная промышленность:
|
|
|
|
| | Металлорежущие стайки мелкосерийного производства с нормальным режимом работы
|
|
|
|
| | - мелкие токарные, строгальные, долбежные, фрезерные, сверлильные, карусельные, точильные и т.п.
| 0,12-0,14
| 0,4-0,5
| 0,56
| 0,14-0,18
| | То же при крупносерийном производстве
| 0,16
| 0,5-0,6
| 0,57
| 0.2
| | То же при тяжелом режиме работы:
|
|
|
|
| | штамповочные прессы, автоматы револьверные, обдирочные, эубофрозерные, а также крупные токарные, строгальные, фрезерные карусельные, расточные станки
| 0,17
| 0,65
|
| 0,25
| | То же с особо тяжелым режимом работы:
приводы молотов, ковочных машин, волочильных станов, очистных барабанов, бегунов и др.
| 0,2-0,24
| 0,65
|
| 0,35-0.40
| | Механические цехи, многошпиндельные автоматы для изготовления деталей из круга
| 0,2
| 0,5-0,6
| 0,88
| 0,23
| | Переносной электроинструмент
| 0,06
| 0,5
| -
| 0,1
| | Вентиляторы, эксгаустеры, санитарно-гигиеническая вентиляция
| 0,8-0,65
| 0,8
|
| 0,65-0,7
| | Насосы, компрессоры, двигатель—генераторы
| 0,7
| 035
| _
| 0,75
| | Краны, тельферы при ПВ - 25%*****
| 0,05
| 0,5
| _
| 0,1
| | То же при ПВ - 40%*****
| 0.1
| 0,5
| -
| 0.2
| | Элеваторы, транспортеры, шнеки, конвейеры несблокированные
| 0,4
| 0,75
| -
| 0,5
|
Продолжение таблицы №1
| 1
| 2
| 3
| 4
| 5
| | То же сблокированные
| 0,35
| 0,75
| -
| 0,35
| | Индуктивные почт низкой
частоты
| -
| 0,35
| -
| .
0,8
| | Двигатель-генераторы ин-
дукционных печей высокой
частоты
| -
| 0,8
| -
| 03
| | Ламповые генераторы ин-
дукционных печей высокой
частоты
|
| 0,63
| -
| 0,8
|
Таблица 2. Коэффициенты спроса ( К с) осветительных нагрузок согласно правилам устройств электроустановок
| Наименование зданий
| Кс
| | Мелкие производственные здания и торговые
помещения
|
| | 1.0
| | Производственные здания, состоящие из от-
дельных крупных пролетов
|
| | 0,86
| | Производственные здания, состоящие из ряда
отдельных помещений
|
| | 035
| | Библиотеки, административные здания, пред-
приятия общественного питания
|
| | 0,9
| | Лечебные, детские и учебные учреждения,
конторско-бытовые и лабораторные здания
|
| | 0,8
| | Наименование эдакий
| Кс
| | Складские здания, подстанции Аварийное освещение
| 0,8 1,0
|
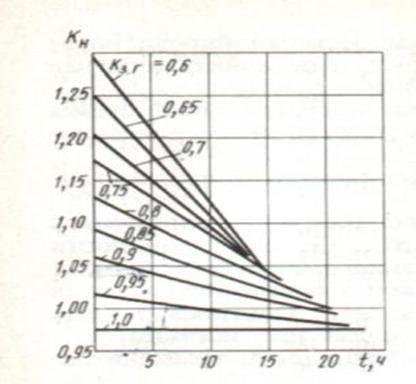
Приложение И– Кривые кратностей допустимых нагрузок трансформаторов
(справочное)
Рисунок 1. Кривые кратностей допустимых нагрузок трансформаторов
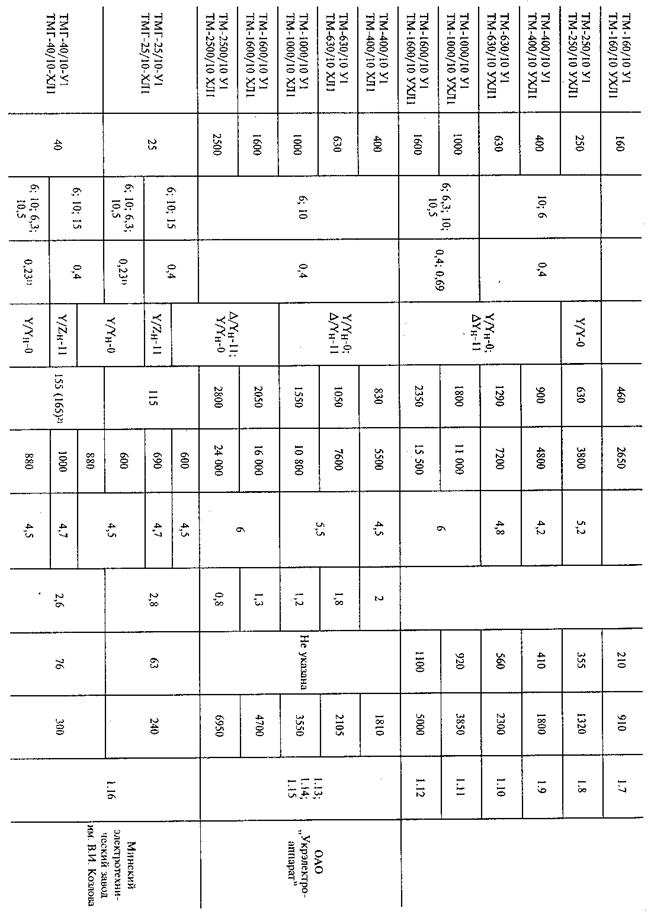
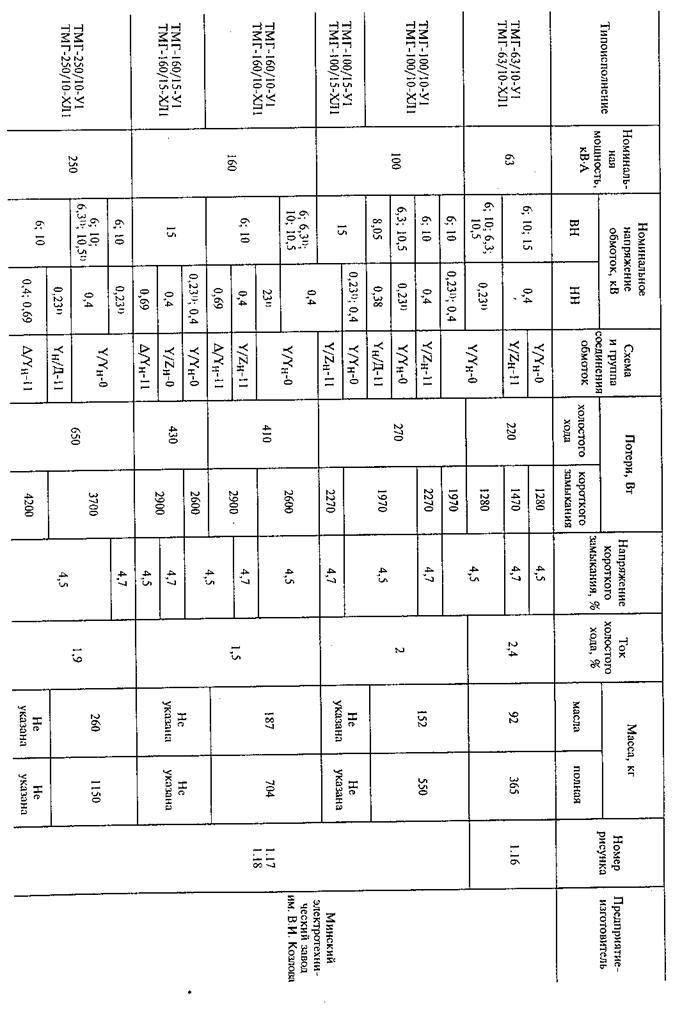
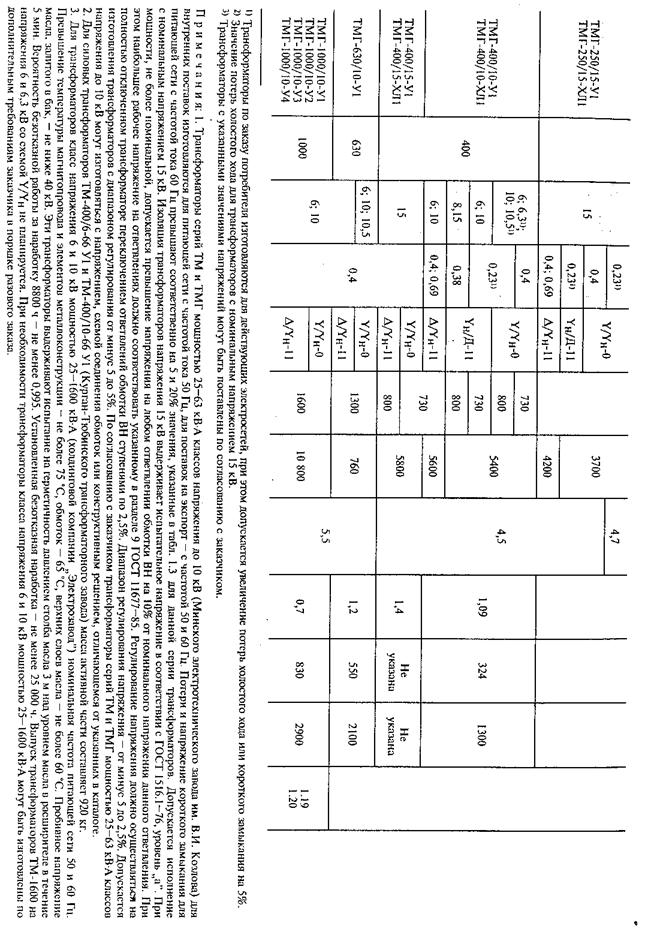
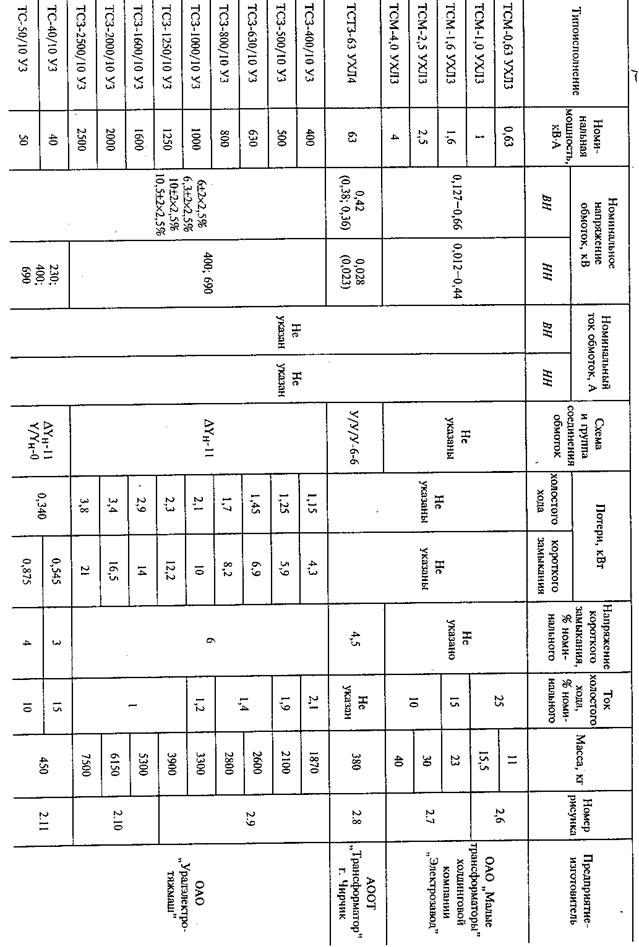
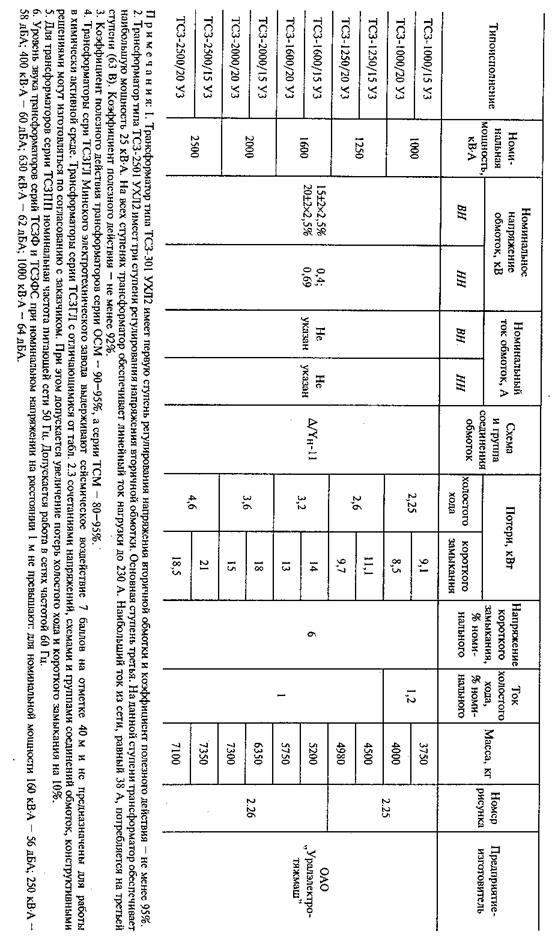
 Приложение К– Трансформаторы общего назначения – масляные Приложение К– Трансформаторы общего назначения – масляные
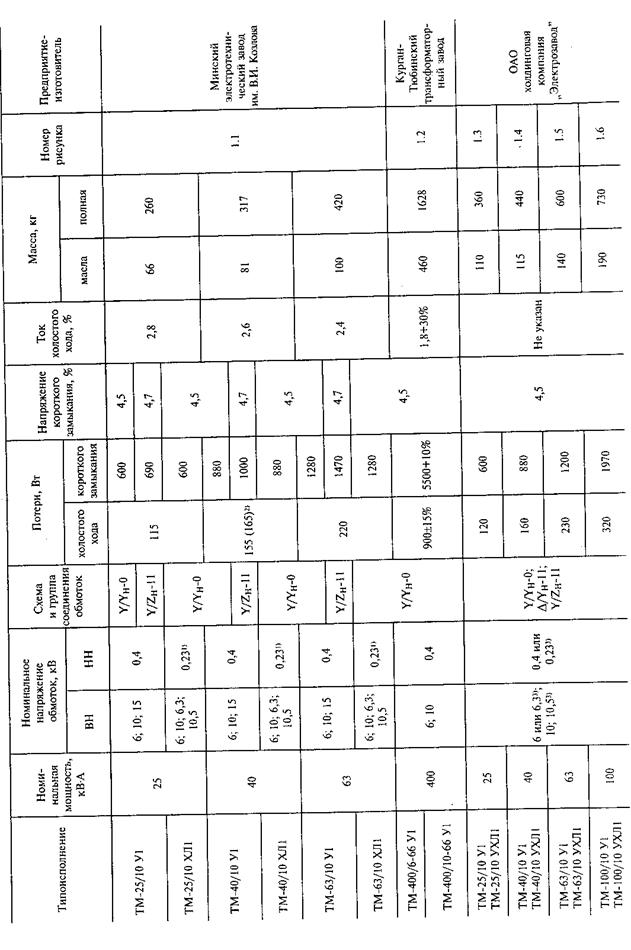
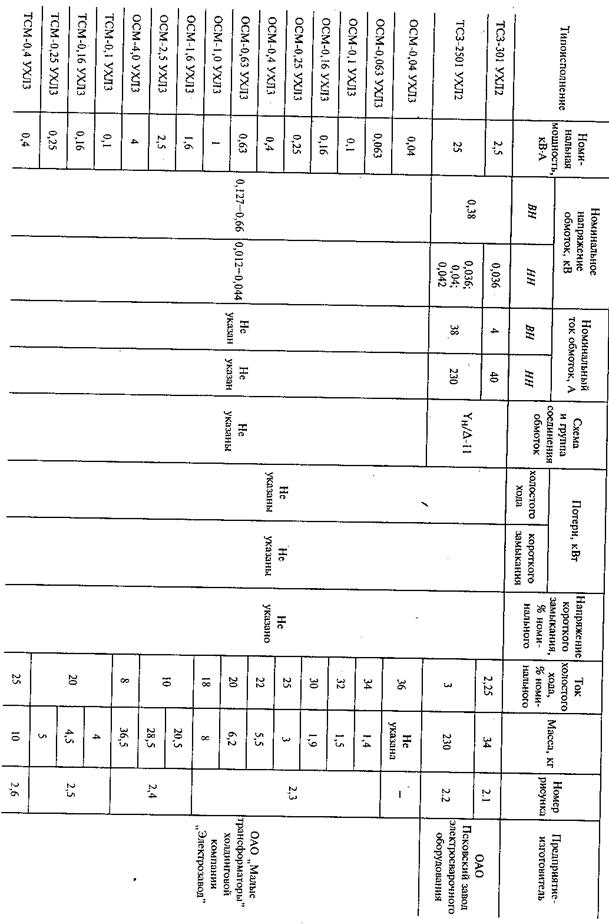
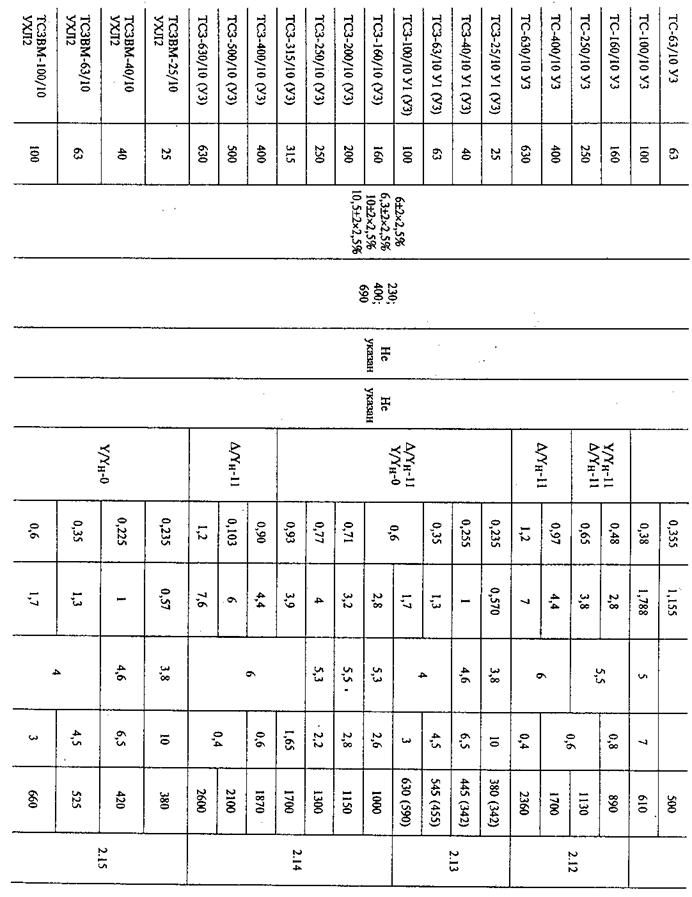
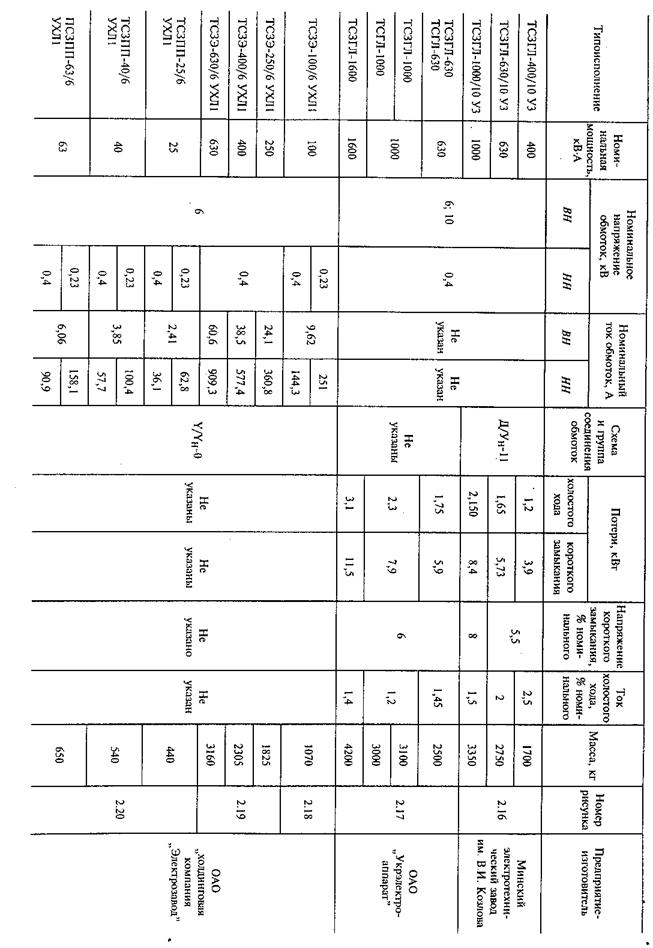
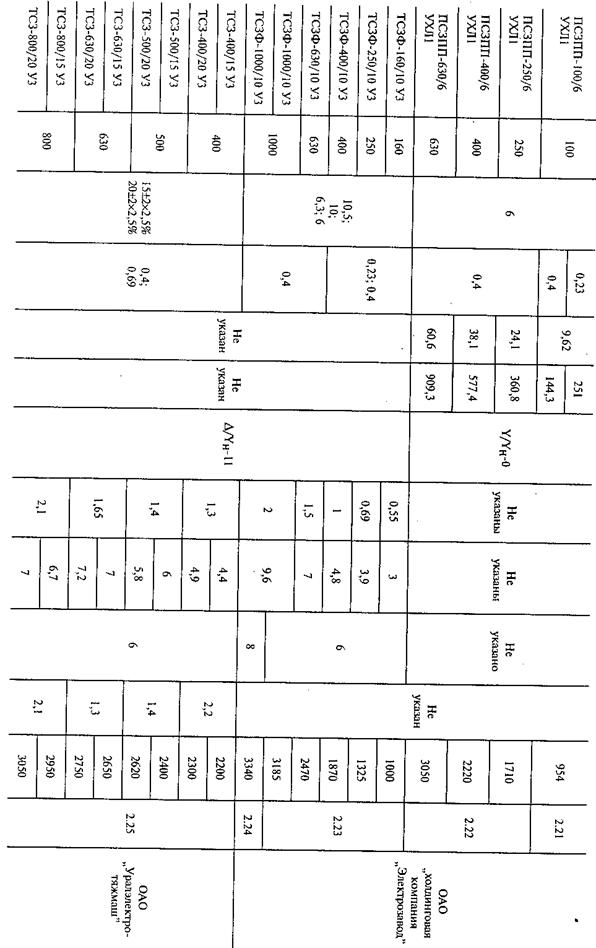
Приложение Л – Трансформаторы общего назначения – сухие
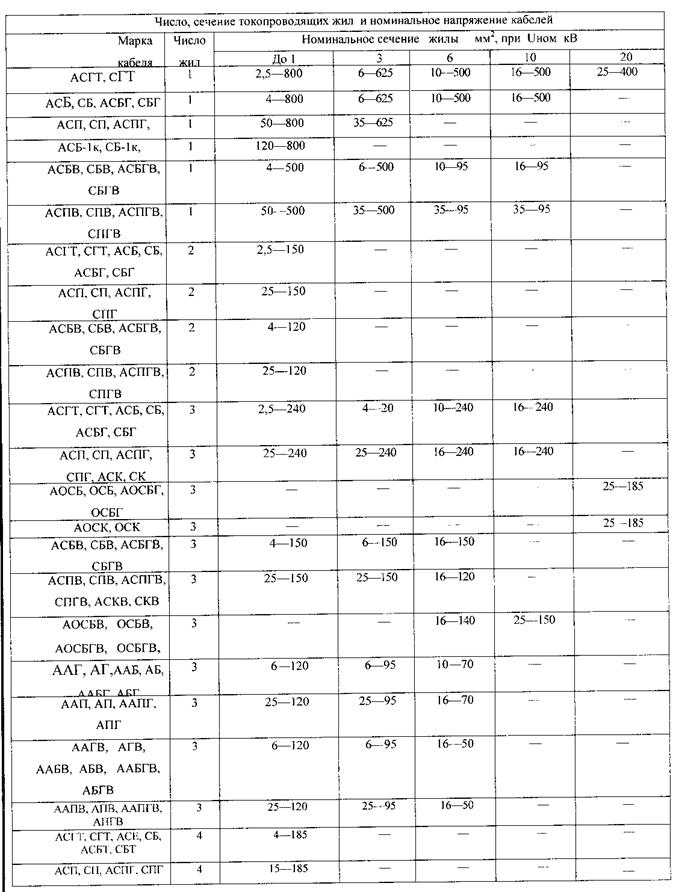
Приложение М– Выбор сечения кабеля
| Сечение токопроводящей жилы
| Допустимые длительные токи, А
на кабели
| | 3 кВ
| б кВ
| 10 кВ
| | Медь
| Алюминий
| Медь
| Алюминии
| Медь
| Алюминий
| | 2,5
4
6
10
16
25
35
50
70
95
120
150
185
240
| 40
55
70
95
120
160
190
235
285
340
390
435
490
570
| 31
42
55
75
90
125
145
180
220
260
300
335
380
440
| ––
––
––
80
105
135
160
200
245
295
340
390
440
510
| ––
––
––
60
80
105
125
155
190
225
260
300
340
390
| —
––
––
––
95
120
150
180
215
265
310
355
400
460
| ––
––
––
––
75
90
115
140
165
205
240
275
310
355
| | | | | | | | | | |
 Приложение Н– Выбор марки кабеля Приложение Н– Выбор марки кабеля
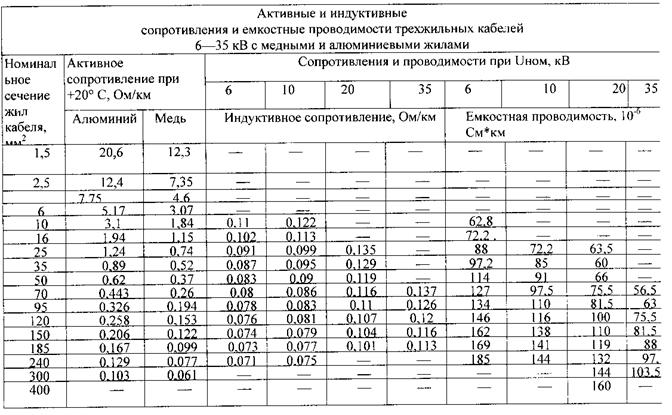
 Приложение О – Выбор сопротивлений кабеля Приложение О – Выбор сопротивлений кабеля
Приложение П – выбор шин
| Шины медные и алюминиевыепрямоугольного сечения, окрашенные
| | Размеры шины, мм
| Сечение одной полосы, мма
| Масса одной полосы, кг/м
| Допустимый ток, А
| | Одна полоса
| Две полосы
| Три
| полосы
| | Медь | Алюминий
| Медь Алюминий
| Медь Алюмин и и
| Медь
| Алюминий
| | 15X3
| 45
| 0,400
| 0,122
| 210
| 165
|
| _
|
| _
| | 20X3
| 60
| 0,534
| 0,162
| 275
| 215
| —
| —
| —
| —
| | 25X3
| 75
| 0,668
| 0,203
| 340
| 265
| —
| —
| —
| —
| | 30X4
| 120
| 1,066
| 0,324
| 475
| 365
| —
| —
| —
| —
| | 40X4
| 160
| 1,424
| 0,432
| 625
| 480
| —
| —
| —
| —
| | 40X5
| 200
| 1,780
| 0,540
| 700
| 540
| —
| —
| —
| —
| | 50X5
| 250
| 2,225
| 0,675
| 860
| 665
| —
| —
| —
| —
| | 50X6
| 300
| 2,670
| 0,810
| 955
| 740
| —
| —
| —
| —
| | 60X6
| 360
| 3,204
| 0,972
| 1125
| 870
| 1740
| 1350
| 2240
| 1720
| | 60X8
| 480
| 4,272
| 1,295
| 1520
| 1025
| 2160
| 1680
| 2790
| 2180
| | 60X10
| 600
| 5,340
| 1,620
| 1475
| 1115.
| 2560
| 2010
| 3300.
| 2650
| | 80X6
| 480
| 4,272
| 1,295
| 1480
| 1150
| 2110
| 1630
| 2720
| 2100
| | 80X8
| 640
| 5,698
| 1,728
| 1690
| 1320
| 2620
| 2040
| 3370
| 2620
| | 80X10
| 800
| 7,12
| 2,160
| 1900
| 1480
| 3100
| 2410
| 3990
| 3100
| | 100X6
| 600
| 5,340
| 1,620
| 1810
| 1425
| 2470
| 1935
| 3170- ,
| 2500
| | 100X8
| 800
| 7,120
| 2,16
| 2080
| 1625
| 3060
| 2390
| 3930
| 3050
| | 100X10
| 1000
| 8,900
| 2,7
| 2310
| 1820
| 3610
| 2860
| 4650
| 3650
| | 120X8
| 960
| 8,460
| 2,6
| 24*
| 1900
| 3400
| 2650
| 4340
| 3380
| | 120X10
| 1200
| 10,650
| 3,245
| 2650
| 2070
| 4100
| 3200
| 5200
| 4100 го-
|
 Приложение Р– Выбор опорных изоляторов Приложение Р– Выбор опорных изоляторов
(справочное)
|