|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Продольный раскрой заготовок на рейки с учетом строгания
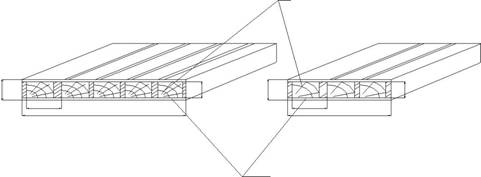
Продольный раскрой черновых заготовок на рейки для щита выполня-ется по одной из схем (рис. 4) в зависимости от толщины исходных пило-
- при раскрое по схеме (б): Вр = Bд - (n - 1) р - В; Sp = Sд - Sд , (9) где Вд; SД - ширина и толщина досок, мм; Вр; SР - ширина и толщина реек, мм; n - количество реек, получаемых из одной заготовки, шт.; В; S - припуски на фрезерование с двух сторон, мм (табл. 2, 3); р - ширина пропила.
а) б)
1
B p
B Д
2
Рис. 4. Схема раскроя досок на черновые заготовки (рейки):
а - толстых; б - тонких; 1 - пропилы; 2 - припуски на фрезерование
Рекомендуемые припуски на фрезерование приведены в табл.2 и 3.
Таблица 2
Припуски на фрезерование по ширине с двух сторон без предварительного фугования
Порода
древесины
Сосна, ель, пихта
Береза, осина
Номинальная толщина деталей, мм
23 Таблица 3
Припуски на фрезерование по толщине с двух сторон без предварительного фугования
При раздельных операциях раскроя черновых заготовок на рейки и фрезерования выход деталей без их строгания составит:
Коэффициент выхода строганых заготовок составит:
При использовании толстых досок (рис. 4,а) операции фрезерования и продольного раскроя совмещены, а коэффициент выхода рассчитывается по формуле
Для заданных щитов (пример) имеем: сосновые доски 2-го сорта 50 х 125 мм; толщина пропила р = 3 мм;
номинальная толщина клееного щита Sщ = 32 мм. Размеры чистовых заготовок с припусками на обработку:
а) толщина реек для щита:
Примечание. Ф-припуск на обработку щита по толщине при калиброва-нии с двух сторон; принимаем Ф = 6 мм.
б) ширина Вр = Sд - Sд, Sд = 5,5 (табл. 3), Вд = 50 - 5,5 = 44,5 мм.
Количество реек, получаемых при раскрое черновых заготовок, составит:
n 125 3(3 1) 5.0 3 шт. 38
24
Рис.5. Схема распределения черновых заготовок по ширине исходной доски
Общий коэффициент выхода реек при совмещении операций обработ-ки и раскроя составит:
K2 3 44,5 38 0,81. 50 125
Объем отходов древесины в виде опилок и стружки на одном участке обработки составит около 19 % объема черновых заготовок. В случаях, ко-гда при продольном раскрое получаются рейки размерами t < 38 мм, доля отходов возрастает на величину t/Вд, а коэффициент выхода стандартных деталей соответственно уменьшается.
Отбраковка и торцовка реек
Отбраковка - это отбор деталей, не соответствующих требованиям по размерно-качественным параметрам (пороки древесины, дефекты обработки и др.). Коэффициент выхода может быть определен с удовлетворительной точностью лишь на реальной производственной базе. Он зависит от разме-ров и качества исходных пиломатериалов, геометрических параметров чис-товых заготовок и деталей, ограничений по допуску пороков и дефектов. Очень условно и приближенно в расчетах потребления пиломатериалов для производства клееных щитов можно использовать данные табл. 4.
Таблица 4 Полезный выход заготовок из пиломатериалов после отбраковки деталей
25 Склеивание щитов
На данном участке учитываются потери древесины на упрессовку (если таковые имеются), и отходы по причине производственного брака (некачественное склеивание, пробные щиты и т.д.). В расчетах следует принимать К4 = 0,95 … 0,99. Выбираем К4 = 0,95.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 390. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




 SA
SA





















