|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Р а б о т а 2. ВЫБОР ОПТИМАЛЬНОГО МАРШРУТАСтр 1 из 5Следующая ⇒ Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Владимирский государственный университет Имени Александра Григорьевича и Николая Григорьевича Столетовых» (ВлГУ)
Институт Инновационных Технологий
Механико-технологический Факультет
Кафедра Технологии машиностроения
Технология двигателестроения
Лабораторные работы по дисциплине «Технология двигателестроения» для студентов ВлГУ, обучающихся по направлению 141100 «Энергетическое машиностроение» (шифр направления, название)
Владимир 2014 Р а б о т а 1. ОБРАБОТКА КОРПУСНЫХ ДЕТАЛЕЙ НА МНОГООПЕРАЦИОННЫХ СТАНКАХ
Цель работы:изучить особенности построения фрезерно-сверлильных операций на многооперационных станках с ЧПУ.
Теоретические положения Разработка фрезерно-сверлильных операций на многооперационных станках с ЧПУ при известном способе получения заготовки включает в себя решение следующих задач:
В качестве технологических баз при обработке заготовок на обрабатывающих центрах стремятся использовать измерительные базы, обеспечивая принцип совмещения баз. При установке заготовок на обработанные поверхности (чистовые базы) применяют базирование по трем взаимно перпендикулярным плоскостям и базирование по плоскости и двум отверстиям. При установке заготовок на необработанные поверхности в качестве баз используют необработанные поверхности контура или проверочные технологические базы, которыми служат линии разметки осей и центров, соответствующие положению конструкторских баз заготовок.  В связи с тем, что обработка корпусных деталей на станках с ЧПУ ведется по командам, в результате выполнения которых исполнительные органы станка (суппорты, салазки, револьверные головки и т.п.) перемещаются в направлениях координатных осей Х, У, Z, размеры на чертежах деталей должны задаваться в прямоугольной системе. Для выполнения этого требования с деталью связывают прямоугольную систему координат, стремясь совместить координатные плоскости с ее технологическими базами. Начало координат совмещают с осью симметрии поверхности или располагают таким образом, чтобы все координаты были положительными. Относительно начала координат пересчитывают размеры, координирующие положение обрабатываемых поверхностей. Каждая обрабатываемая поверхность нумеруется порядковым номером (отверстия одинакового диаметра рекомендуется нумеровать последовательными номерами). Представленные в таком виде чертежи отдельных сторон обрабатываемой детали называют их геометрическими планами. Выбор схемы обработки отдельных поверхностей детали[1,2] При выборе схем обработки отдельных поверхностей детали исходят из требований чертежа к их точности. Рекомендуются следующие схемы обработки типовых поверхностей корпуса: - отверстия диаметром до 18 мм (в сплошном металле): 8 … 9-го квалитетов точности: центровать, сверлить, развернуть, обработка фаски; 6 … 7-го квалитетов точности: центровать, сверлить, расточить, развернуть, обработка фаски; или центровать, сверлить, развернуть, развернуть, обработка фаски; Центрование перед сверлением отверстий диаметром до 18 мм выполняется в случае точных межцентровых расстояний: по стали при допуске меньше 0,2 мм, по чугуну – менее 0,3 ммкороткими спиральными сверлами диаметром 10 – 20 мм с углом при вершине 90° или центровочными комбинированными сверлами диаметром 4 – 8 мм. - отверстия диаметром от 18 ммдо 30 (литые): 8…9-го квалитетов точности: расточить, развернуть, обработка фаски; 6…7-го квалитетов точности: расточить, развернуть, развернуть, обработка фаски;
- отверстия диаметром свыше 30 мм (литые): контурное фрезерование, растачивание. Число проходов при растачивании рассчитывается по коэффициенту уточнения: Ку = Тзаг/Тдет = k1k2…kn, где k1, k2,…kn – уточнение на 1, 2, … n переходе обработки (k1 = 8…10; k2 = 3…4; k3 = 2) - обработка крепежных резьбовых отверстий: зацентровка сверлом с образованием фаски, сверление, нарезание резьбы. - фрезерование плоских поверхностей выполняется торцовыми фрезами малого диаметра: сплошных - последовательными проходами вдоль обрабатываемой поверхности; несплошных - обходя плоскость по контуру.
Разработка маршрута обработки детали Последовательность обработки поверхностей детали устанавливается исходя из условий требуемой точности и производительности. Так как время смены инструмента на станках с ЧПУ больше времени позицирования стола, то обработку группы одинаковых отверстий 11 – 12-го квалитетов точности и предварительную обработку отверстий 6 – 7-го квалитетов выполняют последовательно путем обработки всех отверстий группы сначала одним инструментом, а затем другим. Обработку отверстий с точными межцентровыми расстояниями и окончательные переходы при обработке отверстий 6 – 7-го квалитетов точности выполняют всеми видами инструментов, сначала одно отверстие, затем в таком же порядке следующее. Ступенчатые отверстия с повышенными требованиями к соосности отдельных ступеней обрабатывают с одной установки и предпочтительно комбинированным инструментом. Для каждого инструмента выбираются подача и скорость резания в зависимости от глубины резания, обрабатываемого материала, требований к точности обработки и шероховатости обрабатываемой поверхности из условия одновременного затупления инструментов.
Содержание работы Работа заключается в разработке операции изготовления корпусной детали на многооперационном станке и выявлении оптимального маршрута обработки ее поверхностей.
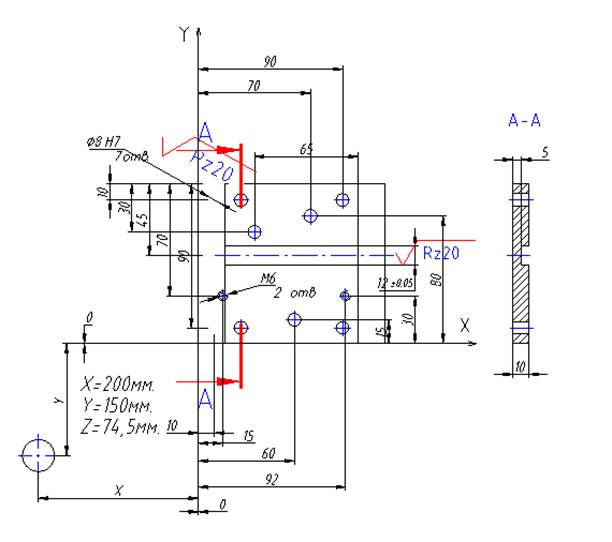
Оборудование, инструмент, заготовки Оборудование: многооперационный станок с ЧПУмодели MV 204CU «QUASER». Инструмент: концевые фрезы ø10 ммдля обработки пазов; сверло центровочное, сверло спиральное ø5,6 мм, метчик М6, сверло спиральное ø7,5 мм, расточной резец для обработки отверстия ø7,85 мм, развертка ø8Н7. Заготовки: призматические плиты с размерами 100х100х10 мм; материал АЛ9. Порядок выполнения работы 1. Ознакомиться с возможностями станка и его управлением. 2. Изучить чертеж детали по заданию и познакомиться с ее заготовкой. 3. Выбрать технологические базы для установки заготовки на станке и места приложения сил ее закрепления. 4. Составить геометрический план обрабатываемой поверхности (рис.). 5. Выбрать схемы выполнения каждого сочетания обрабатываемых поверхностей (см. теоретические положения); выбрать режущий инструмент. Результаты внести в табл.1. 6. Разработать маршрут обработки поверхности заготовки (см. теоретические положения). Результаты внести в табл.2. 7. Изучить программу настройки станка. Ввести ее в память оперативного запоминающего устройства под руководством мастера. 8. Выполнить обработку детали по разработанному маршруту. 9. Выполнить измерение размеров обработанных поверхностей. Результаты измерения сопоставить с требованиями чертежа. 10. Сделать вывод о правильности назначенных маршрутов обработки отдельных поверхностей детали.
Рис. Геометрический план детали «плита» Т а б л и ц а 1 Схемы обработки поверхностей детали
Т а б л и ц а 2 Маршрут обработки детали
Отчет о работе Отчет о работе должен содержать: Наименование, цель, краткое содержание работы, оборудование и применяемый инструмент. Геометрический план обрабатываемой поверхности детали. Таблицу 1 с выбранными схемами выполнения каждого сочетания обрабатываемых поверхностей детали. Таблицу 2 с маршрутом обработки поверхностей заготовки по своему варианту. Краткие выводы о правильности назначенных маршрутов обработки отдельных поверхностей детали.
Р а б о т а 2. ВЫБОР ОПТИМАЛЬНОГО МАРШРУТА |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 338. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||||||||||||||||||||||||||||||||||||||||||||||