|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Ручная дуговая сварка. Сущность процесса, оборудование, материалыСтр 1 из 3Следующая ⇒ Классификация основных методов сварки
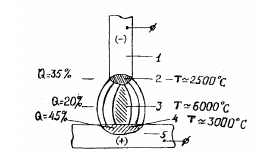
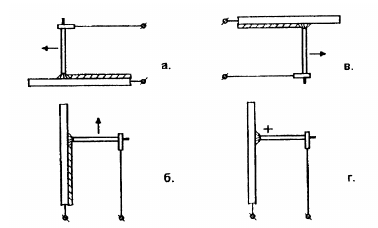
Выбор того или иного метода сварки зависит от многих факторов, одним из которыхявляется свариваемость. Под свариваемостью понимают способность материалов образовывать в процессесварки соединение, не уступающее по своим механическим и физико-химическим свойствамсвариваемым материалам. Способность к сварке различных материалов определяется их химическим составом и свойствами с одной стороны, и применяемым методом сварки с другой. Основными критериями свариваемости являются два: склонность к образованию дефектов(трещин, пор, шлаковых включений и т.д.) и показатели механических свойств в зоне сварного соединения. По показателю свариваемости материалы делятся на хорошо, удовлетворительно и плохо сваривающиеся. В машиностроении и строительстве, благодаря своей доступности и дешевизне, широкое применение имеет метод ручной дуговой сварки. Ручная дуговая сварка. Сущность процесса, оборудование, материалы Метод относится к сварке плавлением, где в качестве источника энергии используетсятепло электрической дуги. Электрическая дуга представляет собой мощный стабильный разряд электричества ватмосфере ионизированных газов и паров металла. Дуга горит двумя электродами, причем, как правило, одним из электродов являетсясвариваемая заготовка. Схема сварочной дуги представлена на рис. 1  Рис. 1 Схема сварочной дуги постоянного тока прямой полярности Сварочная дуга состоит из котодного пятна 2, которое образуется на электроде 1,столба дуги 3, анодного пятна 4, образующегося на аноде (изделии 5). Катодом является плавящийся электрод, анодом – свариваемая заготовка. При обратной полярности катодом является изделие, а анодом электрод. Применяется также дуга переменной полярности (при использовании переменного тока). Полная тепловая мощность дуги определяется по формуле: Q = K × ICB. ×U Д , Вт(1) где ICB. – сила сварочного тока, А; U Д – напряжение дуги, В; K – коэффициент, учитывающий потери тепла при использовании различных способов сварки, типов электродов и т.д. На практике величина K может колебаться от 0,9 до 0,5. На рис. 1 показано распределение температур и доли тепловой мощности, выделяющейся в различных участках электрической дуги. Как видно из рис. 1 тепловые возможностиэлектрической дуги позволяют расплавить большинство используемых конструкционныхматериалов и дуговая сварка эффективно используется в машиностроении и строительстве. Оборудование для ручной дуговой сварки состоит из источника электропитания иэлектрододержателя с гибким кабелем. Материалом для ручной дуговой сварки являются электроды. Обязательно использование средств защиты от светового и ультрафиолетового излучения дуги и капель расплавленного металла. Обычно это защитный щиток или шлем с затемненным стеклом. Источники питания для ручной дуговой сварки могут быть как постоянного тока(выпрямители, сварочные генераторы), так и переменного тока (понижающие трансформаторы). Использование постоянного тока дает более устойчивую дугу, сварочные трансформаторы (переменный ток) намного проще в эксплуатации. Электроды для ручной дуговой сварки представляют собой металлические проволочные стержни с нанесенным на их поверхность слоем специального покрытия. Стандартпредусматривает 77 марок проволоки диаметром от 0,2 до 12 мм. По составу стальную электродную проволоку разделяют на три группы: углеродистую, легированную и высоколегированную. Обозначение марки проволоки состоит из букв и цифр, например Св-08 или Св-ЗОХГСА. Первые две буквы "Св" означают назначение проволоки - "сварочная", а следующие за ними цифры и буквы аналогичны обозначениям, принятым для сталей. Электродное покрытие состоит из многих компонентов и должно обеспечивать хорошую ионизацию дуги, защиту металла сварочной ванны от воздействия кислорода воздуха,раскисление, легирование и т.д. По назначению электроды подразделяются ГОСТ 9466-75: - для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 60 кгс/мм (600 М11а), с условным обозначением У; - для сварки легированных сталей с временным сопротивлением разрыву свыше 60 кгс/мм (600 МПа) - Л; - для сварки легированных теплоустойчивых сталей - Т; - для сварки высоколегированных сталей с особыми свойствами - В; - для наплавки поверхностных слоев - Н. По виду покрытия электроды подразделяются: - с кислым покрытием, А; - с основным покрытием, Б; - с целлюлозным покрытием, Ц; - с рутиловым покрытием, Р; - с покрытием сметанного вида, двойное буквенное обозначение; - с прочими видами покрытий, П. В зависимости от того, в каком пространственном положении выполняется сварка (рис. 2) электроды подразделяются: - для сварки во всех положениях с условным обозначением 1; - для сварки во всех положениях, кроме вертикального, сверху вниз - 2; - для положений нижнего горизонтального на вертикальной плоскости и вертикально- го снизу вверх – 3
Рис. 2 Пространственные положения шва при ручной сварке: а - нижнее, б - вертикальное, в - потолочное, г - горизонтальное Кроме вышерассмотренной классификации, электроды подразделяют на типы. Так, согласно ГОСТ 9467-75 для сварки конструкционных углеродистых и легированных сталей предусмотрено 14 типов электродов (Э 38, Э-150). Здесь буква Э означает электрод для дуговой сварки, а следующие за ней цифры – временное сопротивление разрывунаплавленного металла в кгс/мм2. Для сварки легированных теплоустойчивых сталей предусмотрено 9 типов электродов (Э-09М, Э09МХ и др.), отличающиеся химическим составомнаплавленного металла. Для сварки высоколегированных сталей электроды согласно ГОСТ 10052-75 классифицируются по химическому составу и механическим свойствам наплавленного металла. Помимо типа электрода, важной характеристикой является его марка, которая определяет состав покрытия, род и полярность тока, возможность сварки в различных пространственных положениях, каждому типу электрода соответствует одна или несколько марок. Схема процесса ручной дуговой сварки представлена на рис. 3
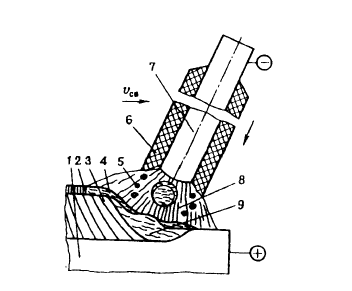
Рис. 3 Схема процесса ручной дуговой сварки металлическим покрытым электродом Зажигание электрической дуги 8 между электродом и свариваемыми заготовкамипроизводится прикосновением конца стержня электрода 7 к свариваемому изделию 1 и последующим быстрым отводом электрода на расстояние 3-6 мм. Под действием тепла дугипроисходит расплавление кромок свариваемых заготовок, а также электродного или присадочного металла, который в виде капель переходит в ванну основного расплавленного металла и смешивается с ним, образуя, так называемую, металлическую ванну 9 Вместе состержнем электрода плавится и его покрытие 6, при этом вокруг дуги образуется газоваясреда 5, а на поверхности расплавленного металла – жидкая шлаковая ванна 4, защищающаяего от вредного влияния атмосферы. Металлическая и шлаковая ванны вместе образуют сварочную ванну. В процессе сварки по мере оплавления электрода последний постепенноопускают для поддержания постоянной длины дуги, а также перемещают его вдоль оси швасо скоростью Vсв. При этом ранее образовавшаяся металлическая ванна, остывая, затвердевает, образуя сварной шов 3, а шлаковая ванна, остывая, превращается в шлаковую корку 2 В зависимости от расположения свариваемых деталей сварные соединения разделяются на несколько типов (рис. 4).
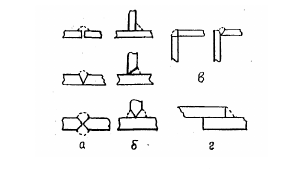
Рис. 4 Типы сварных соединений: а – стыковое; б – тавровое; в – угловое; г – нахлесточное. Для обеспечения равномерного сквозного проплавления и получения требуемого качества шва при толщинах заготовок свыше 6 мм, во избежание непровара, предусматриваютпредварительную обработку кромок заготовок – У-образная и Х-образная разделка (рис. 4 а,б, в). В случае X-образной разделки сварку проводят с обеих сторон. Качественное сварноесоединение можно получить при толщине заготовок не более 30 мм. |
||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 387. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |