|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Расчет режимов сварки стыкового соединения двустороннегооднопроходного соединения с нулевым зазором ⇐ ПредыдущаяСтр 2 из 2
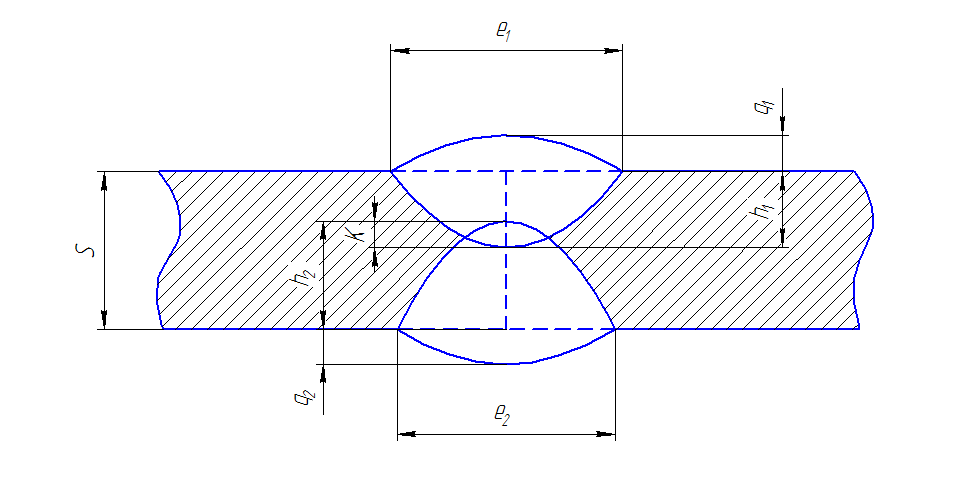
Для обеспечения сплошного провара при двусторонней однопроходной автоматической сварке под флюсом необходимо, чтобы размеры шва удовлетворяли требованиям: h1 + h2 = S+к, (17) гдеh1 – глубина провара при сварке с первой стороны, мм; h2 - глубина провара при сварке со второй стороны, мм; S-толщинасвариваемых листов, мм; к-величина перекроя: к=1÷3мм Расчет режима сварки начинают с того, что задают требуемую величину провора при сварке с первой стороны, которая устанавливается равной: h1 + h2= Далее производим расчеты по формулам 3÷17, определив фактическую глубину провара
Зная
Далее производим расчеты по формулам 3-17 и, определив фактическую глубину провара
По формуле 17 находим величину перекроя:
где
Расчет режимов сварки стыковых соединений с зазором Согласно экспериментальным данным профиль провара при одном режиме сварки остаётся практически неизменным независимо от типа шва. Тип шва, зазоры или разделка влияют главным образом на соотношение долей основного и наплавленного металла, а контур провара во всех случаях практически одинаков, т.е. Н=Н1=Н2
Во всех случаях при неизменном режиме, общая высота шва Н остаётся постоянной, как при наплавке, так и при сварке в стык с зазором, с разделкой кромок и без разделки:  H=h+q=const
При расчете режимов сварки такого соединения сначала находят глубину провараh, ширину шваeи высоту валика qи общую высоту шва Н, которые имели бы место при сварке на этом режиме стыкового бесскосного соединения без зазора. Затем определяем высоту валика q1с учетом размещения части наплавленного металла в зазоре. В этом случае общая площадь наплавленного металла определяется по формуле:
где
Ануфриева К.В. 1.Расчитать режимы однопроходной сварки стыкового соединения 09Г2С толщиной 6мм 2.Выбрать тип соединения по ГОСТ (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3. Классификация электродов. Назначение электродного покрытия.
Боровик И.Н. 1.Расчитать режимы однопроходной сварки стыкового соединения 15ХГСНД толщиной 8мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Строение сварочной дуги, условия устойчивого горения дуги.
Бутакова А.И. 1.Расчитать режимы однопроходной сварки стыкового соединения 12Г2СД толщиной 10 мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Влияние магнитных полей на сварочную дугу. Дать определение магнитного дутья.
Воронин Е.М. 1.Расчитать режимы однопроходной сварки стыкового соединения D40 толщиной 15мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Влияние параметров режима автоматической сварки под слоем флюса на форму сварного шва.
Гордеев А.В. 1.Расчитать режимы однопроходной сварки стыкового соединения 15ХСНД толщиной 12 мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Микроструктура металла шва и зоны термического влияния.
Згама В.Г. 1.Расчитать режимы однопроходной сварки стыкового соединения 09Г2С толщиной 18 мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3. Типы сварных соединений и швов. Параметры сварных швов.
Згама Е.И. 1.Расчитать режимы однопроходной сварки стыкового соединения Ст3кп толщиной 20мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Определение и назначение эквивалента углерода.
Колесов А.Л. 1.Расчитать режимы однопроходной сварки стыкового соединения АБ2-1 толщиной 9 мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Методы снижения сварочных деформаций и напряжений в процессе сварки.
Михеевский В.О. 1.Расчитать режимы однопроходной сварки стыкового соединения D40S толщиной 11 мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Причины возникновения пор в сварных швах и меры их предотвращения.
Охримец П.А. 1.Расчитать режимы однопроходной сварки стыкового соединения 09Г2С толщиной 13мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Дефекты сварных швов (наружные и внутренние).
Просвиряков А.Ф. 1.Расчитать режимы однопроходной сварки стыкового соединения 15Г2СФД толщиной 17 мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Технология сварки низколегированных сталей.
Рыков Е.Л. 1.Расчитать режимы однопроходной сварки стыкового соединения 14Г2АФ толщиной 16мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Технология сварки легированных сталей Семенчук Е.С. 1.Расчитать режимы однопроходной сварки стыкового соединения 12Г2Б толщиной 18мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3. Перенос электродного металла через дуговой промежуток
Скорятин А.О. 1.Расчитать режимы однопроходной сварки стыкового соединения 10Г2СНД толщиной 17мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Коэффициент полезного действия дуги (КПД) дуги Титов А.А. 1.Расчитать режимы однопроходной сварки стыкового соединения 19Г2 толщиной19мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3. Условное обозначение электродов Филипьев А.И. 1.Расчитать режимы однопроходной сварки стыкового соединения 15ГФД толщиной 14мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3. Способы выполнения сварных швов.
Хафизов Ф.В. 1.Расчитать режимы однопроходной сварки стыкового соединения 14ГХГС 18 толщиной 14мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Понятие свариваемости, ее основные показатели и методы оценки. Холодняков Е.В. 1.Расчитать режимы однопроходной сварки стыкового соединения 09Г2С толщиной 20 мм 2.Выбрать тип соединения по ГОСТу (зарисовать эскиз сварного соединения, показать конструктивные элементы подготовки кромок под сварку). Характеристика стали. 3.Особенности механизированной сварки в защитных газах.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ 1.ГОСТ 5264-80Ручная дуговая сварка. 2. ГОСТ 14771-76Полуавтоматическая сварка в среде защитных газов 3. ГОСТ 8713-79Автоматическая сварка под слоем флюса. 4. ГОСТ 5521-93Прокат стальной для судостроения. 5. ГОСТ 19281-89Прокат стальной для судостроения. 6. ТУ5.961-11571-2006 Прокат листовой высокопрочный легированный свариваемый из стали марок 09ХН2МД (АБ2-1), 10ХН3МД (АБ2-2). 7. Г.Г.Чернышев «Технология электрической сварки плавлением» 8. Думов С.И. Технология электрической сварки плавлением – Л.: Судостроение, 1978. 9. Окерблом Н.О. Проектирование технологии изготовления сварных конструкций. – Л.: СудпромГиз, 1983 . Преподаватель /Мельник Л.С./
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 476. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 , находим высоту шва при сварке с первой стороны:
, находим высоту шва при сварке с первой стороны: (18)
(18) , по формуле 17 задаем глубину провара
, по формуле 17 задаем глубину провара  со второй стороны:
со второй стороны:
 , находим высоту шва при сварке со второй стороны:
, находим высоту шва при сварке со второй стороны:

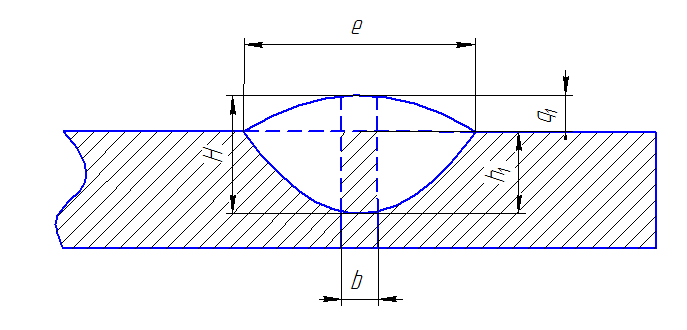 При сварке стыкового соединения с зазором часть наплавленного металла размещается в зазоре, высота валика уменьшается, а глубина провара увеличивается: h1 = H- q1
При сварке стыкового соединения с зазором часть наплавленного металла размещается в зазоре, высота валика уменьшается, а глубина провара увеличивается: h1 = H- q1 (19)
(19)

 ,
,