|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Расчет режимов сварки однопроходного бесскосного соединенияСтр 1 из 2Следующая ⇒ Контрольная работа По дисциплине (МДК 01.01) Технология сварочных работ
Методические указания
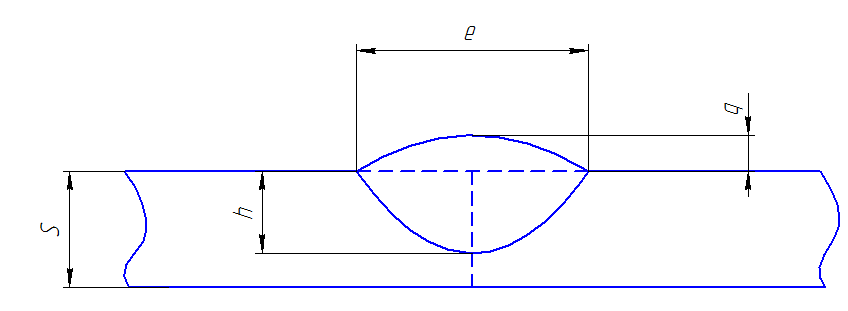
Северодвинск 2018 Теоретические основы Сварные швы, выполненные автоматической сваркой под слоем флюса, имеют три наиболее важных размера, влияющих на качество и работоспособность сварного соединения:
S-толщина свариваемых деталей, мм h-глубина провара, мм e-ширина шва, мм q –высота усиления, мм
Отношение ширины шва «е» к глубине провара «h» называют коэффициентом провара:
Коэффициент формы провара должен быть в пределах 1,3÷4,0. Критерием пригодности режима является получение Отношение ширины шва «е» к высоте валика «q»называют коэффициентом формы валика:
Для швов, выполненных автоматической сваркой При При Чтобы рассчитать режим сварки, обеспечивающий заданные размеры и форму шва, необходимо установить связь между отдельными параметрами режима и размерами шва. Расчет режимов сварки однопроходного бесскосного соединения
 При расчете силы сварочного тока определено, что в среднем каждые 80-100А дают глубину провара примерно 1мм, т.е.
Практикой установлено, что шов формируется удовлетворительно тогда, когда произведение силы тока
При этом следует иметь в виду, что при автоматической сварке без особых технологических приемов, скорость сварки не должна выходить за пределы В результате обработки опытных данных скорость сварки можно рассчитать по формуле:
где Диаметр электродной проволоки может быть определен по установленной величине сварочного тока и допустимой плотности тока по формуле
где
Для принятого диаметра электрода и величины сварочного тока определяют оптимальное напряжение дуги
Для справки
Коэффициент формы провара зависит от основных параметров режима и может быть определен по формуле:
Величина коэффициента кпри сварке на постоянном токе обратной полярности при плотности тока к Для справки:
При плотности тока При сварке на постоянном токе обратной полярности к=0,92 При сварке стыкового бесскосного соединения и нулевом зазоре в стыке фактическую глубину провара определяют по формуле:
где
где ή – эффективный КПД нагрева изделия При автоматической сварке под флюсом ή=0,80-0,95
Зная фактическую глубину провара, определяем ширину шва:
Для расчета высоты валика (усиления) используем формулу:
где Fн – площадь наплавленного металла шва, мм2 где
Коэффициент наплавки зависит от диаметра электродной проволоки, рода, полярности и величины сварочного тока. Таблица 1-
Находим коэффициент формы шва: |
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 320. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 (1)
(1)  , т.к. при
, т.к. при  швы склонны к образованию горячих трещин.
швы склонны к образованию горячих трещин. (2)
(2)
 <7 швы получаются узкими и высокими с резким переходом от металла шва к основному металлу. Чтобы уменьшить количество наплавленного металла, сварные соединения необходимо выполнять разделку кромок.
<7 швы получаются узкими и высокими с резким переходом от металла шва к основному металлу. Чтобы уменьшить количество наплавленного металла, сварные соединения необходимо выполнять разделку кромок.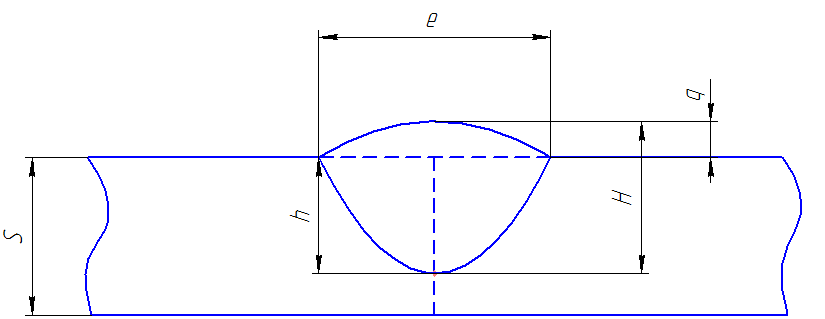 с нулевым зазором
с нулевым зазором (3)
(3) на скорость сварки
на скорость сварки  при автоматической сварке электродной проволокой диаметром 4÷6мм находится в пределах 20000-30000. Исходя из этого, скорость сварки можно определить по формуле:
при автоматической сварке электродной проволокой диаметром 4÷6мм находится в пределах 20000-30000. Исходя из этого, скорость сварки можно определить по формуле: (4)
(4)
 , (5)
, (5) - диаметр электродной проволоки, мм
- диаметр электродной проволоки, мм , (6)
, (6) - плотность тока,
- плотность тока, 
 (7)
(7)
 (8)
(8) (9)
(9)

 (10)
(10)
 (11)
(11) (12)
(12) (13)
(13) ; →
; →  , (14 )
, (14 ) , (15)
, (15) - удельный вес,
- удельный вес,  ,
,  ;
; - скорость сварки,
- скорость сварки,  ;
; - коэффициент наплавки,
- коэффициент наплавки, 


 (16)
(16)