|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
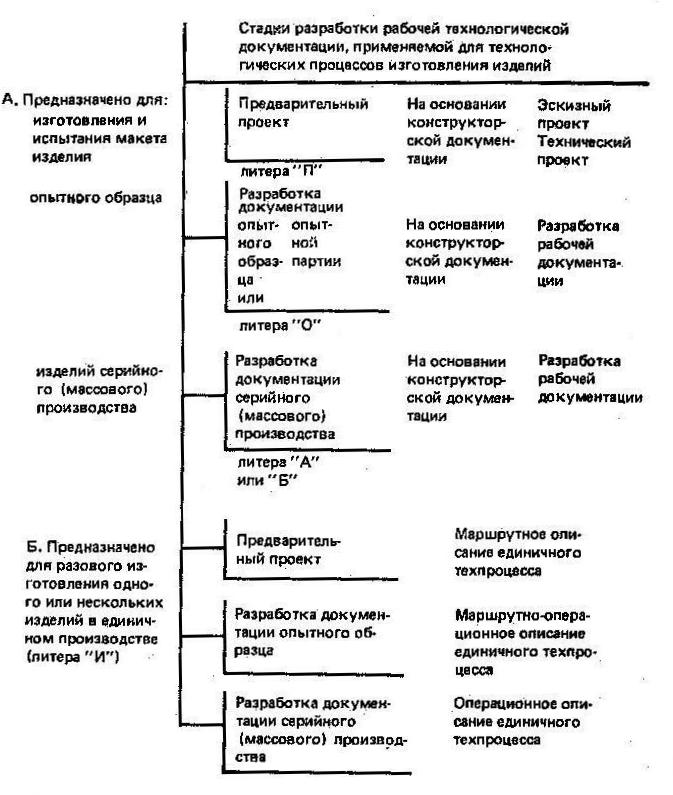
Технологическая документацияПорядок разработки, оформления и обращения технологической документации на изделия, разрабатываемые по конструкторской документации, установлен комплексом государственных стандартов ЕСТД. Технологическая документация — это совокупность технологических документов, которые определяют технологический процесс. Комплекс стандартов ЕСТД предназначен для обеспечения, применения различных методов и средств проектирования, обработки и размножения технологических документов; применения единых правил оформления технологических документов в зависимости от типа и характера производства, состава и вида разрабатываемых технологических процессов, способов их описания; создания предпосылок по снижению трудоемкости инженерно-технических работ в сфере ТПП; создания информационной базы АСУ и САПР. Стадии разработки технологической документации зависят от стадий разработки используемой конструкторской документации. На стадии «Технического предложения» технологическая документация не разрабатывается. На основании конструкторской документации, выполненной на стадиях «Эскизный проект» и «Технический проект», разрабатывается технологическая документация, предназначенная для изготовления и испытания макета изделия или его составных частей с присвоением литеры «П» (предварительный проект стадии разработки технологической документации). Для изготовления и испытания опытного образца разрабатывается технологическая документация без присвоения литеры. По результатам изготовления и предварительных испытаний опытного образца на основании проведенной корректировки конструкторской документации корректируется и разрабатывается технологическая документация с литерами О1, О2.  На основании конструкторской документации, имеющей литеру А или Б, разрабатывается технологическая документация для изготовления и испытания изделий серийного (массового) производства. Директивной технологической документации, предназначенной только для решения необходимых инженерных, технических, планово-экономических и организационных задач, при постановке изделия на производство присваивается литера Д. Технологической документации, предназначенной для разового изготовления одного или нескольких изделий в единичном производстве, на основании конструкторской документации, имеющей литеру И, присваивается литера И. Стадии разработки рабочей технологической документации устанавливаются разработчиком документации. На рис. 5.2 представлена взаимосвязь стадий конструкторской подготовки производства и разработки технологической документации.
Рис. 5.2. Взаимосвязь стадий конструкторской подготовки производства и стадий разработки технологической документации
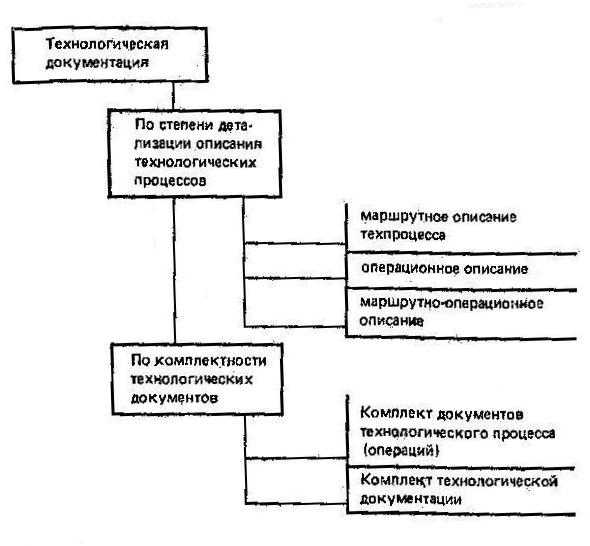
Комплектность технологических документации устанавливается разработчиком документации в зависимости от конкретных условий производства, типа производства, применяемых технологических методов изготовления изделий, степени детализации описания технологических процессов. Совокупность технологических документов, необходимых и достаточных для выполнения технологического процесса (операции), составляет комплект документов технологического процесса (операции). Совокупность комплектов документов технологических процессов, необходимых и достаточных для выполнения технологических процессов при изготовлении изделия или его составных частей, составляет комплект технологической документации. По степени детализации описания технологических процессов технологическая документация подразделяется на маршрутное описание, т. е. сокращенное описание всех технологических операций в МК в последовательности их выполнения без указания переходов и технологических режимов; операционное описание, когда дается полное описание всех технологических операций и маршрутно-операционное описание, когда в МК дается сокращенное описание технологических операций и полное описание отдельных операций в других технологических документах. Классификация документации по степени детализации и комплектности приведена на рис. 5.3.
Рис. 5.3. Классификация технологической документации по степени детализации и комплектности
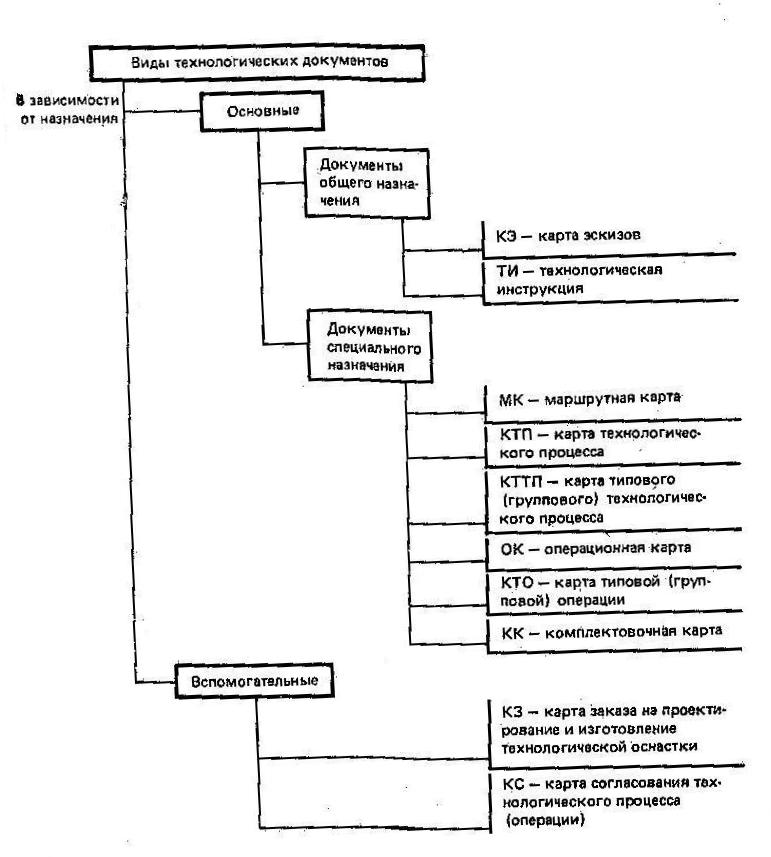
Разработка документов, входящих в комплект технологической документации, может осуществляться: с применением средств автоматизации, оргавтоматов; без применения средств механизации и автоматизации. При этом допускается изменять ширину форматов документов с учетом максимальной значности печатающих устройств. Оформление документов, входящих в комплект, зависит от средств для обработки данных. В зависимости от назначения технологические документы подразделяются на основные и вспомогательные. К основным документам относятся документы, содержащие сводную информацию, необходимую для решения одной или комплекса инженерно-технических, планово-экономических и организационных задач, и полностью определяющие технологический процесс изготовления изделия или его составной части. К общим относятся документы, применяемые в отдельности или в комплектах документов независимо от применяемых технологических методов изготовления изделия. К документам специального назначения относят документы, применяемые в зависимости от технологических методов изготовления изделия и от типа и вида производства. К вспомогательным документам относят документы, применяемые при разработке, внедрении и функционировании технологических процессов. Классификация технологических документов в зависимости от назначения приведена на рис. 5.4.
Рис. 5.4. Классификация технологических документов в зависимости от назначения
Состав документов определяется их разработчиком в зависимости от типа и характера производства и от стадий, разработки технологической документации. Например, комплект документов единичного технологического процесса изготовления изделия условно подразделяют на полный, основной и дополнительный. Комплектность документов в этом случае не зависит от применяемых методов проектирования. В состав полного комплекта включаются основной и дополнительный комплекты. Основной комплект может включать документы, отражающие требования по выполнению одного или нескольких последовательно выполняемых технологических методов. В состав дополнительного комплекта могут входить карты типовых (групповых) операций, технологические инструкции, инструкции по охране труда и др., ссылки на обозначение которых имеются в основном комплекте. Вид описания единичного технологического процесса выбирает разработчик документов в зависимости от типа производства и стадии разработки технологической документации. Варианты комплектности документации в зависимости от указанных факторов могут быть следующие; 1. Тип производства — единичное, мелкосерийное. Степень детализации описания технологического процесса — маршрутное. Вариант 1 –МК - маршрутная карта Вариант 2—МК— маршрутная карта КТИ — карта технологической информации. 2. Тип производства — среднесерийное, крупносерийное. Степень детализации описания технологического процесса — операционное. Вариант 3—КТП— карта технологического процесса Вариант 4— МК— маршрутная карта ВОП — ведомость операций ОК—операционная карта Вариант 5— МК- маршрутная карта ТИ — технологическая инструкция При 1-м варианте МК выполняет роль основного документа, где все операции описываются в технологической последовательности без указания переходов и режимов обработки. При 2-м варианте МК выполняет также роль основного документа, а КТП разрабатывается к отдельным операциям, где указываются данные по режимам, применяемым материалам, нормам их. расхода и т. д. При варианте 3 основным документом является КТП, в котором для всех операций принято операционное описание. При 5-м варианте роль сводного документа выполняет МК. В ТИ описываются все операции в технологической последовательности их выполнения с применением операционного описания. При варианте 4 МК также выполняет роль сводного документа, а в ВОП и в ОК дается операционное описание операций. Как видно из приведенного примера, основной формой технологической документации чаще всего выступает МК. Выбор и установление области применения унифицированных форм МК зависит от разрабатываемых видов технологических процессов, применяемых методов проектирования документов, назначения формы в составе комплекта документов. Для изложения в МК технологических процессов используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ, который предназначен для обработки содержащейся информации средствами механизации и автоматизации. Служебный символ условно выражает состав информации, размещаемой в графах данного типа строки формы документа. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые обязательно вне зависимости от применяемого метода проектирования документа перед, номером соответствующей строки. Обозначение служебного символа возможно следующими прописными буквами: А, Б, В, Г, Д, Е, К, М, О, Т, Л, И, Р. Например, Т — информация о применяемой при выполнении операции технологической оснастке или О—-содержание операции (перехода), или Е — информация по трудозатратам и т. д. Оформление основных надписей осуществляется в соответствии с правилами оформления и расположения информационных блоков основной надписи и поля подшивки. Основная надпись предназначена для указания назначения и области применения документа и для соответствующего его оформления с указанием участвующих лиц, их подписей и даты исполнения. Основная надпись представлена в виде информационных блоков: Б1 —блок адресной (поисковой) информации; Б2 — блок состава исполнителей; Б3— блок внешних изменений; Б4 — блок дополнительной информации; Б5 — блок вспомогательной информации; Б6 — блок вида и назначения документа. Выбор блоков и их расположение определяются для каждого документа на этапе подготовки к размножению бланков или при подготовке программ для автоматизированного проектирования документов. При разработке форм технологической документации следует: учитывать возможности применения средств оргтехники для построения и заполнения на их основе производственных документов; стремиться создавать унифицированные формы документов, используемых как для ручного, механизированного, так и для автоматизированного проектирования; учитывать значность классификаторов технико-экономической информации, разработанных на государственном и отраслевом уровне; учитывать удобство восприятия и обработки содержащейся информации. Технологическая документация на изделия основного и вспомогательного производств на всех стадиях ее разработки, подлежит нормоконтролю. Порядок проведения нормоконтроля технологической документации по соблюдению в ней норм и требований, установленных стандартами и другими нормативно-техническими документами, определяется ГОСТом ЕСТД. Основная цель нормоконтроля документации — повышение уровня типизации технологических процессов, сокращение сроков подготовки производства, снижение себестоимости и улучшение качества выпускаемой продукции. Нормоконтроль является завершающим этапом разработки технологической документации. Содержание работ по нормоконтролю различно и зависит от вида технологического документа. Например, документы, разработанные в системе автоматизированного проектирования, проверяются нормоконтролем на комплектность документов; на правильность обозначения, выполнения основной надписи и правильность ее заполнения. Нормоконтролер в проверяемых документах наносит карандашом условные пометки к элементам, которые должны быть заменены или исправлены. Предложения и замечания по технологической документации нормоконтролера служат исходным материалом для оценки качества ее выполнения, |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 1008. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |