|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
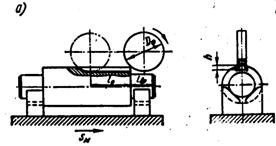
Обработка шпоночных канавок ⇐ ПредыдущаяСтр 3 из 3 Для передачи крутящего момента деталям, сопряженным с валом, применяют шпоночные и шлицевые соединения. Наибольшее распространение в машиностроении получили призматические и сегментные шпонки. Шпоночные канавки для призматических шпонок могут быть закрытыми с двух сторон (глухие) или с одной стороны и сквозными, что в основном и определяет способ их изготовления. В качестве металлорежущего оборудования, в зависимости от режущего инструмента, конфигурации канавки и вала, применяются горизонтально и вертикально фрезерные или специальные шпоночно-фрезерные станки. Сквозные и закрытые с одной стороны шпоночные канавки фрезеруют за 1 или 2 прохода дисковыми фрезами (рис. 183 а).
Рис. 183 а. Фрезерование шпоночных канавок дисковой фрезой с продольной подачей
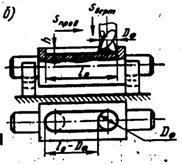
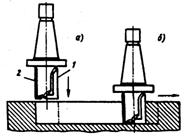
Этот метод наиболее производителен и обеспечивает достаточную точность ширины канавки, однако его применение ограничивается конфигурацией канавок (например – закрытые канавки данным методом нельзя изготовить). Основное время, при фрезеровании дисковой фрезой определяется по формуле t0 = (l0 + lврез) / Sм.пр., где l0 - длина шпоночной канавки, мм lврез – величина врезания фрезы, мм Sм.пр.- продольная подача, мм/мин. Закрытые шпоночные пазы изготавливаются многозубыми концевыми фрезами за один или несколько проходов (рис. 183 б, в).
Рис. 183 б. Фрезерование шпоночных канавок концевой фрезой с продольной подачей
При фрезеровании за один проход фреза врезается на всю глубину и затем фрезерует паз на всю длину. В данном случае требуется мощный станок, прочное крепление фрезы и заготовки и обильное охлаждение. Недостатком также является то, что фреза работает периферией, диаметр которой после переточек уменьшается, а, соответственно и изменяется размер ширины канавки.  Основное время, при фрезеровании шпоночной канавки, закрытой с двух сторон, многозубой концевой фрезой за один проход, определяется по формуле
t0 = (l0 - Dфр) / Sм.пр + (h + (0,5…1)) / Sм.верт. , где Dфр – диаметр фрезы, мм h – глубина шпоночной канавки, мм Sм.верт. – вертикальная подача, мм/мин.
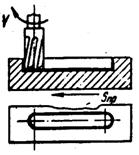
Для получения точных по ширине канавок применяют фрезерование концевыми 2-х спиральными (двухзубыми) фрезами с лобовыми режущим кромками на специальных шпоночно-фрезерных станках с маятниковой подачей (рис. 183 в).
Рис. 183 в. Фрезерование шпоночных канавок концевой фрезой с маятниковой подачей
В данном случае фреза врезается на 0,1..0,3 мм вертикально и фрезерует шпоночную канавку на всю длину, затем врезается снова и так до получения канавки необходимой глубины. Этот способ применяется в крупносерийном и массовом производствах, так как. обеспечивает точность и взаимозаменяемость в шпоночном соединении. Это объясняется тем, что фреза работает лобовой (торцовой) частью, а не периферией и таким образом сохраняется размер. Недостатком способа является значительно большее основное время по сравнению с фрезерованием концевой фрезой за один проход и фрезерованием дисковыми фрезами.
При фрезеровании маятниковой подачей основное время определяется по формуле t0 = (l0 - Dфр) / Sм.пр + (h + (0,5…1)) / t t – глубина резания (вертикальная подача на 1 ход фрезы) мм.
При фрезеровании закрытых пазов концевыми и насадными фрезами предварительно могут сверлить отверстия на глубину шпоночного паза, а затем вводят концевую фрезу и фрезеруют паз за один проход. Возможно также применение комбинированной схемы обработки с использованием сверлопазовой фрезы, которая врезается с осевой подачей на нужную глубину и затем фрезерует паз по длине (рис. 181).
Рис. 181. Обработка закрытого шпоночного паза сверлопазовой фрезой
Сквозные шпоночные канавки, в индивидуальном и мелкосерийном производствах, можно изготавливать на строгальных станках, причем канавки на длинных валах изготавливают на продольно-строгальных, а канавки на коротких валах, на поперечно-строгальных станках. Таким образом изготавливают также шпоночные канавки на внутренних поверхностях зубчатых колес, шкивов и других аналогичных деталей в индивидуальном и мелкосерийном производствах.
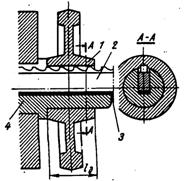
В крупносерийном и массовом производствах шпоночные канавки в отверстиях протягивают на горизонтально и вертикально протяжных станках, причем как открытые, так и закрытые с одной стороны (рис. 184).
Рис. 184. Обработка шпоночной канавки в отверстии протягиванием
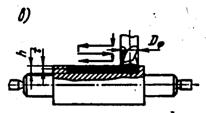
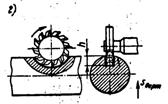
Шпоночные канавки под сегментные шпонки изготавливаются концевыми дисковыми фрезами (рис. 183, г).
Рис. 183 г. Фрезерование шпоночных канавок концевой дисковой фрезой с вертикальной подачей
Основное время определяется по формуле
t0 = (h + (0,5…1)) / Sм. в ,где h – глубина шпоночной канавки, мм Sм. в - вертикальная подача фрезы, мм/мин. |
||
|
|
Последнее изменение этой страницы: 2018-04-11; просмотров: 682. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |