
Студопедия
АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
|
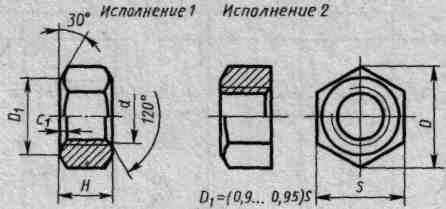
Гайки шестигранные (нормальной точности) ГОСТ 5915-70
| Номинальный диаметр резьбы d
| 8
| 10
| 12
| 14
| 16
| 20
| 24
| 30
| | Размер «под ключ» s
| 13
| 17
| 19
| 22
| 24
| 30
| 36
| 46
| | Диаметр описанной окружности D
| 14,2
| .18,7
| 20,9
| 24,3
| 26,5
| 33,3
| 39,6
| 50,9
| | Высота Н
| 6,5
| 8
| 10
| 11
| 13
| 16
| 19
| 24
| | Фаска с
|
|
|
|
| 2
|
| 2,5
|
|
Пример условного обозначения:
Гайка М16 ГОСТ 5915 - 70 Гайка с крупным шагом с номинальным диаметром резьбы 16 мм, исполнение 1. Гайка2М16х1, 5 ГОСТ 5915-70 то же с мелким шагом, исполнение2.
|
Диаметры болтов, винтов, шпилек
d
| Шайбы ГОСТ 11371 - 78
| |

|

| | d ≤ 5 мм Класс точности А
| Класс точности С
| | ГОСТ 11371 - 78
| | класс точности
| d2
| S
| | С
| А
| | d1
| | 6
| 6,6
| 6,4
| 12
| 1,6
| | 7
| -
| -
| -
| -
| | 8
| 9,0
| 8,4
| 16
| 1,6
| | 10
| 11,0
| 10,5
| 20,0
| 2,0
| | 12
| 13,5
| 13,0
| 24
| 2,5
| | 14
| 15,5
| 15,0
| 28
| 2,5
| | 16
| 17
| 17
| 30
| 3,0
| | 18
| 20
| 19
| 34
| 3,0
| | 20
| 22
| 21
| 37
| 3,0
| | 22
| 24
| 23
| 39
| 3,0
| | 24
| 26
| 25
| 44
| 4.0
| | Пример условного обозначения:
Шайба 12 х 2,5 ГОСТ 11371 – 78
- Шайба исполнения 1 для крепления детали с диаметром резьбы 12 мм, с толщиной 2,5 мм.
|
Приложение 6
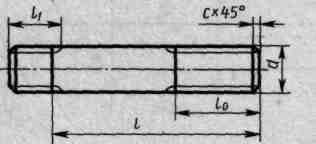
Шпильки для деталей с резьбовыми отверстиями (нормальной точности)
Размеры в мм
| Длина шпильки 1 (без резьбового ввинчиваемого конца 11)
|
Длина резьбового конца 10 при нормальном диаметре резьбы d
| | 8
| 10
| 12
| 16
| 20
| 24
| | 60
| 22
| 26
| 30
| 38
| 46
| 46
| | 65
| 22
| 26
| 30
| 38
| 46
| 50
| | 70
| 22
| 26
| 30
| 38
| 46
| 54
| | 75
| 22
| 26
| 30
| 38
| 46
| 54
| | 80
| 22
| 26
| 30
| 38
| 46
| 54
| | 90
| 22
| 26
| 30
| 38
| 46
| 54
| | 100
| 22
| 26
| 30
| 38
| 46
| 54
| | 110
| 22
| 26
| 30
| 38
| 46
| 54
| | 120
| 22
| 26
| 30
| 38
| 46
| 54
| | 130
| 22
| 26
| 30
| 38
| 46
| 54
| | 140
| 22
| 26
| 30
| 38
| 46
| 54
| | 150
| 22
| 26
| 30
| 38
| 46
| 54
| | Фаска с
| 1,6
| 2
| 2,5
|
Длина ввинчиваемого резьбового конца l1 ГОСТ 22032 — 76 l1 = 1d ГОСТ 22034 - 76 l1 = l,25 d
ГОСТ 22036-76 l1 = 1,6 d
ГОСТ 22038-76 l1 = 2d
ГОСТ 22040-76 l1 = 2,5 d
Пример условного обозначения
Шпилька М16х120 ГОСТ 22032- 76. Шпилька M l6x1, 5x100 Г ОСТ 22038-76.
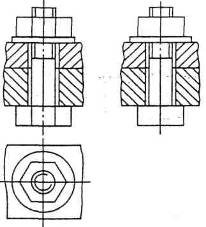
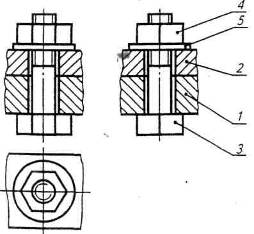
|
Изображение
шпилечного
соединения
|

|
Приложение 7
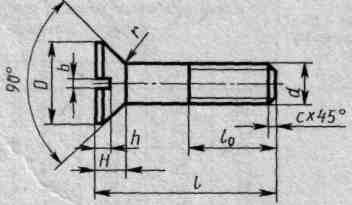
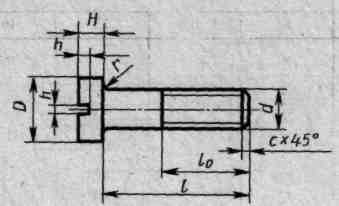
Винты с потайной головки ГОСТ 17475-80
Размеры в мм
| Номинальный диаметр резьбы d
| 6
| 8
| 10
| 12
| 16
| 20
| | Диаметр головки D
| 12
| 16
| 20
| 22
| 28
| 36
| | Высота головки Н
| 3
| 4
| 5
| 5,5
| 7
| 9
| | Радиус под головкой r
|
| 1,1
|
| 1,6
|
| 2,2
| | Ширина шлица b
| 1,6
| 2
| 2,5
| 3
| 4
| | Глубина шлица h
| 1,5
| 2,0
| 2,5
| 3,5
| 4,0
| | Фаска с
| 0,1
| 1,6
| 2,0
| 2,5
|
| Длина винта
l
| Длина резьбы l0 при нормальном диаметре резьбы d
(знаком х отмечены винты с резьбой на всей длине стержня)
| | 8
| 10
| 12
| 16
| 20
| | 30
| X
| X
| X
| X
| —
| | 35
| 22
| X
| X
| X
| —
| | 40
| 22
| 26
| X
| X
| X
| | 45
| 22
| 26
| 30
| X
| X
| | 50
| 22
| 26
| 30
| X
| X
| | 55
| 22
| 24
| 30
| 38
| X
| | 60
| 22
| 24
| 30
| 38
| X
| | 65
| 22
| 24
| 30
| 38
| 46
| | 70
| 22
| 24
| 30
| 38
| 46
| | 75
| -
| -
| 30
| 38
| 46
|
Пример условного обозначения
Винт Ml6x40 ГОСТ 17475-80 Винт с крупным шагом.
Винт М16х1,5x40 ГОСТ 17475-80 Винт с мелким шагом.
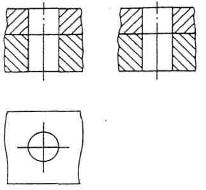
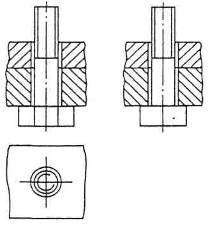
|
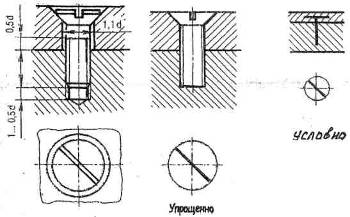
Изображение винтового соединения
|
|
Приложение 8
Винты с цилиндрической головкой ГОСТ 1491-80
Размеры в мм
| Номинальный диаметр резьбы d
| 6
| 8
| 10
| 12
| 16
| 20
| | Диаметр головки D
| 12
| 12,5
| 15,0
| 18,0
| 24,0
| 30,0
| | Высота головки Н
| 3
| 5,0
| 6,0
| 7,0
| 9,0
| 11,0
| | Ширина шлица b
|
| 2
| 2,5
| 3,0
| 4,0
| | Глубина шлица h
| 1,6
| 2,5
| 3
| 3,5
| 4,0
| 4,5
| | Радиус под головкой р
| 1,5
| 1,1
| 1,6
| 2,2
| | Фаска с
|
| 1,6
| 2,0
| 2,5
|
| Длина винта
l
| Длина резьбы l0 при нормальном диаметре резьбы d
(знаком х отмечены винты с резьбой на всей длине стержня)
| | 8
| 10
| 12
| 16
| 20
| | 30
| 22
| X
| X
| X
| —
| | 35
| 22
| 26
| 30
| X
| —
| | 40
| 22
| 26
| 30
| X
| X
| | 45
| 22
| 26
| 30
| 38
| X
| | 50
| 22
| 26
| 30
| 38
| X
| | 55
| 22
| 24
| 30
| 38
| 46
| | 60
| 22
| 24
| 30
| 38
| 46
| | 65
| 22
| 24
| 30
| 38
| 46
| | 70
| 22
| 24
| 30
| 38
| 46
| | 75
| -
| -
| 30
| 38
| 46
|
Пример условного обозначения
Винт Ml6x50 ГОСТ 1491-80 Винт с крупным шагом.
Винт М16х1,5x50 ГОСТ 1491-80 Винт с мелким шагом.
Приложение 9
| Алгоритм построения чертежа болтового соединения
|
1. Изображение соединяемых деталей.
|
2. Вычерчивание болта.
|
3. Вычерчивание шайбы.

|
4. Вычерчивание гайки.
|
5. Нанесение номеров позиций.
Обводка чертежа
|
6. Заполнение спецификации.
| Поз
| Наименование
| Кол
| Матер
| Примеч
| | 1
| Плита
|
|
|
| | 2
| Пластина
|
|
|
| | 3
| Болт . . .
|
|
|
| | 4
| Гайка . . .
|
|
|
| | 5
| Шайб . . .
|
|
|
| | Чертил
|
|
| Болтовое соединение
| | Проверил
|
|
| | СПТ группа
|
|
|
| | | | | | | | | | | |
| Рисунок 4
Приложение 10
- размеры призматических шпонок и пазов ГОСТ 23360-78

Размеры в мм
| Диаметр вала, d
| Сечение шпонки
| Глубина паза
| Фаска, с
| Длина шпонки,
l
| | b
| h
| вал
| шпонки,
| | l1
| l2
| | 17
| 5
| 5
| 5
| 2,3
| 0,75...0,40
| 10...65
| | 22
| 6
| 6
| 3,5
| 2,8
|
| 14...70
| | 30
| 8
| 7
| 4
| 2,8
|
| 18...90
| | 38
| 10
| 8
| 5
| 3,3
|
| 22…110
| | 44
| 12
| 8
| 5
| 3,3
| 0,40...0.60
| 28...140
| | 50
| 14
| 9
| 5,5
| 3,8
|
| 36...160
| | 58
| 16
| 10
| 6
| 4,3
|
| 45...180
|
- таблица параметров

Рисунок 5
Приложение 11
Условные графические обозначения в технологических схемах.
Таблица 7
|
| Наименование
| УГО
|
| Наименование
| УГО
| | 1
| Бак
а) под атмосферным давлением
б) давление больше атмосферного
в) с вакуумом в системе
|



| 12
| Смесители:
- газовый
- жидкостный
| 
| | 2
| Фильтр для жидкости или воздуха
| 
| 13
| Насос постоянной производительности:
- с постоянным направлением потока;
- с реверсивным потоком
Насос лопастный центробежный
|
| | 3
| Фильтр-влагоотделитель с ручным спуском конденсата
| 
| | 4
| Сепаратор
(водоотделитель)
| 
| | 5
| Конденсатоотводчик
(конденсационный
горшок)
| 
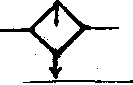
| 14
| Аппараты колонные тарельчатые:
- общее обозначение
- с колпачковыми тарелками
- с ситчатыми тарелками
| 
| | 6
| Охладитель жидкости или воздуха
- с естественным охлаждением
- принудительным охлаждением жидкостью
(конденсатор)
| 

| | 7
| Нагреватель жидкости или воздуха
| 
| | 8
| Подогреватель с прину- дительным обогревом жидкостью (теплообменник)
| 
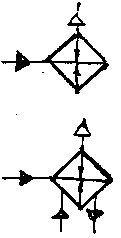
| 15
| Аппараты насадочные контактные:
- насадки насыпные
- насадки регулярные
| 
| | 9
| Аппараты выпарные:
- с естественным обогревом
- с принудительным
обогревом жидкостью
| 
| | 10
| Реактор с мешалкой
| 
| 16
| Компрессор
| 
| | 11
| Аппараты колонные
| 
| 17
| Поток жидкости в одном направлении
Поток газа(воздуха) в одном направлении
| 
| Буквенно-позиционные обозначения основных элементов по ГОСТ 2.704-76
Таблица 8
| Наименование основных элементов
| обозначения
| | Аппарат выпарной
| АВ
| | Аппарат колонный
| АК
| | Аппарат теплообменный
| АТ
| | Влагоотделитель
| ВД
| | Компрессор
| КМ
| | Насос
| Н
| | Насос центробежный
| НЦ
| | Реактор
| Р
| | Сборник, емкость
| СБ
| | Сепаратор
| С
| | Смеситель
| СМ
| | Фильтр
| Ф
|
Перечень элементов схем
Таблица 9

|
