|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Номер структуры Вид обработки3-4 Профильное шлифование при необходимости сохранить профиль круга, шлифование при больших, а также переменных нагрузках, отрезка 3-5 круга, шлифование при больших, а также переменных нагрузках, отрезка 5-6 Круглое наружное шлифование, бесцентровое шлифование, плоское шлифование периферией круга и заточка инструмента 7-9 Плоское шлифование торцом круга, внутреннее шлифование 8-10 Шлифование с заточкой инструментов 8-12 Резьбошлифоваиие мелкозернистыми кругами Класс точности инструмента. В зависимости от требований к зерновому составу, предельным отклонениям поверхностей, их взаимному расположению, наличию сколов, трещин и раковин абразивный инструмент выпускается трех классов точности: АА, А и Б (шлифовальные круги), а остальные инструменты— двух классов: А и Б. I Точность изготовления инструмента из эльбора и алмазов регламентируется техническими условиями на каждый вид инструмента (ГОСТ 24106—80* Е и ГОСТ 16191—82 — на круги и т. д.). Класс неуравновешенности инструмента. Во многом определяет производительность обработки, качество поверхности детали, стойкость шлифовальных кругов. В соответствии с требованиями ГОСТ 3060—75 круги по неуравновешенности масс разделяются на 4 класса. Круги класса точности АА должны соответствовать 1-му классу неуравновешенности, круги класса точности А — 1-му или 2-му, а круги класса точности Б — 1,2 или 3-му классу неуравновешенности. Класс неуравновешенности кругов из эльбора на керамических связках должен быть 1-м или 2;М.  Связка. Оказывает существенное влияние на режущую способность абразивного инструмента, а следовательно, и на процесс шлифования. Предназначена для закрепления абразивных зерен и наполнителя. Основой (преобладающим компонентом) связки могут быть различные органические и неорганические материалы (табл. 3). Так, в керамических связках — боросиликатное стекло, в металлических — алюминий, медь, железо, цинк, олово и другие металлы, в органических — пульвербакелит и т. д, Кроме основы в связки вводятся и клеящие вещества (декстрин, жидкое стекло) и отвердители (уротропин). В состав органических связок для алмазного инструмента входят наполнители (карбид бора в связку марки Б1, железный порошок в связку марки Б2, карбид кремния зеленый в связку марки Б4, дробленая резина в связку марки БР). Вид связки маркируется на инструменте буквенными индексами: «К», «Б», «В» —абразивные инструменты из обычных материалов; «К», «О», «М» — абразивные инструменты из эльбора; связки для алмазного инструмента маркируются в соответствии с их разновидностями, приведенными в табл. 14.8. Иногда (например, для отрезных кругов на бакелитовой связке) а состав связки вводят упрочняющие элементы. При этом к обозначению связки добавляют индекс «у». Кроме приведенных связок при изготовлении высокопористых кругов находит применение поропластовая или эпоксидно-каучуковая связка. Поропластовая связка — вспененный поливинилформаль. Пористость кругов — до 80 %. Эпоксидно-каучуковая связка (ЭК) на основе эпоксиднсноволачного блоксополимера отличается повышенной химической стойкостью.
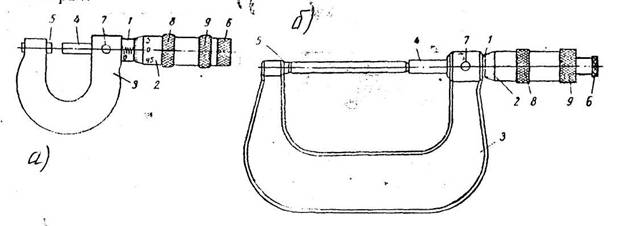
Измерительный инструмент Микрометр Микрометр (рисунок 1) состоит из скобы 3, пятки 5. микрометрического винта 4, стебля 1, барабана 2 с накатным выступом 8. трещетки 6, гайки 9 и стопора 7.
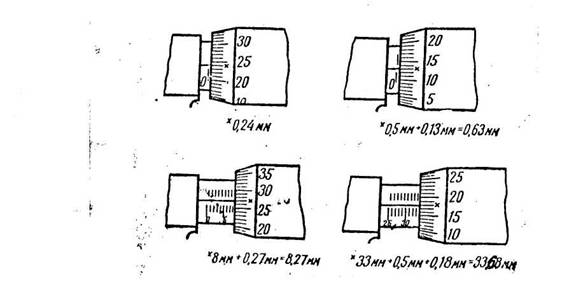
Рисунок 1 - Микрометр Микрометрические инструменты имеют два отсчетных устройства. Отсчет производят по стеблю 1 и барабану 2. На стебле параллельно его оси нанесена черта, являющаяся указателем измерительного устройства микрометра, а вдоль нее расположена шкала с ценой деления 0,5 мм. Целые миллиметры этой шкалы находятся на одной стороне черты, а полумиллиметры - по другой ее стороне. На скошенной части барабана по его периметру нанесено 50 делений с ценой деления 0,01 мм. Для определения размера проверяемой детали производят отсчет по двум отсчетным устройствам и суммируют их (рисунок 2).
Рисунок 2 Целое число миллиметров и половину миллиметра отсчитывают краем скоса барабана по шкале стебля. Сотые доли миллиметра определяют по порядковому штриху барабана , совпадающего с продольным штрихом стебля. Скос на барабане для шкалы сотых долей миллиметра приближает ее к шкале стебля и тем предохраняет от искажений при чтении показаний (параллакса). Перед началом измерений проверяется нулевая установка микрометра. Для микрометра с пределами измерений 0...25 мм производится проверка нулевого отсчета (рисунок 2 а); для микрометра с пределами измерения 25-50 ни - отсчета 25 мм и т.д. (рисунок 2 б). При проверке микрометра 0...25 мм, вращая микрометрический винт 4 правой рукой за трещетку 6 приводят в соприкосновение измерительные поверхности торцов микровитна 4 и пятки 5 (соприкосновение торцов микровинта и пятки определяется по своеобразному звуку срабатываемой в этот момент трещетки). При соприкосновении торцов скошенный край барабан должен устанавливаться так, чтобы штрих 0 начального деления шкалы с ценой Деления 0,5 мм был полностью виден, а нулевое деление шкалы барабана 2 оставалось бы против продольного штриха на стебле 1. Если установка неправильна, следует изменить положение барабана 2 относительно микровинта. Для этого, закрепив стопорным устройством 7 микровинт, придерживая левой рукой корпус барабана занакатный выступ 8. вращая правой рукой гайку 9 (являющуюся так же корпусом трещетки). освобождают от микрометрического винта корпус барабана. Затем, повернув свободно сидящий на микрометрическом винте корпус барабана так, чтобы нулевая установка восстановилась, и придерживая корпус барабана за накатный выступ 8. снова скрепляются гайкой 9 барабан с микрометрическим винтом. После установки на нуль путем вращения микровнета 4 и пятки 5 и производят отсчет.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 457. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||