|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
А – коническая черновая; б – коническая промежуточная; в – коническая чистовая; г – цилиндрическая с прямыми зубьями; д – цилиндрическая регулируемая; е – цилиндрическая разжимная
Число зубьев развертки зависит от ее диаметра и назначения. Число зубьев у ручных и машинных разверток с прямыми зубьями чаще всего четное (например, 8, 10, 12, 14). Развертки со спиральными зубьями имеют лево– и правосторонние режущие части. Разжимные и регулируемые развертки используются при ремонтных работах для развертывания отверстий, которые имеют разный допуск, а также для минимального увеличения уже окончательно выполненного отверстия. В комплект конических разверток для гнезд с конусом Морзе входят три развертки: черновая, промежуточная и чистовая (коническая) развертки. Котельные развертки находят применение при котельных работах для увеличения отверстий под заклепки. Развертка имеет следующие элементы: рабочую часть, шейку и хвостовик (конусный или цилиндрический). Хвостовики ручных трехперых разверток закрепляются в постоянных или регулируемых державках. Развертки имеют неравномерный шаг режущих кромок: с целью улучшения качества отверстия и предупреждения его граненности зубья располагаются по окружности на разном расстоянии один от другого. Для охлаждения инструмента, уменьшения трения, а также для увеличения срока службы режущей части инструмента используются СОЖ. Для изготовления разверток применяются углеродистые инструментальные стали У10А и У12А, легированные инструментальные стали 9ХС, ХВ, ХГСВФ, быстрорежущие стали Р9 и Р18, а также твердые сплавы марки Т15К6 для обработки стали, меди и других вязких металлов и марки ВК8 для обработки чугуна и других хрупких металлов. Развертки из быстрорежущей стали делаются с приваренными хвостовиками из стали 45. Корпуса сборных, а также регулируемых и насадных разверток делаются из конструкционных сталей.  Пробойник (рис. 2.28) – это слесарный инструмент, выполняемый из углеродистой инструментальной стали У7 или У8, который служит для пробивания отверстий в листовых или полосовых металлических или неметаллических материалах толщиной не более 4 мм.
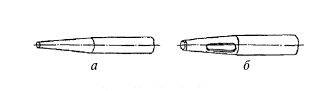
Рис. 2.28. Пробойник:а – сплошной для металлического листа;б – пустотелый для кожи и пластмасс
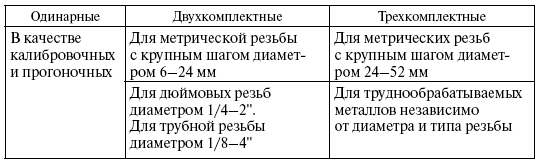
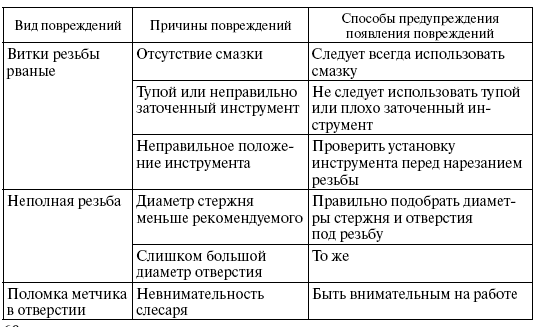
Рабочая часть пробойника может иметь круглую, прямоугольную, квадратную, овальную или другую форму. Пробойник для кожи и жести имеет в рабочей части слепое отверстие, которое соединяется с продольным боковым отверстием, проходящим через стенку нижней части пробойника. Через это отверстие удаляются отходы. Пробивание отверстия выполняется, когда допускается некоторое повреждение поверхности в зоне отверстия и не требуется чистота и точность выполнения отверстия. При работе на сверлильных станках необходимо выполнять следующие требования безопасности. Перед началом работы следует проверить техническое состояние сверлильного станка и инструментов. Включать и останавливать станок нужно сухими руками. Работать на станке необходимо в соответствии с инструкцией по эксплуатации оборудования, а также в соответствии с инструкцией по охране труда. Следует использовать специальную рабочую одежду, обязательно подбирать волосы под головной убор. Детали должны быть правильно и надежно закреплены в тисках или приспособлениях, имеющих хорошее техническое состояние. При сверлении малых отверстий левая рука, придерживающая деталь, должна оказывать сопротивление, противоположное направлению вращения шпинделя. Во время рабочего хода шпинделя сверлильного станка нельзя придерживать или тормозить шпиндель, менять скорость и подачу, очищать стол или деталь от стружки. Сверло следует охлаждать СОЖ с помощью кисточки или поливом. Не допускается охлаждение влажными ветошью или тряпками. Все поломки, которые можно устранить, должен устранять обученный этому работник. Нарезание резьб и резьбонарезной инструмент Нарезание резьбы – это образование винтовой поверхности на наружной или внутренней цилиндрической или конической поверхностях детали. Нарезание винтовой поверхности на болтах, валиках и других наружных поверхностях деталей можно выполнять вручную или машинным способом. К ручным инструментам относятся: круглые разрезные и неразрезные плашки, а также четырех– и шестигранные пластинчатые плашки, клуппы для нарезания резьбы на трубах. Для крепления плашек используются плашкодержатели и клуппы. Круглая плашка используется также для машинного нарезания резьбы. Нарезание наружной резьбы машинным способом может производиться на токарных станках резьбовыми резцами, гребенками, резьбонарезными головками с радиальными, тангенциальными и круглыми гребенками, вихревыми головками, а также на сверлильных станках резьбонарезными головками, на фрезерных станках резьбонарезными фрезами и на резьбошлифовальных станках однониточными и много-ниточными кругами. Получение наружной резьбовой поверхности может быть обеспечено ее накатыванием плоскими плашками, круглыми роликами на резьбонакатных станках. Применение резьбонакатных головок с осевой подачей позволяет накатывать наружные резьбы на сверлильном и токарном оборудовании. Нарезание резьбы в отверстиях выполняют метчиками вручную и машинным способом. Различают цилиндрические и конические метчики. Ручные метчики бывают одинарные, двухкомплектные и трех-комплектные. Обычно используют комплект, состоящий из трех метчиков: чернового, обозначенного одной черточкой или цифрой 1; среднего, обозначенного двумя черточками или цифрой 2; и чистового, обозначенного тремя черточками или цифрой 3 (табл. 4, рис. 2.29). Таблица 4Область применения ручных метчиков
Рис. 2.29. Метчики ручные слесарные:а – черновой; б – средний; в – чистовой
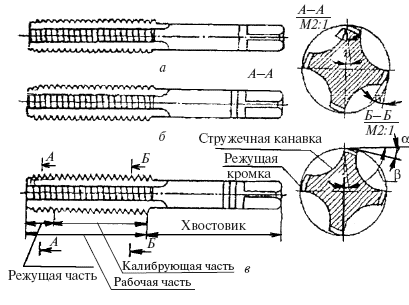
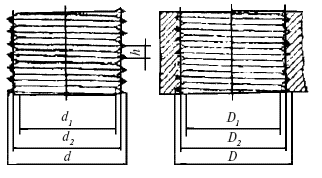
Имеются специальные метчики: для плашек (плашечные метчики с длинной режущей частью), для гаек, для труб, для легких сплавов, а также с конической рабочей частью. Метчиками можно нарезать резьбу в сквозных и глухих отверстиях или калибровать маточными метчиками ранее нарезанную резьбу. На хвостовик ручного метчика, заканчивающийся квадратной головкой, надевается вороток с постоянным или регулируемым квадратным отверстием. В ряде случаев применяются комбинированные метчики, которыми можно производить сверление и нарезание резьбы. Машинные метчики применяются для нарезания внутренней резьбы на сверлильных и токарных станках всех типов. Ими можно нарезать резьбы за один или несколько проходов. За один проход нарезают резьбу с шагом до 3 мм, а за 2–3 прохода – резьбы с более крупным шагом, особо длинные резьбы, а также гладкие резьбы в труднообрабатываемых материалах независимо от шага. Для нарезания резьбы в гайках на станках применяются гаечные метчики. Они работают без реверсирования и при нарезании гайки нанизываются на хвостовик. Различают гаечные метчики с прямым и изогнутым хвостовиком. Для нарезания внутренней резьбы большого диаметра применяются резьбонарезные головки с регулируемыми гребенками или сходящимися плашками. Элементы метчика (рис.2.30): рабочая часть, состоящая из режущей и калибрующей частей, и хвостовик. На рабочей части нанесены спиральная нарезка и продольные канавки для удаления стружки. Режущие кромки получаются на пересечении спиральной нарезки и продольных канавок для удаления стружки. Хвостовая часть заканчивается квадратной головкой для установки в патрон. Метчики изготавливают из углеродистой инструментальной стали У12 и У12А, быстрорежущей стали Р12 и Р18, легированной стали Х06, ХВ, ИХ. Винтовая поверхность – это поверхность, описываемая кривой-образующей, равномерно вращающейся вокруг оси и одновременно совершающей равномерное поступательное движение вдоль этой оси. Применительно к резьбовой поверхности образующей является треугольник (для метрических и дюймовых резьб), трапеция (для трапецеидальных резьб) и прямоугольник (для прямоугольных резьб, например, в ходовых винтах домкратов). Профиль резьбы – это контур, полученный путем рассечения винтовой поверхности плоскостью, проходящей через ось винта. Профиль резьбы состоит из выступов и впадин витков. Ось вала является осью винтовой поверхности. Параметрами резьбы являются наружный диаметр d, внутренний диаметр d1, средний диаметр d2, шаг Р, угол профиля резьбы d. Профиль резьбы делится на две части: выступы и впадины. Резьбы могут быть однозаходные и многозаходные. Под шагом резьбы следует понимать поступательное перемещение средней точки образующей профиля, соответствующее одному ее полному обороту относительно оси резьбы. Шаг резьбы определяется расстоянием между осями двух идентичных точек следующих один за другим одноименных витков или расстоянием, на которое перемещается гайка по винту при выполнении одного полного оборота для однозаходной резьбы.
Рис. 2.30. Элементы резьбы
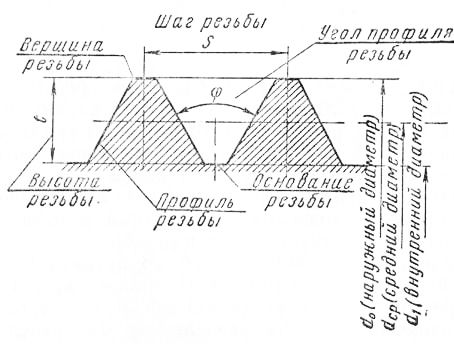
Рис. 2.31. Системы резьб: а — метрическая; б — дюймовая, в — трубная
Винтовую поверхность многозаходной резьбы можно рассматривать как несколько винтовых канавок, имеющих один номинальный диаметр (следовательно, и один номинальный шаг, который в много-заходной резьбе называется ходом t) и образованных на одной гладкой цилиндрической поверхности с равномерно расположенными по окружности заходами. Таким образом, ход резьбы t – это расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы. Ход резьбы – это относительное осевое перемещение винта или гайки за один оборот. Если резьба однозаходная, то ход резьбы t равен шагу резьбы Р. Если резьба многозаходная, то ход резьбы t равен произведению шага Рна число заходов n: t = Pn. Резьбы бывают однозаходные и многозаходные, а также правые и левые. Резьба многозаходная, если на один ход нарезки попадает два или более профиля резьбы. В зависимости от конфигурации резьбы бывают (рис.2.31) метрические (нормальные и мелкие), дюймовые, трубные, трапецеидальные, симметричные и несимметричные, закругленные, прямоугольные. Они могут быть цилиндрические и конические. Угол профиля метрических резьб – 60°, дюймовых цилиндрических – 55°, дюймовых конических – 60°, трубной цилиндрической и конической – 55°, трапецеидальной – 30°. Таблица 5Обозначение резьбы
В зависимости от профиля резьбы делятся на треугольные, трапецеидальные симметричные и несимметричные, прямоугольные и закругленные. Резьба М4 имеет шаг 0,7 мм; М6 – 1 мм; М8 – 1,25 мм; М10 – 1,5 мм; М12 – 1,75 мм; М14 – 2 мм; М16 – 2 мм; М18 – 2,5 мм; М20 – 2,5 мм; М22 – 2,5 мм; М24 – 3 мм; М27 – 3 мм; М30 – 3,5 мм. Раньше чаще применялись дюймовые резьбы, сейчас – метрические, реже – дюймовые. В метрических резьбах различают 3 класса точности: точный (обозначение полей для наружных резьб 4п, для внутренних – 4Н5Н), средний (обозначение полей допусков для наружных резьб 6h, 6g, 6е и 6d, для внутренних – 5Н6Н, 6Н, 6G), грубый (обозначение полей допусков для наружных резьб 8h, 8g, для внутренних–7Н, 7G). Для трапецеидальных резьб имеются два класса точности: средний (обозначение поля допуска длинной наружной резьбы 7п, 7е, и 8е, внутренней 7Н и 8Н); грубый (обозначение поля допуска длинной наружной резьбы 8е, 8с, 9с, внутренней 8Н и 9Н). В резьбе различают номинальный диаметр резьбы, который чаще всего является наружным диаметром винтовой поверхности d, внутренний диаметр d1, средний диаметр d2 винта и внутренний диаметр отверстия гайки D1, диаметр резьбы гайки D, средний диаметр резьбы гайки D2 чаще всего равный d2 (рис. 2.32).
Рис. 32. Разрез и профиль резьбы:а – винта; б – гайки
Средний диаметр винта определяется по формуле: d2 = (d+ d1)/2. Диаметр отверстия под резьбу можно подсчитать по приближенной формуле: dо = d – 1,1P, диаметр стержня dc под треугольную резьбу – по приближенной формуле: dc = d – 0,1Р. Перед нарезанием резьбы пруток должен быть очищен от ржавчины; на его торцевой поверхности должна быть снята заходная фаска.При нарезании резьбы в деталях из углеродистых и легированных конструкционных сталей применяют следующие СОЖ: для метчиков – сульфофрезол или 5 %-ный раствор эмульсии Э-2 или ЭТ-2, для плашек, гребенок, резьбонарезных головок – сульфофрезол, масло «Индустриальное 20». Для нержавеющих и труднообрабатываемых сталей применяется сульсрофрезол, олеиновая кислота или жидкость следующего состава: сульфофрезол – 60 %, керосин – 25 %, олеиновая кислота – 15 %. Для серого чугуна при нарезании метчиками применяется керосин или масло «Индустриальное 200». Для алюминия и его сплавов применяется 5 %-ный раствор эмульсии Э-2, ЭТ-2 или жидкость следующего состава: масло «Индустриальное 20» – 50 %, керосин – 50 %. Для меди и ее сплавов применяется 5 %-ный раствор эмульсии Э-2, ЭТ-2 или масло «Индустриальное 20». Смазка уменьшает трение, охлаждает инструмент, удлиняет срок службы инструмента и облегчает отвод стружки. Основные причины брака при нарезании резьбы следующие: несоответствие диаметров отверстий или стержней нарезаемой резьбе, повреждение инструмента, нарезание резьбы без применения смазки, тупой инструмент, плохое закрепление или плохая установка инструмента, а также недостаток профессиональных навыков (табл. 6). Таблица 6Дефекты при нарезании резьбы
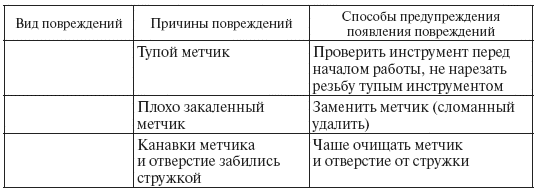
При нарезании резьбы существует опасность ранения рук острой кромкой детали или инструмента. Не следует пальцами очищать ручные инструменты от стружки; категорически запрещается очищать пальцами рук инструменты, находящиеся в движении на станках. Нарезание резьбы вручную плашками осуществляют при помощи воротков и клуппов. При работе круглыми плашками применяют специальные воротки (рис. 2.33). Рамка такого воротка имеет форму круглой плашки. В отверстие рамки устанавливают круглую плашку и закрепляют тремя стопорными винтами, имеющими конические концы, которые входят в специальные углубления на плашке. Четвертым винтом, входящим в разрез регулируемой плашки, устанавливают наружный размер резьбы.
Рис. 2.33. Инструменты для нарезания наружных резьб: |
||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 207. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |