|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Сварочная ванна, ее образование при дуговой сварке. Форма ванны, головная и хвостовая части ванны. Коэффициент формы проплавления. Температура ванны.
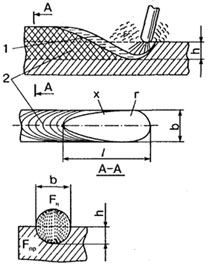
Под действием тепловой мощности движущейся с определенной скоростью сварочной дуги происходит быстрый местный разогрев основного металла до многих сотен градусов. Непосредственно под дугой металл нагревается до температуры, превышающей температуру его плавления. При сварке плавящимся электродом, к которой относят ручную дуговую сварку, в образовавшуюся расплавленную зону поступает электродный (присадочный) металл в виде капель. Расплавленный основной и присадочный металлы самопроизвольно сливаются в общую жидкую сварочную-ванну. Сварочная ванна не стоит на месте, а перемещается вслед за движущейся дугой. Это придает ей в плане эллипсовидное, вытянутое вдоль направления сварки очертание. По характеру происходящих в ванне физико-металлургических процессов ее можно условно разделить на две части: головную, где происходит плавление металла, и хвостовую, где начинается ее охлаждение и кристаллизация. Геометрия сварочной ванны определяется ее длиной l, шириной b и глубиной h. проплавления основного металла h. В ряде случаев принимают во внимание форму проплавления металла, которая представляет собой отношение b/h. Это отношение называют коэффициентом формы проплавления (обычно он составляет 2-4).
1 - сварочная ванна; 2 - сварной шов; г - головная часть ванны; х - хвостовая часть ванны;
Кроме формы, сварочную ванну характеризуют масса, которая для ручного процесса в среднем составляет 0,5-5 г, время пребывания металла в жидком состоянии и температура. Продолжительность существования металла сварочной ванны в жидком состоянии, можно определить из зависимости:  τв = l/Vcв , где l – длина ванны, мм; Vcв – скорость сварки (скорость перемещения дуги), мм/с.
Температурное поле в массивной стальной пластине при наплавке валика ручной дуговой сваркой (Iсв = 160-180 A, Vсв = 0,1 см/с ):1 - валик; 2 - изотермы; 3 - кривая максимальных температур; 4 - точка горения дуги Температура сварочной ванны распределяется по объему крайне неравномерно. В головной части ванны, находящейся в непосредственном контакте со сварочной дугой, температура металла значительно превышает температуру его плавления; для стали вблизи поверхности ванны она достигает 2000±100°С. В хвостовой части ванны, не имеющей контакта со сварочной дугой и находящейся в условиях повышенного отвода теплоты в окружающую среду, температура приближается к температуре плавления (кристаллизации) металла. Средняя температура ванны при ручной дуговой сварке углеродистых и низколегированных сталей составляет 1800±100°С. Следует отметить, что дуга оказывает на сварочную ванну не только тепловое, но и существенное механическое воздействие. Это - давление на ее поверхность движущихся в дуге с большой скоростью газовых (плазменных) потоков. В результате такого воздействия (напора) часть жидкого металла ванны вытесняется (выдувается) из-под основания дуги, и в ее головной части образуется углубление в виде впадины, при этом вытесняемый из головной части ванны металл перетекает в ее хвостовую часть. Очевидно, что чем больше давление дуги, которое увеличивается пропорционально квадрату силы сварочного тока, тем глубже, при прочих равных условиях, впадина и больше глубина проплавления свариваемого металла. Перемещение сварочной ванны сопровождается последующим затвердеванием расплавленного металла, которое проходит по внешнему периметру ее хвостовой части. Переход металла ванны из жидкого состояния в твердое с образованием кристаллов (зерен) называют кристаллизацией. Кристаллы сварочной ванны в условиях направленного теплоотвода начинают расти в виде вытянутых столбчатых формирований главным образом от поверхности частично оплавившихся зерен основного металла, как бы продолжая их. Таким образом между затвердевшим металлом сварочной ванны, ставшим металлом сварного шва, и основным металлом образуются общие зерна, свидетельствующие об установлении между металлами монолитного (сварного) соединения.
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 546. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
 Форма сварочной ванны
Форма сварочной ванны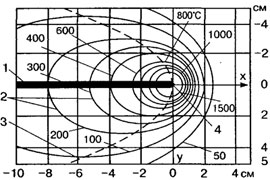 В свою очередь длина ванны: l = k∙10-3∙Iсв∙Uд ,Iсв – сила сварочного тока, А; Uд – напряжение дуги, В; k – коэффициент (при сварке углеродистых и низколегированных сталей 1,7-2,3 мм/(В∙А))
В свою очередь длина ванны: l = k∙10-3∙Iсв∙Uд ,Iсв – сила сварочного тока, А; Uд – напряжение дуги, В; k – коэффициент (при сварке углеродистых и низколегированных сталей 1,7-2,3 мм/(В∙А))