|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
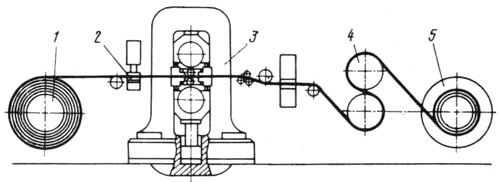
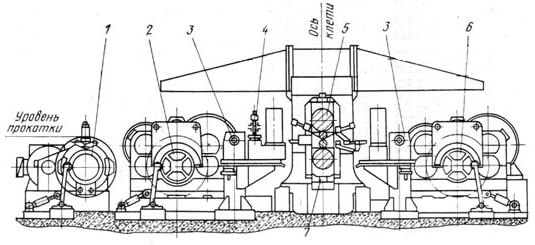
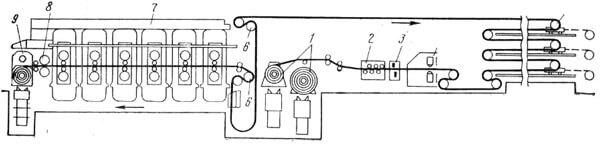
Состав оборудования прокатного производства и метод процесса прокатки определяют тип стана.Это или нереверсивный, или, наоборот, реверсивный, или непрерывный агрегат прокатки. К нереверсивному стану можно отнести стан с одной клетью (одноклетьевой), схематично представленный на рис.1. Направление вращения валков не меняется. Прокатываемая полоса подается всегда со стороны моталки, и на выходе всегда транспортируется от разматывателя. Такое оборудование используют для прокатки листового материала или полосы в рулонах, когда прокатка может осуществляться в один проход. Это характерно для прокатки алюминиевой фольги или для прокатки на дрессировочном стане (рис.2). К реверсивному стану можно отнести также стан с одной клетью (одноклетьевой), схематично представленный на рис.3. Направление вращения валков меняется. Полоса прокатывается сначала в одном направлении, затем в другом, делая при этом несколько проходов, которые определяют получение конечных параметров готового проката. К непрерывному стану относится стан с множеством клетей (многоклетьевой), схематично представленный на рис.4. Клети на стане следуют друг за другом, процесс прокатки идет непрерывно, сразу по всем клетях. Производство холодного проката может состоять из 6 клетей (для жести и тонких полос) или может иметь до 20 клетей при прокатке мелкосортного проката специальных сталей. Направление вращения валков не меняется. Прокатываемая полоса подается всегда со стороны моталки, и на выходе всегда транспортируется от разматывателя.  Сегодня все холодные станы непрерывной прокатки оснащены регуляторами процесса прокатки, работающими в режиме автоматики и позволяющими вести процесс непрерывно, без останова агрегата. В момент удаления готового рулона на выходе на входе идет заправка следующего рулона (рис. 5). Входная часть таких станов оснащена группой разматывателей, состоящей из 2-х разматывающих устройств, правильно-растяжной машиной 2, ножницами 3, сварочной машиной 4, петлевыми накопителями 5, необходимыми агрегату в момент выполнения сварного шва при замедленной скорости, натяжными S-роликами 6. На выходе непрерывного стана 7 стоят летучие ножницы 8 и две моталки 9. При достижении рулонов заданной длины летучие ножницы, работающие по принципу гильотины, отрезают полосу, и конец рулона следует на вторую моталку. При работе ножниц скорость прокатки составляет 5 м/сек. Сегодня большого внимания заслуживают комбинированные линии, состоящие из линии травления и стана холодной прокатки. Линия травления имеет скорость, согласованную с высокой скоростью обработки материала на линии холодной прокатки. На линии траления и на стане работает качественная система отсоса паров кислоты и эмульсии, что щадящим образом сказывается на оборудовании обеих линий. Накопитель полосы может быть вертикальным, что уменьшает длину комбинированной линии в целом. Комбинированные линии имеют свои преимущества: |
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 525. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |