|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Определение деформаций полотна продольной переборки. ⇐ ПредыдущаяСтр 3 из 3
Определение деформаций продольного и поперечного укорочения полотнища при сварке.
1. Вычислить погонную энергию.
2. Найти продольное укорочение по формуле
где В – ширина листа, (см); S – толщина листа (см).
1) Объем продольного укорочения сварных соединений пазовых швов.
2) Объем поперечного укорочения сварных соединений стыковых швов.
3. Находим поперечное укорочение по формуле.
1) Объем продольного укорочения сварочного соединения стыкового шва.
2) Объем продольного укорочения сварочных соединений пазовых швов.
3 Технологическая часть проекта
3.1 Технологические требования по сборке конструкции поперечной переборки
3.1.1 Основной металл, поступающий на предприятие-изготовитель для изготовления сворных конструкций и изделий, должен иметь сертификат, удостоверяющий качество металла, соответствие требованиям на поставку. На основной металл, предназначенный для изготовления сварных конструкций и изделий должен быть сертификат. 3.1.2 Сборку под сварку соединений при изготовлении конструкции следует производить по рабочим чертежам и технологическому процессу, разработанному в соответствии с требованиями РД5.90095 и РД5.9083. 3.1.3 Детали, поступающие в сборочно-сварочный цех, должны быть изготовлены в соответствии с требованиями к точности размеров и формы, заданными в чертеже или в технической документации, загрунтованы, выправлены, замаркированы, приняты службами  технического контроля и иметь сопроводительную документацию в соответствии с требованиями РД5.9091. 3.1.4 Изготовление конструкции переборки должно производиться в закрытом помещении при температуре воздуха, обеспечивающей условия труда и выполнение отдельных технических операций. 3.1.5 Стенды для сборки и сварки плоских конструкций должны быть достаточно жесткими, оборудованными приспособлениями для закрепления и выполнения сварки. 3.1.6 До начала выполнения сборочно-сварочных работ сборочные стенды и оснастка должны быть зачищены от временных креплений и прихваток с помощью газовой резки с последующей зачисткой. Проверить стенд на горизонтальность и прямолинейность согласно ОСТ5.9324-79. 3.1.7 Сварочные материалы, предназначенные для сборки, подвергаются не менее тщательному контролю, чем сварочные материалы, предназначенные для сварки согласно РД5.9083. Так как это напрямую влияет на качество сварного шва. 3.1.8 Кромки свариваемых деталей и прилегающие к ним поверхности, подлежащие сварке, должны быть зачищены непосредственно перед сборкой от влаги, краски, масла, ржавчины и окалины до чистого металла. 3.1.9 При зачистки поверхности инструментом величина снимаемого слоя не должна превышать допустимых отклонений на толщину металла, предусмотренных условиями на поставку. 3.1.10 Закрепление деталей при сборке конструкции под сварку должны выполнятся при помощи прихваток
Размеры прихваток и расстояние между ними представлены в таблице 20
Таблица 20 Размеры прихваток и расстояние между ними
3.1.11 На участках пересечения сварных соединений запрещено располагать прихватки на 3.1.12 Прихватки должны быть зачищены от шлака и брызг. Некачественно выполненные 3.1.13 Гребенки при сборке следует устанавливать под углом около 45 к оси сварного шва 3.1.14 Толщина гребенок, изготовленных из листа, должна быть в пределах 0,5 8 но более 3.1.15 Удаление приваренных гребенок и других временных креплений производиться 3.1.16 Правка корпусных конструкций производится, если общие и местные деформации 3.1.17 Приварку гребенок и других креплении следует производить односторонним швом
3.1.18 Перед автоматической сваркой приварить по стыкам полотнищ выводные планки зачистить. 3.1.19 Сборка и сварка полотнищ следует производить на плоских сборочных стендах. 3.1.20 По концам стыковых соединений следует выполнять по 2-3 усиленных прихватки
3.2 Технологические требования по сварке конструкции поперечной переборки
3.2.1Сварку конструкций следует производить, руководствуясь требованиям чертежей, Технических условий 3.2.2 К работам по сварке приступать только после сдачи сборки под сварку УКП или 3.2.3 Непосредственно перед началом работы мастер по сварке должен проверить чистоту 3.2.4 Сварочные работы выполнить строго по чертежу. При необходимости разрешается 3.2.5Сварка плоских полотнищ производится автоматической сваркой под флюсом. 3.2.6 Сварка тавровых и угловых соединений на узловой сборке может выполняться автоматической и полуавтоматической сваркой под флюсом, полуавтоматической в среде 3.2.7 Вылет электрода при полуавтоматической сварки должен быть не более 15 мм 3.2.8 Ширина валика при полуавтоматической сварки должна быть 12-16 мм 3.2.10 Количество сварочных материалов, выдаваемых сварщику должно быть не более 3.2.11 Зазоры, превышающие допустимые должны исправляться наплавкой, если 3.2.12 Сварка объемных секций и узлов выполняется ручной или полуавтоматической 3.2.13 Швы большой протяженности (более 3-х метров), необходимо выполнять блоками. 3.2.14 Каждый валик перед наложение следующего, а также весь шов после его Окончания, необходимо тщательно зачистить от шлак и брызг вместе с прилегающими ко 3.2.15 В целях уменьшения количества налипаемых брызг, околошовную зону на ширину 50-80мм с каждой стороны шва перед сваркой необходимо закрывать негорючими 3.2.16 Поверхность швов должна отвечать требованиям РД5.121-85. 3.2.17 Исправление дефектов сварных швов производится согласно РД5.1078-76. 3.2.18 Выборку внутренних дефектов производить воздушно-дуговой строжкой, с зачисткой канавки зубилом и стальной щеткой. 3.2.19 Исправление дефектов производить рунной сваркой электродами, которые 3.2.20 При отрицательных температурах, а также, если это предусмотрено документацией, сварку необходимо начинать предварительно подогрев кромки деталей непосредственно перед сваркой. 3.2.21 При сворке где требуется несколько проходов последний проход рекомендуется производить по методу «отжигающего валика». 3.2.22 При окончании валика необходимо тщательно заварить кратер, для исключения тщательной зачистки кратера зубилом и стальной щеткой. 3.2.23 Не допускается возбуждать дугу на поверхности основного металла и выводить на 3.2.24 В месте пересечения сварных швов, для получения качественного соединения, 3.2.25 В процессе работы производственный мастер должен периодически проверять: -режимы сварки -правильность применения и пригодность сварочных материалов
3.3 Технологический процесс сборки и сварки поперечной переборки
Таблица корпусных узлов
3.3.1 Сборка и сварка полотна переборки 3.3.1.1 Подготовить стенд согласно пункту 3.1.6 3.3.1.2 Подать краном детали (позиция 1/2; 2/3; 3; 4) Проверить маркировку 3.3.1.3 Зачистить стыкуемые кромки согласно пунктам 3.1.8; 3.1.9 3.3.1.4 Уложить листы на стенде, выдерживая зазоры согласно узлу сварки ГОСТ 8713-13 С7 АФ 3.3.1.5 Установить прихватки 3.3.1.6 Раскрепить полотно к стенду Г-образными гребенками 3.3.1.7 Установить выводные планки 3.3.1.8 Установить грузы 3.3.1.9 Сдать сборку УКП. При этом проверить:
3.3.1.10 Заварить с первой стороны Сварку производить согласно рисунку 2
Рисунок 2
3.3.1.11 Освободить полотно и перекантовать 3.3.1.12 Раскрепить полотно при помощи Г-образных гребенок 3.3.1.13 Проверить качество корня шва 3.3.1.14 Заварить со второй стороны 3.3.1.15 Освободить, удалить выводные планки 3.3.1.16 Сдать сварные швы по внешнему осмотру на отсутствие внешних дефектов 3.3.1.17 Установить полотно на тумбы и проверить на отсутствие внутренних дефектов
3.3.2 Сборка и сварка доковой стойки (узел 3) и шельфов (узел 2/6)
Сборку и сварка доковой стойки (узел 3) и шельфов (узел 2/6) производить согласно пункту 1.5.3.3
3.3.3 Сборка и сварка книц (узел 4,5) на плоском металлическом стенде 3.3.3.1 Разместить детали на стенде 3.3.3.2 Проверить маркировку металла 3.3.3.3 Разметить детали под сборку 3.3.3.4 Зачистить стыкуемые кромки до металлического блеска 3.3.3.5 Установить поз10+поз11 и поз12+поз13 согласно разметки 3.3.3.6 Установить прихватки 3.3.3.7 Сдать сборку УКП: 1)Маркировка детали 2)Величина зазора 3)Разделка кромок 4)Качество прихваток, их величину и расстояние между ними 5)Вертикальность уз4 и уз5 6)Величину и качество зачищаемых кромок 3.3.3.8 Сварку производить полуавтоматом ПДГ-322М в среде СО2 3.3.3.9 Удалить шлак металлической щеткой 3.3.4 Сборка и сварка поперечной переборки производится на плоском металлическом стенде 3.3.4.1 Подготовить стенд 3.3.4.2 Подать краном полотно, раскрепить к стенду пи помощи Г-образных гребенок 3.3.4.3 Произвести разметку установки набора согласно чертежу, накернить. Зачистить место установки набора до металлического блеска 3.3.4.4 Установить доковую стойку (узлы 3,4,5), закрепить ее прихватками согласно пункту 3.1.10 ручной сваркой применяя выпрямитель ВДМ-1601, балластный реостат РБ-306 и электроды УОНИИ 13/45А 3.3.4.5 Установить шельфы (узлы 2/6), закрепить их прихватками согласно пункту 3.1.10 ручной сваркой применяя выпрямитель ВДМ-1601, балластный реостат РБ-306 и электроды УОНИИ 13/45А 3.3.4.6 Установить ребра жесткости (позиция 5/8), кницы (позиция 14/16, 15/6) закрепить их прихватками согласно пункту 3.1.10 ручной сваркой применяя выпрямитель ВДМ-1601, балластный реостат РБ-306 и электроды УОНИИ 13/45А 3.3.4.7 Сдать сборку УКП
3.3.4.8 Сварку поперечной переборки производить одновременно четырем сварщикам в следующей очередности:
3.3.4.9 Проверить швы набора внешним осмотром согласно пункту 3.5.2 и измерить в объеме 100% и МПД согласно пункту 3.5.4 в объеме 50% 3.3.4.10 Сдать сборку УКП
3.4 Меры предупреждения сварочных деформаций
3.4.1 СВАРОЧНЫЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ
Сварка, как и другие процессы обработки металлов (штамповка, литье, термическая обработка), вызывает возникновение в изделиях собственных напряжений. Собственными напряжениями называются напряжения, которые существуют в изделии без приложения внешних сил. Поэтому в самый начальный период создания сварных конструкций, на стадии их проектирования, необходимо предусматривать возможность появления в них значительных остаточных напряжений и деформаций, которые могут изменить проектные формы и размеры. В тех случаях, когда изменение размеров конструкции выходит за пределы допустимых, приходится применять специальные меры по предотвращению или уменьшению остаточных сварочных деформаций и напряжений. Для этого необходимо знать систему их классификаций и основные законы их возникновения. В зависимости от причины, вызвавшей напряжения, различают:
– тепловые напряжения, вызванные неравномерным распределением температуры при сварке в результате литейной усадки;
– структурные напряжения, возникающие вследствие структурных превращений, сопровождающихся переохлаждением аустенита в околошовной зоне и образованием продуктов закалки мартенсита, объем которого больше объема исходной структуры.
При наплавке валика на кромку полосы валик и нагретая часть расширяются и растягивают холодную часть полосы, создавая в ней растяжение с изгибом. Сам же валик и нагретая часть полосы будут сжаты, поскольку их расширению препятствует холодная часть полосы. Полоса прогнется выпуклостью вверх. При остывании валик и нагретая часть полосы, претерпев пластические деформации, будут укорачиваться, но этому опять воспрепятствуют слои холодного металла. Валик и нагретая часть полосы будут стягивать верхние волокна, и полоса прогнется выпуклостью вниз. Усадка происходит при остывании металла. Металл становится более плотным, его объем уменьшается, и в сварном соединении возникают внутренние напряжения. Из-за продольных напряжений изделие коробится в продольном направлении, а поперечные – приводят к угловым деформациям – короблению в сторону большего объема расплавленного металла. Сварка металлов протекает в широком интервале температур, при этом интенсивному нагреву подвергаются шов и околошовная зона, а удаленные от шва участки могут вовсе не подвергаться нагреву. Нагрев приводит к изменению как физических, так и механических характеристик металла, с этим при сварке необходимо считаться. Поэтому рассмотрим, как изменяются свойства низкоуглеродистой стали в зависимости от температуры испытания. Мероприятия по уменьшению собственных напряжений при сварке можно разделить на конструктивные и технологические. Грамотный подход к конструированию сварных соединений и правильное расположение швов в сварной конструкции ведет не только к облегчению изготовления конструкции, но способствует также снижению собственной напряженности.
К конструктивным мероприятиям относятся:
1. Выбор основного металла и электродов для изготовления проектируемой конструкции. Основной металл не должен иметь склонности к образованию закалочных структур при остывании на воздухе. Электроды должны давать наплавленный металл, пластические свойства которого не ниже пластических свойств основного металла. Это, в первую очередь, относится к связующим швам, сечение которых под действием внешней нагрузки работает совместно с основным металлом. 2. Недопускается скопление швов и их пересечение, особенно в конструкциях, которые при эксплуатации будут работать на ударную и переменную нагрузку, в целях уменьшения плоскостных и объемных напряжений 3. Недопускается применение сварных швов, образующих небольшие замкнутые контуры, например вставка латок, приварка усилений, так как это увеличивает плоскостную напряженность. 4. Недопускается применение косынок, накладок и т.д., так как все это ведет к увеличению плоскостных напряжений. Количество швов должно быть, по возможности, минимальным, а их сечение не должно превышать заданных проектом размеров. 5. При расстановке ребер жесткости следует располагать их таким образом, чтобы при сварке нагреву подвергались одни и те же места основного металла, так как это уменьшает поперечную усадку стенки, а следовательно, и всей конструкции. 6. Применять преимущественно стыковые швы, которые являются менее жесткими и у которых концентрация силовых напряжений значительно меньше, чем в угловых швах. 7. В стыковых соединениях деталей разной толщины в целях более равномерного нагрева и провара стыкуемых кромок, а также равномерного распределения силового потока следует скашивать кромку листа, имеющего большую толщину. 8. При проектировании сложных сварных конструкции необходимо предусматривать возможность изготовления их в виде отдельных сварных узлов, которые потом будут соединены в целую конструкцию. Это уменьшает влияние связей на усадку швов и снижает плоскостную напряженность. 9. В сварных конструкциях, состоящих из деталей сложной конфигурации, необходимо применять штампованные и литые узлы, которые свариваются с остальными деталями всей конструкции. 10. Расположение швов не должно затруднять применение механизированных способов сварки, повышающих качество наплавленного металла, производительность работ и уменьшение внутренних напряжений в сварных швах. 11. В обязательном порядке предусматривать и проектировать специальные сборочно-сварочные приспособления и кондукторы, обеспечивающие точность сборки и правильную последовательность сварочных работ. 12. Технологические мероприятия в процессе сварки могут быть самые разнообразные, это зависит от характера соединений и начальных условий. Их можно подразделить на мероприятия, проводимые в процессе сварки, и мероприятия, проводимые после сварки. Основными из них являются следующие. 1. Выбор правильного теплового режима сварки в части нагрева основного металла. Как правило, для уменьшения пиков остаточных напряжений и во избежание трещин при сварке свободных деталей, и особенно закаливающихся сталей, тепловой режим сварки целесообразно повышать, чтобы увеличить объем разогреваемого металла и уменьшить этим скорость остывания. При сварке больших толщин и закаливающихся сталей целесообразно выполнять предварительный подогрев. Наоборот, при сварке в стык жестко закрепленных деталей в целях избежания трещин и разрывов следует стремиться к уменьшению поперечной усадки и применять пониженные тепловые режимы. Сварку закрепленных деталей большой толщины следует производить многослойными швами, причем вначале осуществлять наложение слоев попеременно по кромкам разделки, а затем заполнять середину шва. Применять для этого следует электроды, дающие наплавку с повышенными пластичными свойствами. 2. Выбор правильной последовательности наложения швов Порядок наложения отдельных швов должен быть таким, чтобы свариваемые детали находились в свободном состоянии, особенно это относится к стыковым швам, у которых большая поперечная усадка. Поэтому в первую очередь свариваются стыковые швы, а затем угловые. Так, при сварке двутавровых балок вначале завариваются стыки полок и стенки, а затем поясные швы. При сварке цилиндрических резервуаров вначале сваривают стыки каждого пояса, а затем сваривают пояса между собой. Сварку каждого шва в отдельности необходимо выполнять напроход или от середины к краям, но ни в коем случае не варить от краев шва к его средине. Прихватки при сборке или закреплении, создаваемые ранее наложенными швами, должны находиться от места стыка на расстоянии не менее 0,5 м. Нельзя ставить прихватки на пересечении швов. 3. В целях снижения поперечной усадки необходимо уменьшать зазоры в стыковых швах. Сварку производить с глубоким проваром корня шва. Процесс сварки вести быстро, чтобы остывание по толщине и длине шва было более равномерным. В этом отношении большие преимущества имеет автоматическая и полуавтоматическая сварка под флюсом. 4. Швы больших сечений целесообразно выполнять в несколько слоев. При многослойной сварке частично производится постепенный отпуск ранее наложенных слоев и уменьшается объем металла, в котором остаточные напряжения растяжения достигают высоких значений. Многослойные швы, особенно при сварке жестких деталей, рекомендуется выполнять с перевязкой слоев. Длина участков должна быть 50–70 мм, чтобы металл одного слоя не остыл до наложения последующего. 5. В целях уменьшения влияния жестких связей, создаваемых швами, и удобства автоматизации сварки рекомендуется узлы сваривать отдельно, а потом соединять их в целую конструкцию. 6. Место сварки должно быть защищено от атмосферных осадков, холода и сквозняков. Чем выше температура окружающей среды, тем равномернее и медленнее происходит остывание шва и снижение собственных напряжений. Сварка на морозе, на сильном ветре, сквозняке часто приводит к трещинам. 7. Точность сборки гарантирует равномерное сечение швов и уменьшает пики напряжения от поперечной усадки в отдельных участках шва. 8. Применение кондукторов для сборки и сварки способствует понижению напряжений. В кондукторах с зажимами, позволяющими взаимное перемещение деталей при усадке швов, напряжения понижаются. В кондукторах с жесткими закреплениями тоже наблюдается некоторое снижение напряжений. Несмотря на то, что в процессе наложения швов остаточные напряжения в силу жестких связей остаются большие, однако затем, после снятия с кондуктора, они снижаются. Действие жестких кондукторов подобно предварительному растяжению, которое, как известно, ведет к снижению остаточных напряжений. Если при сборке конструкции ставились прихватки, то в процессе сварки они должны быть хорошо проварены. 9. Предварительный подогрев изделия и поддержание его в процессе сварки снижает собственные напряжения. Предварительный подогрев создает более равномерное распределение тепла по сечению изделия при остывании шва. Подогретый перед сваркой металл остывает одновременно с остыванием шва, и усадка шва не встречает препятствий со стороны прилегающих зон основного металла. Даже подогрев до 150…200 °С часто обеспечивает сварку больших толщин углеродистых и легированных сталей без появления трещин. Лучше предварительный подогрев производить до более высоких температур. Подогрев рекомендуется применять при сварке сталей с содержанием углерода более 0,3 %. Подогрев является целесообразным и при сварке больших толщин из низкоуглеродистой стали. 10. При заварке трещины, с целью выявления области распространения, необходим предварительный подогрев и выполнение засверловки ее концов.
К технологическим мероприятиям по уменьшению деформации, проводимым в процессе сварки, относятся следующие:
1. Режим сварки должен быть выбран таким, чтобы ширина активной зоны была возможно меньше. Для этого следует повышать скорость сварки, чтобы удельная энергия нагрева была меньше. Для равномерного нагрева металла по толщине целесообразно повышать плотность тока, чтобы провар металла был глубоким. Глубокий провар поясных швов тавровых и стыковых соединений ведет к выравниванию поперечной усадки по толщине шва и уменьшению угловой деформации. В некоторых случаях при выполнении второго из двух симметричных относительно оси изделия швов целесообразно повышать режим сварки в целях увеличения активной зоны, чтобы усилиями второго шва полностью устранить прогиб, вызванный наложением первого шва. 2. Наложение швов вести в таком порядке, при котором деформирование от предыдущего шва ликвидируется обратной деформацией после наложения последующего шва. 3. При обратноступенчатом методе сварки деформация меньше, так как внутренние усилия, порождаемые усадкой на участках шва, действуют на сравнительно небольшие области металла и на соседних участках они направлены в противоположные стороны. 4. Проковка швов в процессе сварки заметно уменьшает деформации. Проковка уплотняет шов путем расплющивания остывающего слоя наплавки и в результате уменьшает действие усадки шва. Последний облицовочный слой шва проковывать не рекомендуется, чтобы не вызвать появления трещин на поверхности шва. 5. Предварительный подогрев всего свариваемого изделия ведет к понижению остаточных напряжений и уменьшению остаточных деформаций. 6. Искусственное охлаждение разогретого металла путем теплоотводящих подкладок или при помощи проточной воды уменьшает активную зону и снижает продольную усадку. Однако такое мероприятие при одностороннем действии может вызвать неравномерность нагрева по толщине металла и способствовать появлению угловой деформации. 7. Для устранения прогиба применяют предварительный выгиб свариваемых изделий. Пластический обратный выгиб перед сваркой ограничивает изгиб после окончания сварки. Действие момента от усадочного усилия при сварке уравновешивается упругим противодействием волокон удаленного от шва края изделия, в которых при предварительном выгибе образовались пластические деформации сжатия. 8. Стыки тонколистовых соединений резервуаров и оболочек целесообразно сваривать на магнитных стендах. Магнитные стенды, хотя и не препятствуют поперечной усадке в плоскости листов, зато удерживают листы от поворота и уменьшают угловую деформацию. 9. При сварке тонких листов по замкнутому контуру средняя область листа, подвергаясь всестороннему сжатию от действия усадочных усилий вдоль шва, выпучивается от потери устойчивости. Во избежание выпучивания целесообразно перед сваркой произвести местный подогрев средней области листа, т. е. нагрев места листа, в котором ожидается вершина выпучивания. 10. В целях уменьшения коробления и появления волнистости на неприваренной (свободной) кромке широкого листа при приварке его кромки какой-либо детали у свободной кромки прихватывают временные жесткости в виде уголков или полос, которые после сварки удаляют. 11. Сварка деталей в закрепленном положении и сварка в кондукторах снижает остаточные деформации. 12. В целях устранения выпучивания или волнистости вследствие потери устойчивости тонколистовых элементов сварной конструкции весьма эффективным мероприятием является предварительное растяжение тонких листов и приварка их в растянутом состоянии к другим элементам конструкции. В результате остаточные напряжения осевого сжатия значительно уменьшаются и явление потери устойчивости устраняется.
3.5 Контроль качества сварных швов
3.5.1 Качество сварных соединений
Под качеством продукции понимают совокупности свойств и меру полезности продукции, удовлетворяющие определенным общественный и личным потребностям в соответствии с ее назначением. Применительно к сварным соединениям показателями качества служат такие свойства, как прочность, отсутствие дефектов, число их исправлений и др.
Основные факторы, влияющие на качество сварных соединений, можно разделить на две группы: конструктивно-эксплуатационные (конструкция соединения, качество основного металла, условия эксплуатации и др.); технологические (качество сварочных материалов, оборудование, подготовка и сборка, выбор параметров режима сварки, квалификация оператора).
Различают три этапа контроля качества: предварительный контроль; текущий контроль; контроль в готовом изделии.
В процессе предварительного контроля проверяют качество исходных материалов, заготовок, подлежащих сварке, сварочных материалов, сборки под сварку, сварочного оборудования и приспособлений.
В процессе текущего контроля проверяют внешний вид шва, его геометрические размеры, проводят измерения изделия, осуществляют наблюдение за выполнением технологического процесса.
Для контроля качества сварного соединения в готовом изделии существуют следующие методы: наружный осмотр и проверка размеров швов; механические испытания швов; гидравлические испытания сварных сосудов и трубопроводов на прочность и непроницаемость; радиационный; акустический; магнитный; электромагнитный и др.
3.5.2 Внешний осмотр и измерения сварных швов. Проверяют: 1. наличие внешних дефектов(поры, шлаковые включения, кратеры, свищи, подрезы, брызги металла, наплывы и др.) 2. размеры шва (калибр) Этому методу контроля подвергаются все сварные швы в объеме 100% 3.5.3 Радиационные методы контроля
К радиационным методам контроля относится контроль гамма- и рентгеновскими лучами, наиболее распространенный во всех отраслях народного хозяйства. В общем объеме применяемых неразрушающих методов контроля он составляет около 80%.
Применение портативных переносных рентгеновских аппаратов типаРУП-120-5-1, ИРА-1Д, новых рентгеновских пленок, проявителей и ксерорадиографии значительно расширило границы применения рентгено- и гамма-просвечивания в условиях строительства.
Рентгеновские и гамма-лучи — это коротковолновые электромагнитные колебания, аналогичные световым лучам, но с меньшей длиной волны.
Гамма-излучение является продуктом распада ядра атома, а рентгеновское излучение имеет внеядерное происхождение.
Это излучение, открытое в 1895 г. физиком Рентгеном, возникает при бомбардировке вещества (анода) потоком электронов высокой энергии.
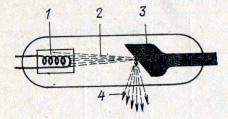
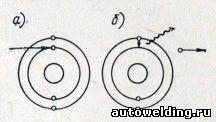
Как правило, в качестве источника рентгеновских лучей применяется рентгеновская трубка (рис. 49), представляющая собой стеклянный баллон с высоким вакуумом внутри него (разрежение 10-6—10-7 мм рт. ст.). В баллоне имеются два электрода: анод, соединенный с положительным полюсом высоковольтного генератора, и катод, соединенный с отрицательным полюсом. Ток, проходя через катод (тонкую вольфрамовую нить накаливания, свернутую в спираль), нагревает его до температуры 2000— 2400° С, при которой возникает эмиссия электронов с поверхности катода. Поток отрицательно заряженных электронов притягивается положительно заряженным анодом, вызывая появление в рентгеновской трубке анодного тока. Зона анода, о которую ударяются электроны, называется фокусным пятном. В момент удара электронов о поверхность анода их кинетическая энергия переходит частично в тепловую энергию, а частично в энергию рентгеновского излучения — рентгеновские лучи, представляющие собой разновидность электромагнитных колебаний. Происходит это следующим образом. Быстро летящая частица, ударяясь об атом, пробивает его внешнюю электронную оболочку и выбивает с внутренней оболочки один из электронов (рис. 4). На освободившееся место мгновенно переходит электрон с одной из внешних оболочек. Переход электронов с одного энергетического уровня (внешняя орбита) на другой (внутренняя) сопровождается излучением с частотой, соответствующей разности между этими уровнями. Изменяя ток накала нити и соответственно температуру накаливания, регулируют эмиссию электронов с поверхности катода и величину анодного тока в рентгеновской трубке
Рис. 3 Схема рентгеновской трубки 1 — катод; 2 — пучок электронов; 3 — анод (мишень); 4 — рентгеновские лучи
Рис. 4 Уход электрона с оболочки (а) и переход электрона с внешней оболочки на внутреннюю (б)
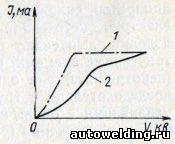
Рис. 5 Вольтамперная характеристика рентгеновской трубки I - сила тока; V - напряжение; 1 - теоретическая кривая; 2 — фактическая кривая
Приведенная на рис. 3 рентгеновская трубка является диодом и имеет вольтамперную характеристику согласно рис. 5
В промышленности для просвечивания материалов сварных соединений выпускают рентгеновские трубки различной конструкции маркируемые буквами и цифрами. Например, маркировка рентгеновской трубки 0.4БПМ-2-120 расшифровывается так: 0,4 — предельно допустимая мощность трубки в квт; Б — условия работы а именно, в масле в защитном безопасном кожухе; П - использование для просвечивания; М - охлаждение трубки масляное и проточное; 2 — номер модели трубки; 120 — предельно допустимое анодное напряжение в кв. Радиографическому методу контроля подвергаются стыковые швы полотна поперечной переборки в объеме 50%
3.5.4 Магнитные методы контроля
Основаны на регистрации магнитных полей рассеяния над дефектами или магнитных свойств контролируемого объекта. Применяют для обнаружения поверхностных и подповерхностных дефектов в деталях и полуфабрикатах различной формы, изготовленных из ферромагнитных материалов. К ним относятся магнитно-порошковый, магнитно-графический, феррозондовый, магнитно-индукционный и другие методы.
Магнитные поля рассеяния над дефектами регистрируются в магнитно-порошковом методе с помощью ферромагнитного порошка или суспензии, в магнитно-графическом — с помощью ферромагнитной ленты и в феррозондовом — с помощью чувствительных к магнитным полям феррозондов.
Магнитно-порошковый метод нашел широкое применение на заводах промышленности, ремонтных предприятиях и эксплуатирующих подразделениях. С его помощью надежно выявляют поверхностные трещины, микротрещины, волосовины, флокены и другие дефекты. Магнитопорошковому методу контроля подвергаются швы приварки набора к полотну в объеме 50%.
4 Правила ТБ и ПБ при выполнении сборочно-сварочных работ
Техника безопасности при выполнении сварочных работ
Места проведения сварочных работ могут быть постоянными и временными. Постоянное рабочее место — это место, на котором работающий находится большую часть своего рабочего времени (более 50 %, или более 2 ч непрерывно). Рабочим местом называется место постоянного или временного пребывания работающих в процессе трудовой деятельности. Рабочей зоной называется пространство высотой до 2 м над уровнем пола или площадки, на которых находится рабочее место. При выборе сварочных процессов следует учитывать уровень их безопасности, т. е. должна учитываться возможность поражения электрическим током, выделение мелкодисперсной пыли и вредных газов, интенсивность светового, инфракрасного и ультрафиолетового излучения. Сварочные работы на объектах народного хозяйства должны выполняться в соответствии с требованиями ГОСТ 12.3.003—86, ГОСТ 12.3.002—75 и правил пожарной безопасности при проведении сварочных работ. При ручной дуговой сварке штучными электродами и при полуавтоматической сварке в среде защитных газов и их смесей порошковой проволокой и проволокой сплошного сечения образуются следующие вредности: твердая и газообразная фаза сварочного аэрозоля; видимая, инфракрасная и ультрафиолетовая части излучения оптического диапазона; искры и брызги расплавленного металла; статическая нагрузка на одну руку; напряжение зрительной работы. При автоматической сварке под флюсом на рабочего действуют такие профессиональные вредности, как высокая или низкая температура свариваемого металла, твердая и газообразная фазы сварочного аэрозоля. При газовой сварке и резке образуются такие профессиональные вредности, как сварочный аэрозоль, световое и тепловое излучение, искры и брызги расплавленного металла. Электробезопасность — система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статистического электричества. Общие требования электробезопасности регламентируются ГОСТ 12.1.013—78, а электросварочные устройства должны удовлетворять требованиям ГОСТ 12.2.003— 74 и ГОСТ 12.2.007.8—75.
Электросварщики ручной дуговой сварки и электросварщики на автоматических и полуавтоматических машинах должны иметь квалификационную группу по технике безопасности не ниже II и такую же группу по электробезопасности. Рабочие должны знать, что электротравмы возникают при прохождении тока через тело человека. Величина этого тока зависит от физиологического состояния человека, его здоровья, переутомления, нервного возбуждения и электропроводности кожи, которая колеблется в очень широких пределах (раны и ссадины резко снижают сопротивление электрическому току). Тяжесть поражения электрическим током зависит от величины тока и напряжения, от пути прохождения тока и длительности его воздействия, а также от частоты тока — с повышением частоты поражающее действие тока снижается. Поражение током в производственных условиях происходит в результате прикосновения человека к токоведущим частям оборудования, находящегося под опасным напряжением. По закону электротехники сила тока, проходящего через проводник, прямо пропорциональна напряжению и обратно пропорциональна сопротивлению проводника, т. е. чем больше электрическое сопротивление тела человека, его одежды и обуви, тем меньше величина тока будет через него проходить при напряжении, которое на него воздействует. Ток величиной 0,002 А переносится человеком безболезненно. Ток величиной до 0,05 А вызывает болевое ощущение и в определенных условиях опасен. Ток величиной более 0,05 А уже опасен для человека и при стечении обстоятельств может привести к трагическим последствиям. В зависимости от проводимости тела человека и допустимой величины тока, проходящего через него, установлено, что при работе в сырых помещениях практически безопасно напряжение до 12 В. В сухих помещениях допускается безопасное соприкосновение с деталями и конструкциями, находящимися под напряжением 36 В. Случаи поражения электрическим током занимают значительный удельный вес в общем объеме травматизма, поэтому каждый рабочий и инженерно-технический работник должны хорошо знать не только меры по предотвращению поражения электрическим током, но и правила освобождения человека от действующего на него тока и правила оказания первой доврачебной помощи.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 280. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 ,
,  - объем (см3)
- объем (см3)

 т.к.
т.к. 

 т.к.
т.к.