|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
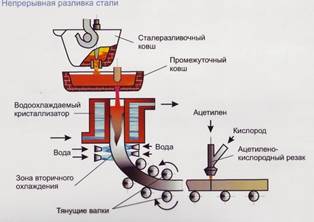
В2. Консистентные (густые) смазки. Применение. Способы подвода. ⇐ ПредыдущаяСтр 9 из 9 Консистентные (пластичные) смазки — применяемые в тех узлах, в которых конструктивно невозможно применение жидких смазочных материалов. Пластичные смазки, они же консистентные смазки - это смазочные материалы, проявляющие в зависимости от нагрузки свойства жидкости или твёрдого тела. Частицы загустителя в составе пластичных смазок, имеющие коллоидные размеры, образуют структурный каркас, в ячейках которого удерживается дисперсионная среда (масло). При обычных температурах и малых нагрузках она проявляет свойства твердого тела, т. е. сохраняет первоначальную форму, а под нагрузкой начинает деформироваться и течь подобно жидкости. После снятия нагрузки пластичная смазка вновь застывает.Это позволяет упростить конструкцию и снизить вес узлов трения, предотвращает загрязнение окружающей среды. Сроки смены пластичных смазок больше, чем смазочных материалов. В современных механизмах пластичные смазки часто не меняют в течение всего срока их службы. Пластичные смазки получают, вводя в нефтяные, реже синтетические, масла 5—30 (обычно 10—20) % твёрдого загустителя. Процесс производства периодический. В варочных котлах готовят расплав загустителя в масле. При охлаждении загуститель кристаллизуется в виде сетки мелких волокон. В3. Центровка валов. Центровка - это операция по смещению валов для устранения несоостности. Несоостность - приводит к биению, разрушению валов условно скорость их менее 4м\с. Центровку скоростных валов произведет специалисты центровщики .  Несоостность валов бывает : параллельная смещением вала , с перекосом вала, смешанный перекос. Цель центровки : определить направление , размер смещения валов для получения соостности Инструменты центровки : при параллельном смещении - линейки , пластинчатые щупы, скобы. пир перекосе валов применяют клиновые щупы, замеряют торцевой зазор , после центровки проверить индикатором если отсутствует визуа. Балансировка - это операция усранения смещения центра детали от центра вращения . Бывает динамическое - для скоростных деталей . Статическое - для нескоростных деталей больше 4м\с скоростные , меньше 4м\с нескоростные. Приблизительная баланировка - методом подбора , уточненная - спомощью оптичных грузов. В4. Система отверстия. Система вала. Сущность. Согласно ЕСДП сопрягаемые детали условно разделили детали типа вал и детали типа отверстия . Поле допуска отверстия обозначается заглавной буквой . Поле допуска вала прописной В обозначении посадок сущ. 2 системы.Система вала - когда поле допуска вала неизменна всегда. посадку получают меняя поле допуска отверстия. Система отверстий - когда поле допуска неизменная. Посадку получаем меняя поле допуска вала. В5. ККЦ ККЦ служит для выплавки стали путём продукции шихты (металлолом, жидкий чугун, раскислители) С помощью продувки шихты техническ кислородом 1.6МПа в конверторе происходит изотермический процех нагрева шихты окисления и удаление углерода и вредных примесей шлак. Производительность ККЦ 10млн тонн стали в год Уст-во 1) Отделение магнитных материалов (копровые цеха) 2) Шихтовое отделение (бункера,конвейеры) 3) Конверторное отделение 4) Миксерное отделение 5) Разливочное отделение МНЛЗ 6) Шлако-разделка Оборудование конверторного отделения. 1 Скраповоз Q 70т 2) Шлаковоз вместимость 350т 3) Конвертор (3шт, ёмкость 370т) 4) Завалочная машина (2х200т) 5) Машина для подачи кислорода к конверу (фурма) 6) весовой дозатор 7) Наклонный конвейер 8) Реверсивный передвижной конвейер 9) Бункер 10) Заливочный кран (Q 500т) 19) Сталевоз Продолжительность плавки 30-45мин Рзлитая в ковше сталь (нерафинированная, кипящая)-может идти на разливку или на агрегаты доводки стали АДС – служит для нагрева стали в ковше электродугами продувки аргоном и легированием стали Для получения спокойной стали дегазированной используют циркуляцион типа. Билет 15 В1. Техника безопасности при работе на обдирочно-шлифовальном станке (наждаке). Факторы : эл.ток, разрыв круга , вращающийся инструмент , образивная пыль, искры нагрев, шум. СИЗ очки ТБ перед началом работы : допуск к работе , требования к спецовке, дополнительное освещение , емкость с водой для охлаждение детали , бирочная система , проверка заземления , выбрать шлиф круг по маркеровке установить ТБ во время работы : следить за биением круга , регулировать зазор между подручниками и кругом (1 до 3мм) запрещается работать торцевой поверхностью круга , при неравномерном износе круга , при максимальном износе круга рабоать в рукавицах и с перебинтованными пальцами ТБ по окончанию работы : остановить станок , бирочная система , убрать рабочее место В2. Лент конвейер Служит для перемещения горизонтал и с наклоном до 30град положинии, сыпучих материалов Конвейеры бывают: стационарные длиной от 5 до 100м передвижные 5-20м Устройство Приводной натяжной барабан роликоопоры грузовой ветви роликоопоры порожной ветви центрирующ роликоопоры привод конвейерная лента тяговый несущ орган Она должна обладать прочностью,гибкостью, малой упругостью и остаточной вытяжке,стойкостью к пробоям температуре, агресив среде Материал резино-тканевая, резино-троссовая лента РТЛ маркировка РТЛОМ 2500х1200 Роликоопоры бывают жёсткой и шарнирной конструк Натяж уст-ва служат для натяж ленты, ограничение провисания, передачи тягового усилия Виды: ручные,грузовые,лебедочные,гидрав-е Дефекты и ремонт-по графику, но не реже раза в 1-1.5 месяца Износ футировки барабанов замена разрыв,прожоги,транспорт ленты сбегание ленты центровка износ роликов до 15%, биение от 0.5-0.8мм дефекты привода В3. Шестерен насос Насос шестерёнчатый НШ предназначен для нагнетания масла в гидравл системах, автоматич станций жидкой смазки и приводов гидравлич оборудования Состоит из корпуса, ведущего и ведомого ротора, подшипн, манжета и уплотнений, входного и нагнетательного отверстия. Принцип работы: при вращении ведущего и ведомого ротора на стороне хода образуется растяжение. Жидкость под давлением заполняет впадины между зубьями На выходе из зацепления происходит нагнетание выхлопа в систему Достоинства: надёжность,простота конструкций,высокий КПД Минусы: меняет структуру жидкости Дефекты и ремонт: Износ зуба до 20% Износ корпуса Маркировка Насос НШ 10У-3Л НШ-шестер насос, 10-объём кубич.см, У-модификация, 3-класс давления 16МПа, Л-направление ведом ротора В4 Твердость Твердость- это сопротивление проникновения в металл более твердого тела Твердость- показатель к износостойкости и способ к обработке инструмента Способы определения и обозначения твердости на чертежах 1) Бринеля HB (тверд по Брюнелю) Замеряется диаменром отпечатка упавшего шарика с высоты 2) По Роквеллу HR Замеряется глубина упавшего шарика 3) Метод Виккера HV замеряется площадь отпечатка ромбического предмета 4) Метод Шора HS Определяется по высоте отскока стального шарика от металла. На практике твердость металла можно определить слесар инстр (зубило,напильник,шабер,ножовка) В5.МНЛЗ МНЛЗ служит для непрерывного получения слитка путём непрерыв охлаждения стали в кристаллизаторе с механизмом качения , вытягивание слитка и затвердевания в роликовой подводке с ламинарным охлаждением водой. Классиф-я По конструкции вертикальные криволинейн радиальные горизонтальные По кол-ву ручьёв (1-7) слябовые блюмовые сложной формы Уст-во
|
||
|
|
Последнее изменение этой страницы: 2018-04-12; просмотров: 291. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |