|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Конструкция агрегата, описание технологического процесса СТАНА 5000Толстолистовой стан 5000 (рис.1) предназначен для производства толстолистового горячего проката из углеродистых и высокопрочных сталей для производства труб большого диаметра для нужд нефтяной и газовой промышленности, судо-, мосто- и котлостроения и строительства.
1-склад слябов; 2-нагревательные печи с шагающими балками; 3-гидросбив (окалиноломатель); 4-рабочая клеть; 5-установка ускоренного охлаждения; 6-роликоправильная машина; 7-холодильник; 8-инспекторский стол; 9-ультразвуковой контроль; 10-ножницы поперечной резки; 11-ножницы продольной резки; 12-делительные ножницы; 13-роликовая печь нормализации; 14-роликовая печь закалки; 15-роликоправильная машина. Рисунок 1- Конструкция толстолистового стана 5000
Прокатный стан представляет собой комплекс оборудования, в котором происходит пластическая деформация металла между вращающимися валками. В более широком значении — система машин, выполняющая не только прокатку, но и вспомогательные операции: - транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана; - передачу прокатываемого материала от одного калибра к другому; - кантовку; - транспортирование металла после прокатки; - резку на части; - маркировку или клеймение; - правку; - упаковку; - передачу на склад готовой продукции и др. Стан-5000 такой же, как и у другие прокатные станы, но из-за гигантских размеров листа приходится непропорционально сильно увеличивать оборудование. Такое оборудование значительно крупнее и дороже, и стоять оно должно на большой ровной поверхности. Это делает строительство цеха сверхширокой листопрокатки сложно выполнимой и дорогой задачей. Таким образом, цех стана-5000 по степени производственной интеграции вполне сравним с отдельным металлургическим заводом. Длина всего стана более одного километра. Исходной заготовкой для производства толстого листа и плит используютсянепрерывно литые слябы габаритами:  - толщина – 190, 250 и 300 мм; - ширина – 1400-2700 мм; - длина – 2500-4800 мм; - масса – до 30 тонн. На стан они поступают, нагретые в печах до необходимой температуры 1100 °С. Затем транспортируются на окалиноломатель, очищенный от окалины сляб попадает в рабочую клеть. Процесс прокатки включает две основные стадии: черновую стадию и чистовую стадию, в результате обеспечиваются необходимые толщина и ширина листа. После чистовой прокатки и прохождения роликоправильной машины, раскат транспортируется в направление установки ускоренного охлаждения и поступает на машину горячей правки. После правки, маркировочной машиной на раскат наносится идентификационный номер. Некоторые марки низколегированной высокопрочной стали требуют замедленного охлаждения, поэтому после процесса прокатки их снимают с рольганга, а после охлаждения возвращают обратно, в поток стана. Затем раскаты следуют через холодильник на инспекционный участок. Локальные дефекты поверхности устраняются абразивной зачисткой с обеих сторон раската. Внутреннее качество листов контролируется установкой ультразвукового контроля. Следующий этап – ножницы. Листы проходят концевые ножницы для обрезки торцов; сдвоенные кромкообрезные ножницы для обрезки боковой кромки и раскроя на два узких листа; и делительные ножницы для порезки на мерные длины. Готовые листы транспортируются на маркировочную клеймовочную машину, здесь на поверхность листа краской и клеймением наносится вся необходимая информация. После маркировки и осмотра, листы готовы к передаче на отделочную линию или линию термообработки. Термообработка листов осуществляется в проходных роликовых печах в защитной атмосфере. В термоотделении возможно проведение следующих видов термообработки: нормализация, закалка, отпуск. Закалку листов осуществляют в ролико-закалочной машине. После термообработки листы подвергают холодной правке. Для отгрузки готового продукта используются краны с механизированным захватом грузоподъёмностью до 30 тонн. Производительность стана 1 500 000 тонн в год. Сортамент выпускаемой продукции: - листы толщиной 8-50 мм; - плиты толщиной 51-160 мм; - шириной 1500-4800 мм; - длиной 6000-24000 м.
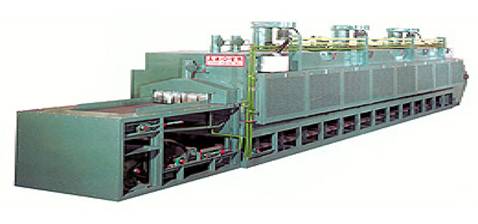
Закалочная печь Закалочная печь (рис.2) расположена рядом с печью нормализации, после ножниц продольной резки. Печь оборудована нагревательной системой с радиантными трубами, включая все соответствующие органы управления и отсечные клапаны. Атмосфера из азота инертного газа внутри каждой камеры печи защищает поверхность листа от окисления.Печь поделена на четырнадцать зон температурного регулирования. Внутри печи расположено двести сорок радиационныхгазовых труб, они расположены под и над печными роликами вдоль печи. Подача металла на вход печи осуществляется кранами. После печи готовый металл по рольгангу охлаждения поступает на дальнейшую обработку, либо на участок холодной правки металла, либо на основную линию стана, для взятия проб на участке ножниц. Характеристики печи представлены в таблице 1.
Рисунок 2 – Закалочная печь стана 5000
Таблица 1 – Характеристики печи
|
||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-05-31; просмотров: 510. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |