|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Методы пластического деформированияСтр 1 из 3Следующая ⇒ Теоретические вопросы на экзамен 4 курса 8-го семестра МДК.01.02 1. Виды ремонтов и их назначение. 2. Методы очистки деталей от нагара. 3. Методы очистки деталей от остатков масел и смазок. 4. Карта деффектации, содержание и назначение. 5. Сущность диффузионных методов определения скрытых дефектов в деталях. 6. Сущность магнитного и ультразвукового метода определения скрытых дефектов в деталях. 7. Сущность метода опрессовки при деффектации деталей. 8. Сортировка деталей, распределение по группам. 9. Сущность комплектования деталей перед сборкой узлов. 10. Комплектование шатунно-поршневой группы. 11. Способы восстановления деталей пластической деформацией. 12. Применение сварки и наплавки при ремонте деталей. 13. Особенности восстановления сваркой деталей из алюминиевых сплавов. 14. Особенности восстановления сваркой деталей из чугуна. 15. Особенности вибродуговой наплавки деталей. 16. Особенности наплавки под слоем флюса. 17. Применение пайки при ремонте автомобиля. 18. Методы и сущность напыления поверхности деталей при восстановлении. 19. Сущность восстановления деталей электрохимическими способами. 20. Применение методов восстановления к деталям двигателя. 21. Применение методов восстановления к деталям коробок передач. 22. Технологический процесс ремонта топливного бака, инструмент, оборудование. 23. Виды станочных операций используемых при ремонте. 24. Технологический процесс расточки цилиндров двигателя: оборудование, инструмент. 25. Технологический процесс хонингования цилиндров двигателя: оборудование, инструмент. 26. Технологический процесс шлифования коленчатых валов: оборудование, инструмент.  27. Местный ремонт автомобильных шин: оборудование и починочные материалы. 28. Восстановительный ремонт шин, преимущества и недостатки. 29. Состав затрат рабочего времени. 30. Фотография рабочего дня.
Виды ремонтов Текущий ремонт производится только по потребности, и выполняется он в межсменное время или во время второго технического обслуживания (ТО-2). Ни количественно, ни по срокам он не планируется. Средний ремонт, отличающийся от текущего несколько большим объемом перечисленных выше работ, производится также по потребности, но только лишь после того, как автомобиль пройдет установленный обязательный межремонтный пробег. По срокам он планируется и совпадает со средним ремонтом автомобиля (см. ниже). Текущий и средний ремонт выполняется, как правило, в. гараже силами службы механика (ремонтными рабочими) или самим водителем. Обезличивание деталей при этих видах ремонта не допускается. Капитальный ремонт двигателя, имеющий целью восстановить его первоначальную работоспособность, выполняется на ремонтных заводах или в специальных ремонтных мастерских и, как правило, с обезличиванием деталей (кроме деталей, обрабатывающихся совместно, узлов, подвергающихся балансировке, и распределительных шестерен). Очистка деталей от загрязнений Удаление твердых отложений. К твердым отложениям относятся нагар, накипь, продукты коррозии и лакокрасочные покрытия. Нагар удаляют механическим, термическим и термохимическим способами. К механическому способу относятся: очистка поверхностей шабером, металлической щеткой, косточковой крошкой, пескоструйная и гидроабразивная обработка. Хорошие результаты дает очистка нагара и накипи обдувом косточковой крошкой (из скорлупы косточковых плодов) на установке ОМ-3181. Перед очисткой детали обезжиривают, чтобы не загрязнять крошку. Термический способ применяют для удаления нагара из вы-пускных и всасывающих коллекторов с избытком кислорода или нагревают детали в термопечах. Термохимический способ удаления нагара и накипи с деталей из черных металлов заключается в погружении их в расплав солей и щелочей. Очистка от накипи может производиться также механическим и химическим способами. Стальные, чугунные детали очищают от накипи погружением в раствор, состоящий из 100-150 г/л 8—9%-ной соляной кислоты, с последующей промывкой в горячей воде. Детали из алюминиевых сплавов очищают в 6%-ном растворе молочной кислоты при температуре 40°С. В последние годы для очистки поверхностей используют синтетические моющие средства (CMC) типа МС, «Лабомид», «Темп» и др. Моющие средства представляют собой смеси щелочных солей и поверхностно-активных веществ (ПАВ). Они не токсичны, не горючи и взрывобезопасны. Их можно использовать для очистки деталей из черных и цветных металлов. ПАВ — это органические соединения, обеспечивающие разрушения жировых пленок, предупреждающие повторное осаждение загрязнений, создающие устойчивые эмульсии при соприкосновении с водной составляющей моющего раствора. Эти вещества ускоряют процесс очистки. Моющие средства МС-6, МС-16, МС-18 применяют пре-имущественно для удаления масляно-грязевых, смолистых отложений в машинах со струйной и циркуляционной очисткой сборочных единиц и деталей машин. Концентрация растворов — 15-25 г/л при температуре 75-85°С, МС-8 и МС-15 — при струйной и погружной очистке от прочных углеродистых отложений. Концентрация растворов — 20-25 г/л, температура 80—100°С.Синтетические моющие средства «Лабомид-101» и «Лабомид- 102» применяют для удаления масляно-грязевых и асфальтосмо-листых отложений при струйной очистке. Концентрация растворов — 10-15 г/л при температуре 70-85°С. «Лабомид-203» аналогично препарату МС-8 используют для удаления легких асфальтосмолистых отложений при погружной очистке, так как он характеризуется повышенным пенообразованием. Концентрация растворов — 20-30 г/л, температура 80-100°С. «Лабомид- 315» применяют для очистки от прочных асфальтосмолистых отложений в ваннах без подогрева (15-20*С) и без механического воздействия. Карта деффектации. Основным назначением карты дефектации и ремонта является сортировки деталей. Согласно такой карте определяется годность детали, а также подлежит ли она ремонту. Их сортируют на пять групп и маркируют краской определенного цвета: годные (зеленые), годные в соединении с новыми или восстановленными деталями (желтые), подлежащие ремонту на данном предприятии (белые) и на специализированных ремонтных предприятиях (синие), негодные - утиль (красные). В карте дефектации и ремонта указываются все возможные дефекты, способы их установления и восстановления. Она может содержать технические требования, предъявляемые к отремонтированной детали, а так же её чертеж. В совокупности такие карты позволяют владеть статистической информацией по всем возможным дефектам. Благодаря этому можно спрогнозировать возможные разрушения конкретных деталей, и при своевременной дефектации возможно предотвратить несвоевременное разрушение сопрягаемых деталей и, в дальнейшем, отказ всей системы. Ведь отсутствие своевременной замены даже одной дефектной детали может повлечь за собой выход из строя нескольких, что в дальнейшем приведет к большим материальным и трудовым затратам. Например, выход из строя шестерни масляного насоса двигателя приводит к отсутствию смазки в парах трения цилиндро-поршневой группы и газораспределительного механизма. Так как масло выполняет не только смазывающую функцию, но и охлаждающую, то при отсутствии смазки подвижные части начинают перегреваться, что приводит к их заклиниванию. При этом могут провернуться вкладыши коренных и шатунных шеек коленчатого вала. Заклинивание поршня в цилиндре приводит к разрушению шатуна, что, в свою очередь, при вращающемся коленчатом вале может привести к разрушению блока цилиндров. Заклинивание клапана в направляющей втулке может привести к его «зависанию» и при движении поршня может произойти встреча днища поршня и тарелки клапана. А поломка пружины клапана механизма газораспределения может привести к его рассухариванию и выпадению в камеру сгорания. Это приведет к выходу из строя двигателя. В этом случае придется отремонтировать или заменить не только клапан механизма газораспределения, но и поршень, головку, гильзу цилиндров, форсунку и т.д.Таким образом, дефектация определенных деталей автомобиля позволит сохранить детали, что, в свою очередь, устранит отказ всей системы, сократит материальные расходы, и тем самым увеличит жизненный цикл автомобиля. Диффузионные методы ОПРЫСКИВАНИЕ КРАСКОЙ Трещины и углубления на поверхности покрытия выявляются по впитыванию краски. Испытуемая поверхность опрыскивается краской. Затем ее тщательно вытирают и на нее напыляют индикатор. Через минуту краска выступает из трещин и прочих мелких дефектов и окрашивает индикатор, выявляя таким образом контур трещины. ФЛУОРЕСЦЕНТНЫЙ КОНТРОЛЬ Этот метод аналогичен методу впитывания краски. Испытуемый образец погружается в раствор, содержащий флюоресцентную краску, которая попадает во все трещины. После очистки поверхности образец покрывается новым раствором. Если покрытие имеет какие-либо дефекты, флюоресцентная краска в этом месте будет видна под ультрафиолетовым облучением. Обе методики, основанные на впитывании, применяют только для выявления поверхностных дефектов. Внутренние дефекты при этом не обнаруживаются. Дефекты, лежащие на самой поверхности, выявляются с трудом, поскольку при обтирании поверхности перед нанесением индикатора краска с них удаляется. Ультразвуковой метод При ультразвуковом контроле ультразвук пропускают через материал и измеряют изменения звукового поля, вызванные дефектами в материале. Энергия, отраженная от дефектов в образце, воспринимается преобразователем, который превращает ее в электрический сигнал и подается на осциллограф. В зависимости от размеров и формы образца для ультразвукового контроля используют продольные, поперечные или поверхностные волны. Продольные волны распространяются в испытуемом материал прямолинейно до тех пор, пока они не встретятся с границей или несплошностью. Первая граница, с которой встречается входящая волна, -граница между преобразователем и изделием. Часть энергии отражается от границы, и на экране осциллографа появляется первичный импульс. Остальная энергии проходит через материал до встречи с дефектом или противоположной поверхностью, положение дефекта определяется измерением расстояния между сигналом от дефекта и от передней и задней поверхностей. Несплошности могут быть расположены так, что их можно определить, направляя излучение перпендикулярно к поверхности. В этом случае звуковой луч вводится под углом к поверхности материала для создания поперечных волн. Если угол входа достаточно увеличить, то образуются поверхностные волны. Эти волны проходят по контуру образца и могут обнаруживать дефекты близ его поверхности. Существуют два основных типа установок для ультразвукового контроля. При резонансном испытании используют излучение с переменной частотой. При достижении собственной частоты, соответствующей толщине материала, амплитуда колебаний резко возрастает, что отражается на экране осциллографа. Резонансный метод применяют главным образом для измерения толщины. При импульсном эхо-методе в материал вводят импульсы постоянной частоты длительностью в доли секунды. Волна проходит через материал, и энергия, отраженная от дефекта или задней поверхности, падает на преобразователь. Затем преобразователь посылает другой импульс и воспринимает отраженный. Для выявления дефектов в покрытии и для определения прочности сцепления между покрытием и подложкой применяют также трансмиссионный метод. В некоторых системах покрытий измерение отраженной энергии не позволяет адекватно установить дефект. Это обусловлено тем, что граница между покрытием и подложкой характеризуется настолько высоким коэффициентом отражения, что наличие дефектов мало меняет суммарный коэффициент отражения. Применение ультразвуковых испытаний ограничено. Это видно из следующих примеров. Если материал имеет грубую поверхность, звуковые волны рассеиваются так сильно, что испытание теряет смысл. Для испытания объектов сложной формы необходимы преобразователи, повторяющие контур объекта; неправильности поверхности вызывают появление всплесков на экране осциллографа, затрудняющих определение дефектов. Границы зерен в металле действуют аналогично дефектам и рассеивают звуковые волны. Дефекты, расположенные под углом к лучу, выявляются с трудом, так как отражение происходит в основном не по направлению к преобразователю, а под углом к нему. Часто бывает трудно различить несплошности, расположенные близко одна к другой. Кроме того, выявляются только те дефекты, размеры которых сравнимы с длиной звуковой волны. Магнитный метод МАГНИТО-ПОРОШКОВЫЙ метод используют только для деталей, изготовленных из ферромагнитных материалов, при обнаружении поверхностных разрушений и целостности с шириной раскрытия у поверхности 0,001мм, глубиной 0,01мм и относит большими предельными и поперечными размерами, которые могут находиться как по поверхности так и внутри детали на глубине 1,5-2мм Данный метод используется магнитное поле рассеивается возникающий диод дефектом изделия и основан на явлении притяжения части магнитного поля. Благодаря скоплению магнитного порошка в области дефекта͵ обеспечивается визуализация форм и размеров невидимых в обычных условиях дефектов. Главное достоинство этого метода заключается в возможности точного определения расположения концов усталостных трещин и обнаружение дефектов через слой не магнитного покрытия. В случае если на контрол. пов. толщина магнитного покрытия что стоит до 0,1мм. Целесообразно применять магнитные суспензии и свыше 0.1 мм –магнитный поток. 20. Электромагнитный контроль скрытых дефектов Метод опрессовки. Метод опрессовки применяют для обнаружения скрытых дефектов в полых деталях. Опрессовку деталей производят водой (гидравлический метод) или сжатым воздухом (пневматический метод). Метод гидравлического испытания применяют для выявления трещин в корпусных деталях (блок цилиндров, головка цилиндров). Метод пневматического испытания применяют при контроле не герметичность таких деталей как радиаторы, баки, трубопроводы и др. Методы пластического деформирования Осадка применятся для увеличения наружного диаметра сплошных или полых деталей и уменьшения внутреннего диаметра полых деталей (рисунок 106, в) за счет некоторого уменьшения их высоты. При осадке направление внешней силы Р перпендикулярно направлению деформации δ . Изменение поперечных размеров осаживаемой детали ограничивается возможностью уменьшения ее высоты (длины) не более, чем на 4-8%; только для малоответственных деталей и очень пластичных материалов высота (длина) детали может быть уменьшена до 15% от первоначальной. Осаживанием восстанавливают цилиндрические детали — пальцы, оси, шестерни и др. Втулки можно восстанавливать без выпрессовки их из сопряженной детали, например, из головки шатуна (рисунок 107). Для этого втулку сжимают с обеих сторон пуансонами, а по завершении процесса внутренний диаметр обрабатывают механическими методами до номинального размера
а — раздача; б — обжатие; в — осаждение
1 — пуансон; 2 — втулка; 3 — головка шатуна Раздача применяется для увеличения наружных размеров преимущественно полых деталей типа втулок при незначительном уменьшении их высоты (длины). При раздаче направление действующей силы Р совпадает с направлением требуемой деформации δ, а металл перемещается от центра к периферии (рисунок 106, а). Таким образом можно восстановить износ деталей по наружному диаметру за счет увеличения размера отверстия. Это достигается продавливанием в отверстие детали шарика или пуансона несколько большего диаметра, чем диаметр отверстия (рисунок 108). Твердость пуансонов из стали ХВГ должна быть в переделах HRC 63-65. Нормализованные детали могут подвергаться раздаче в холодном состоянии, закаленные или цементированные в нагретом состоянии с последующей термической обработкой для восстановления структуры металла.
а — пуансоном; б — конусным пуансоном с втулкой; 1 — основание; 2 — матрица; 3 — палец; 4 — пуансон; 5 — разрезная втулка
1 — матрица; 2 — деталь; 3 - пуансон. Рисунок 109 - Приспособление для обжатия деталей с небольшим износом Вытяжка применяется для увеличения длины деталей за счет местного уменьшения их поперечного сечения на небольшом участке (рисунок 110). По схеме действия силы Р и направлению деформации 5 вытяжка напоминает осадку. Вдавливанием увеличивают наружные размеры детали за счет ее деформации на ограниченном участке. Этим способом восстанавливают шлицевые поверхности, зубчатые колеса, шейки валов, клапаны и другие детали. Так, процесс восстановления зубьев шестерен осуществляется в штампах в нагретом состоянии, после чего зубчатые колеса подвергаются термообработке для устранения внутренних напряжений и восстановления исходной твердости поверхности. Шлицы прокатывают в холодном состоянии заостренным роликом, который, внедряясь в металл, выдавливает из средней части шлицев часть металла в стороны, что увеличивает ширину шлицев на 1-2 мм в каждую сторону. Накатка применяется для изменения размеров деталей за счет вытеснения материала с отдельных участков изношенной поверхности и позволяет увеличивать диаметр накатываемых деталей на 0,3-0,4 мм. При накатке направление действующей силы не противоположно направлению требуемой деформации. Накатка осуществляется шариками или роликами, установленными в оправке.
Рисунок 110 - Деформация детали при вытяжке Накатке подвергают детали без термической обработки, т.к. износостойкость накатанной поверхности близка к стойкости поверхности новой детали, а усталостная прочность повышается вследствие некоторого наклепа обработанной поверхности. Сварка алюминия Характерными дефектами этих деталей являются трещины, отколы, пробоины, раковины. Сложность их сварки обуславливается следующими причинами: · алюминиевые сплавы обладают большой теплопроводностью, теплоемкостью и скрытой теплотой плавления, поэтому сварка должна выполняться мощным и концентрированным источником тока (теплопроводность алюминия в три раза выше теплопроводности стали); · низкая удельная плотность (2,7 г/см3) и температура плавления (660 0С) алюминия по сравнению с тугоплавкой пленкой, образующейся на поверхности шва, Al2O3 (3,85 г/см3) и температура ее плавления (20500С) затрудняют процесс сварки; · высокий коэффициент линейного расширения (в два раза больше, чем в стали) приводит к деформациям и короблению алюминиевых деталей; · высокий коэффициент усадки (1,8 %) приводит к возникновению больших внутренних напряжений при остывании в местах сварки, в результате которых могут появиться трещины; · повышенная склонность к образованию пор, вызываемых выделением водорода, требует предварительного подогрева детали до 100…130 0С; · алюминиевые сплавы при плавлении не меняют цвета, что затрудняет определение начала плавления металла, результатом чего может быть проваливание стенки детали под силой тяжести расплавленного металла. Для восстановления деталей из алюминиевых сплавов в подвижных ремонтных мастерских войскового звена применяют газовую и электродуговую сварку, а на авторемонтных предприятиях кроме этого применяют аргонодуговую и другие способы сварки. Газовая сварка деталей из алюминиевых сплавов ведется строго нейтральным пламенем. Мощность горелки выбирается из расчета расхода ацетилена 0,075…0,1 м3/ч на 1 мм толщины свариваемого металла. В качестве присадочного материала используют сварочную проволоку марки СвАМц. Могут быть также использованы прутки, отлитые из выбракованных алюминиевых деталей. Для разрушения окисной пленки используют флюс АФ-4А (состоящий из хлористого натрия – 28 %, хлористый калий – 50 %, хлористый литий – 14 %, фтористый натрий – 8 %), АН-4А, АН-А201. Флюс образует с окислами легкоплавкие с небольшой плотностью растворы, которые выплывают на поверхность сварочной ванны в виде шлака. Подготовка деталей к сварке включает механическую обработку трещины (зачистка, разделка), химическое обезжиривание ацетоном и каустической содой, промывку водой, осветление 20 % - ным раствором азотной кислоты и повторную промывку водой. Сварка ведется непрерывно, без отрыва пламени от сварочной ванны, концом присадочной проволоки размешивается расплавленный металл. После сварки деталь медленно охлаждают, сварочный шов освобождают от шлака и промывают горячей водой от остатков неиспользованного флюса. Электродуговая сварка алюминиевых деталей осуществляется постоянным током при обратной полярности. Катод, присоединенный к детали, способствует разрушению окисной пленки. На катоде возникает ярко светящиеся и кипящее на поверхности катодное пятно, в котором окисная пленка алюминия быстро разрушается и оттесняется к краям пятна. Кроме того, сварка обратной полярностью позволяет увеличить скорость процесса и уменьшить коробление детали. Для сварки используют электроды ОЗА-2, изготовленные из проволоки Cв-АК5 с покрытием, в состав которого входит флюс АФ-4А. Это покрытие очень гигроскопично, поэтому электроды перед применением необходимо просушить при 200…300 0С в течение 1,0…1,5 ч. Сила сварочного тока принимается равной (30…40)dэ. Диаметр электрода dэ выбирают в зависимости от толщины свариваемого металла: при толщине детали 4…9 мм - dэ В процессе сварки электрод устанавливается перпендикулярно шву и перемещается без поперечных колебаний со скоростью 0,4…0,6 м/мин. Длина дуги не должна быть больше диаметра электрода. В связи с трудностью повторного зажигания дуги из-за образования шлака сварка ведется непрерывно. Повторное зажигание дуги производится за кратером. Сварка чугуна Сварка чугунных деталей. Такая сварка вызывает значительные трудности: из-за отсутствия площадки текучести у чугуна, хрупкости и небольшого предела на растяжение, что часто служит причиной образования трещин; отсутствия переходного пластического состояния при нагреве до плавления: из твердого состояния чугун сразу переходит в жидкое. Жидкотекучесть затрудняет ремонт деталей даже с небольшим уклоном от горизонтального положения; получения отбеленных участков карбида железа (Fe3C — цементит), трудно поддающихся механической обработке. Чугун можно сваривать дуговой сваркой металлическим или угольным электродом, газовой сваркой, заливкой жидким чугуном, порошковой проволокой, аргонодуговой сваркой и т. д. Выбор способа и метода сварки зависит от требований к соединению. При определении метода учитывают: необходимость механической обработки металла шва и околошовной зоны после сварки, получения однородности металла шва с металлом свариваемых деталей; требования к плотности шва; нагрузки, при которых должны работать детали. Холодную сварку выполняют без предварительного подогрева деталей. Не допускаются отбел чугуна и закалка сварного шва. Наплавленный металл должен быть достаточно пластичным. На получение качественного соединения влияют технологические и металлургические факторы. К первым относят силу тока, напряжение дуги и скорость наплавки, ко вторым — графитизацию, Удаление углерода и карбидообразование Сваривать рекомендуется на низких режимах при силе тока 90... 120А электродами с малым диаметром (3 мм), короткими валиками (длиной 40...50 мм), охлаждением деталей после наложения каждого валика до температуры 330...340 С. Это позволяет в некоторой степени снизить долю основного металла в металле шва и значение сварочных напряжений посредством проковки валиков шва сразу же после окончания сварки. |
||
|
|
Последнее изменение этой страницы: 2018-05-30; просмотров: 500. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |

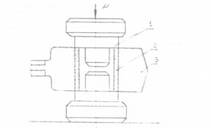

 Обжатием уменьшают внутренний диаметр полых деталей за счет уменьшения размера 1 наружных поверхностей при незначительном увеличении высоты (длины) детали. При обжатии направление действующей силы Р совпадает с направлением деформации, а перемещение металла происходит от периферии к центру (рисунок 106, б). Обжатие применяют для обработки деталей из цветных металлов. Процесс заключается в проталкивании втулки пуансоном через матрицу (рисунок 109). После обжатия должен оставаться припуск 0,5-1,0 мм для доведения до номинальных размеров внутреннего и наружного диаметров. Механическая обработка производится растачиванием, развертыванием, хонингованием.
Обжатием уменьшают внутренний диаметр полых деталей за счет уменьшения размера 1 наружных поверхностей при незначительном увеличении высоты (длины) детали. При обжатии направление действующей силы Р совпадает с направлением деформации, а перемещение металла происходит от периферии к центру (рисунок 106, б). Обжатие применяют для обработки деталей из цветных металлов. Процесс заключается в проталкивании втулки пуансоном через матрицу (рисунок 109). После обжатия должен оставаться припуск 0,5-1,0 мм для доведения до номинальных размеров внутреннего и наружного диаметров. Механическая обработка производится растачиванием, развертыванием, хонингованием.

 5 мм, при толщине детали 10…18 мм - dэ = 6 мм.
5 мм, при толщине детали 10…18 мм - dэ = 6 мм.