|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Выбор мерительного инструментаСтр 1 из 5Следующая ⇒ Введение Квалификационная характеристика профессии «оператор станков с ПУ 3-го разряда».
Ведение процесса обработки с пульта управления деталей средней сложности и сложных по 8 - 11 квалитетам с большим числом переходов на станках с программным управлением и применением трех и более режущих инструментов. Контроль выхода инструмента в исходную точку и его корректировка., замена блоков с инструментом, устранение мелких неполадок в работе инструмента и приспособлений. Контроль обработки поверхности деталей контрольно-измерительными приборами и инструментами. Подналадка отдельных простых и средней сложности узлов и механизмов в процессе работы. Оператор должен знать:устройство отдельных узлов обслуживаемых станков с программным управлением и особенности их работы; работу станка в автоматическом режиме и в режиме ручного управления; назначение и условия применения контрольно-измерительных инструментов и приборов; конструкцию приспособлений для установки и крепления деталей на станках с программным управлением; системы программного управления станками; технологический процесс обработки деталей; систему допусков и посадок; квалитеты и параметры шероховатости; организацию работ при многостаночном обслуживании станков с программным управлением; правила чтения чертежей обрабатываемых деталей и программы по распечатке; начало работы с различного основного кадра; причины возникновения неисправностей станков с программным управлением и способы их предупреждения. Примеры работ: 1. Втулки, валы, штоки, поршни, ступицы гребных винтов, шатуны, кольца, лабиринты, шестерни, подшипники и другие аналогичные центровые детали со ступенчатыми цилиндрическими поверхностями, канавками и выточками - токарная обработка наружного контура.  2. Корпуса, вкладыши, подшипники, крышки подшипников, обтекатели и кронштейны гребных винтов, кулачки распределительных валов, штампы и пресс-формы сложной конфигурации, лопатки паровых и газовых турбин с переменным профилем, матрицы - фрезерование и нарезание резьбы. 3. Корпуса компрессора и редуктора, крышки насосов редукторов, разделительных корпусов, упор, коробок приводов и агрегатов и другие средние и крупногабаритные корпусные детали - обработка торцовых поверхностей, гладких и ступенчатых отверстий и плоскостей. 4. Отверстия сквозные и глухие диаметром свыше 24 мм - сверление, рассверливание, развертывание, нарезание резьбы.
Краткая техническая характеристика токарно–револьверного центра HAAS модели SТ10.
 Универсальный токарный станок HAASST-10 повышенной точности предназначен для выполнения самых разнообразных токарных, резьбонарезных и сверлильных работ повышенной точности. ST-10 – это очень компактный токарный станок с ЧПУ, имеющий максимальную вместимость 336×356 мм и наибольшим диаметром устанавливаемого изделия 413 мм. Он оснащен векторным приводом с мощностью 11,2 кВт и с максимальной частотой вращения 6000 об./мин. в качестве стандартной комплектации. Универсальный токарный станок HAASST-10 повышенной точности предназначен для выполнения самых разнообразных токарных, резьбонарезных и сверлильных работ повышенной точности. ST-10 – это очень компактный токарный станок с ЧПУ, имеющий максимальную вместимость 336×356 мм и наибольшим диаметром устанавливаемого изделия 413 мм. Он оснащен векторным приводом с мощностью 11,2 кВт и с максимальной частотой вращения 6000 об./мин. в качестве стандартной комплектации.
Особенностиконструкции: · Полностьюлитаячугуннаястанина; · Полностью закрытое герметичное защитное ограждение; · Серводвигатели перемещений по осям с прямой передачей момента; · Стальные закаленные подшипниковые блоки направляющих; · ШВП c двойным креплением и предварительно натянутой гайкой; · Система автоматической смазки направляющих и ШВП;
Таблица технических характеристик токарно–револьверного центра HAAS модели SТ10
Табл. 1
Анализ точности изготовления детали. Требования к детали и заготовке. Требования к детали и заготовке: Название детали: Пуансон Материал: Сталь 45 ГОСТ 1050-74. Габаритные размеры: Ø35 мм; L=85 мм. Форма детали включает 1 контур: наружный. Наружный контур включает в себя сочетание цилиндров по 9-му квалитету точности, полусферу с радиусом R 12.5 и фаску. Шероховатость поверхности:Ra 5.0, Rа 2.5 и Ra 1.25 Область применения материала детали: вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностей термообработке детали, от которых требуется повышенная прочность.
Химическийсостав
Табл. 2
Анализ точности размеров
Табл. 3
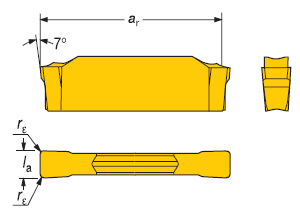
Выбор режущего инструмента
Выбор мерительного инструмента
Табл. 5
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 554. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 DCLNR/L 1616H12
DCLNR/L 1616H12

 RF 123 G10 2020 B
RF 123 G10 2020 B