|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
Изготовление модели отливки, литниковой системы, стержневых ящиков и выбор опокСтр 1 из 4Следующая ⇒ Разработка чертежа отливки Выбор линии разъема В соответствии с рекомендациями [2, c.14-15], располагаем отливку в нижней полуформе (формовка в 2-х опоках с горизонтальной осью), что исключает смещение отливки. Базовые поверхности служат для закрепления отливки при механической обработке. Базовые поверхности для механической обработки обозначаются определенным образом:
Рис. 2 Базовые поверхности для механической обработки
Назначение припусков на механическую обработку
Под припуском на механическую обработку подразумевается слой металла, снимаемый в процессе механической обработки. Величина припусков регламентирована ГОСТ 26645-85. Этот стандарт распространяется на отливки из черных и цветных металлов и сплавов и устанавливает допуски размеров, массы и припуски на механическую обработку. Класс точности размеров и масс отливок выбираем 7т-12, а ряд припусков 2-4 на механическую обработку для литья в песчано-глиняных формах. Припуски на механическую обработку устанавливаем в соответствии [2, табл. 7-13] и представляем в табл.1. Таблица 1
 Оформление уступов, выступов, выемок. Обрабатываемые уступы или выемки, смежные с обрабатываемой поверхностью, при сумме (l+b) < 60 мм – не отливают, а при размере b< 6мм припуск на обработку дается заподлицо с необрабатываемой поверхностью.
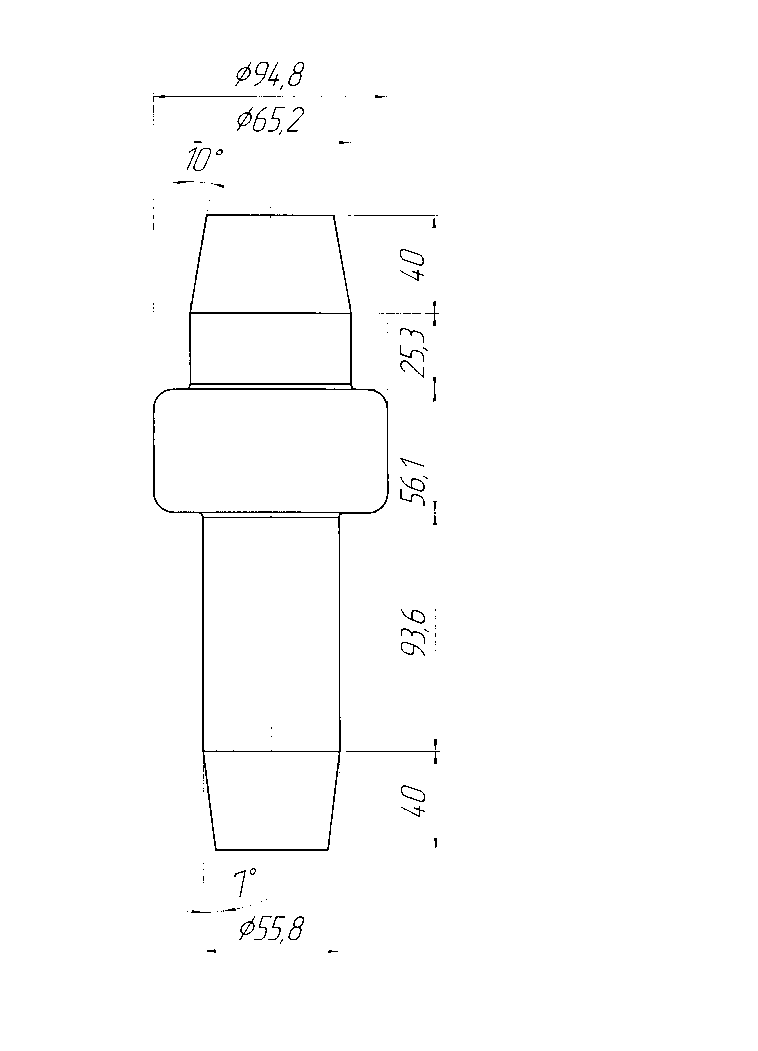
Оформление отверстий в отливке Оформление отверстий, полостей и выступающих частей при машинной формовке осуществляется стержнями. Отверстия в отливках обычно выполняются, если их диаметр не менее 20 мм при массовом производстве [2, с.30-31] D = dотл+0,01* dотл – диаметр стержня D1 = 65.8 +0.01*65.8=66,5(мм) D2 = 95.8 +0.01*95.8=96,8(мм) D3 = 55.8 +0.01*55.8=56,4(мм)
Lст=Lотл+ 0,01* Lотл – длина стержня L1=25+0.01*25=25,3 (мм) L2=55,5+0.01*55,5=56,1 (мм) L3=92,7+0.01*92,7=93,6 (мм) Lст =L1+L2+L3 Lст =25,3+56,1+93,6=175 Для верхнего знака z=40 (мм) α=10° Для нижнего знака z=40 (мм) α=7°
1.5. Расчет литейных радиусов (наружные и внутренние)
Для получения качественной литой детали стенки отливки должны иметь плавные переходы с необходимыми сопряжениями и закруглениями [2, с.38].
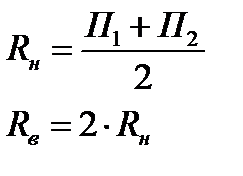
Радиусы рассчитывают по формулам:
– наружный радиус
– внутренний радиус
Расчетные радиусы округляем по стандартному ряду чисел 1; 2; 3; 5; 8; 10; 16 для серого чугуна. Наружный радиус округляем в меньшую сторону, а внутренний радиус в большую [2, с.41]. Полученные данные представим в таблицах 2 и 3.
Таблица 2
Таблица 3
Назначение литейных уклонов Для предотвращения разрушения формы при извлечении из нее модельной плиты (модели) на вертикальных стенках отливки необходимо предусматривать литейные (конструктивные и формовочные) уклоны [2, с.38, табл. 17]. Таблица 4
Определение массы отливки Определяем объем отливки без учета литейных уклонов и радиусов закруглений: Vотл.=V1+V2 + V3 +V4 + V5- V6 Vцил.=( π* d2 * h)/4 V1 = (3,14*20,522)*10,47/4=3460,76 (см3) V2 = (3,14*12,52)*6,85/4=840,20(см3) V3 = (3,14*6,582)*2,5/4=84,97(см3) V4 = (3,14*9,582)*5,55/4=399,85(см3) V5 = (3,14*5,582)*9,27/4=226,58(см3) V6 = V3+V4+V5=84.97+339.85+226.58=651.4 Vотл.= 3460.76+840.20+84.97+339.85+226.58-651.4=4300.96(см3) Mотл= Vотл.* ρчуг Плотность серого чугуна ρчуг=7,1(г/см3) Mотл=1292,56*7,1=9306,43(г)
Технологический процесс получения отливки литьем в песчаные формы Изготовление модели отливки, литниковой системы, стержневых ящиков и выбор опок Модели служат для образования внешних контуров отливки в форме. В массовом производстве применяют металлические модели. Модель изготавливается с учетом припусков на механическую обработку и линейную усадку металла. Кроме основных моделей, образующих форму отливки, имеются модели литниковых систем, с помощью которых при формовке образуется система каналов, через которые жидкий металл поступает в полость формы. Стержневые ящики для изготовления стержней должны обеспечивать равномерное уплотнение смеси и быстрое извлечение стержня. Как и модели, стержневые ящики имеют литейные уклоны, при назначении их размеров учитывают величину усадки сплава и, если требуется, также и припуска на механическую обработку. Стержневые ящики делают из тех же материалов, что и модели. По конструкции стержневые ящики могут быть неразъемными и разъемными. Опоки служат для удержания формовочной смеси и образования литейной песчаной формы. Центрирование верхней опоки с нижней осуществляется фиксирующими штырями, которые вставляются в отверстия в приливах опок, а скрепление опок осуществляется скобами.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2018-05-29; просмотров: 382. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда... |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 . Линейные размеры на чертеже отливки располагаем от указанных исходных баз.
. Линейные размеры на чертеже отливки располагаем от указанных исходных баз.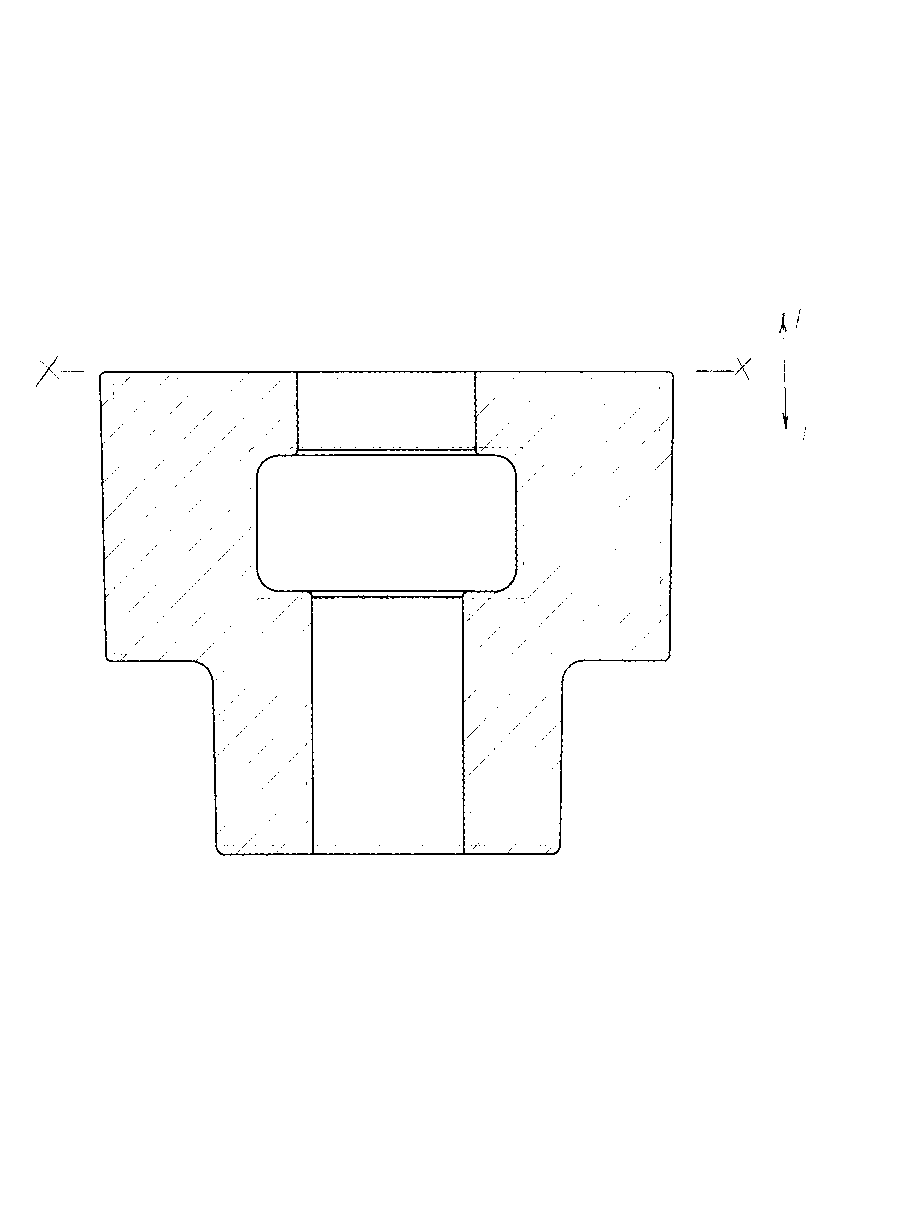
 9,3(кг)
9,3(кг)